Artefakte auf Außenhaut
Hallo zusammen,
seit einiger Zeit habe ich merkwürdige Artefakte auf der Außenhaut. Es sind zahlreiche vertikale Linien im gleichmäßigen Abstand zu erkennen. Hier ein paar Fotos, die das Problem deutlich zeigen. Das Streiflicht von oben, verstärkt den Effekt sehr.
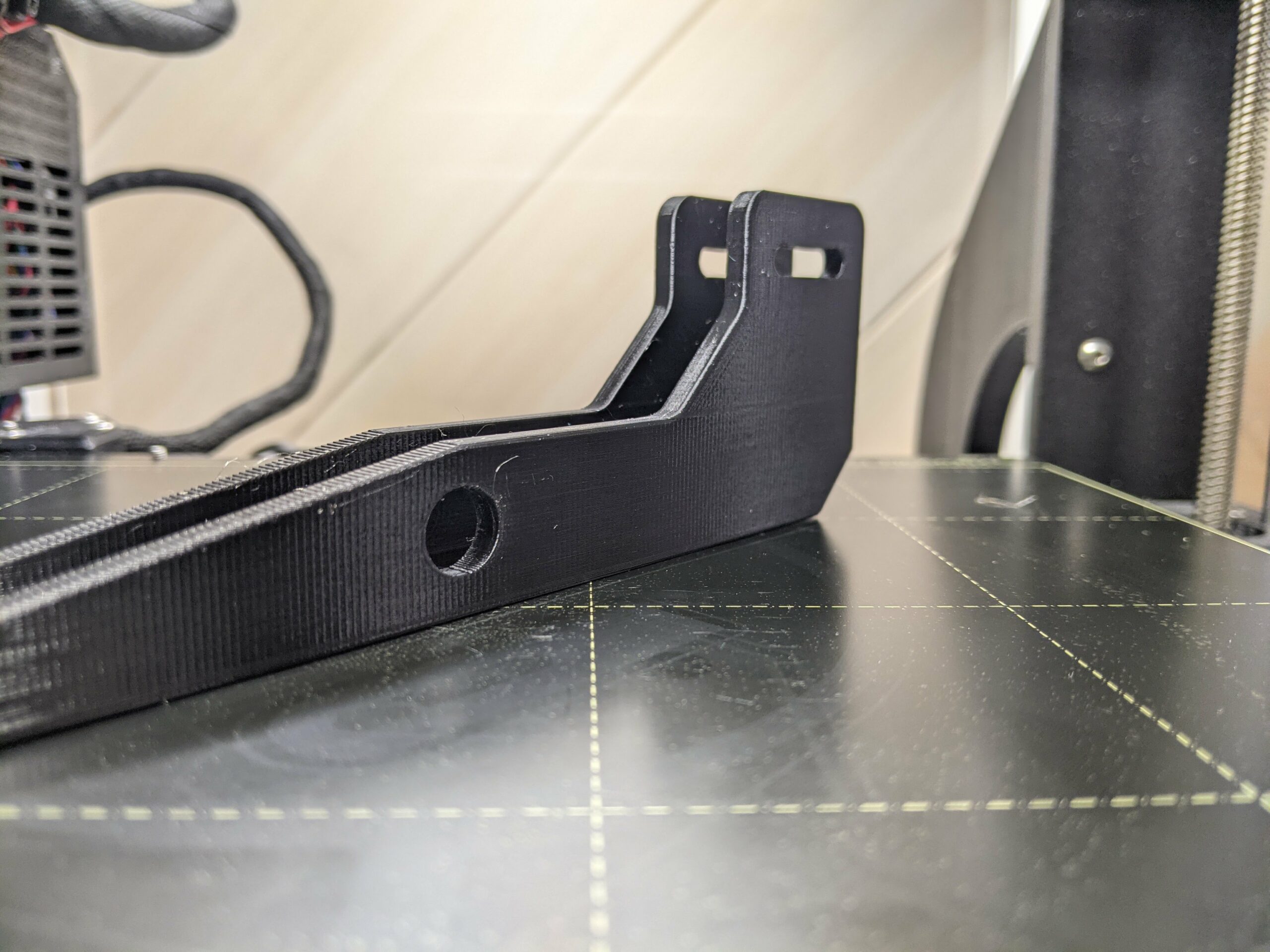
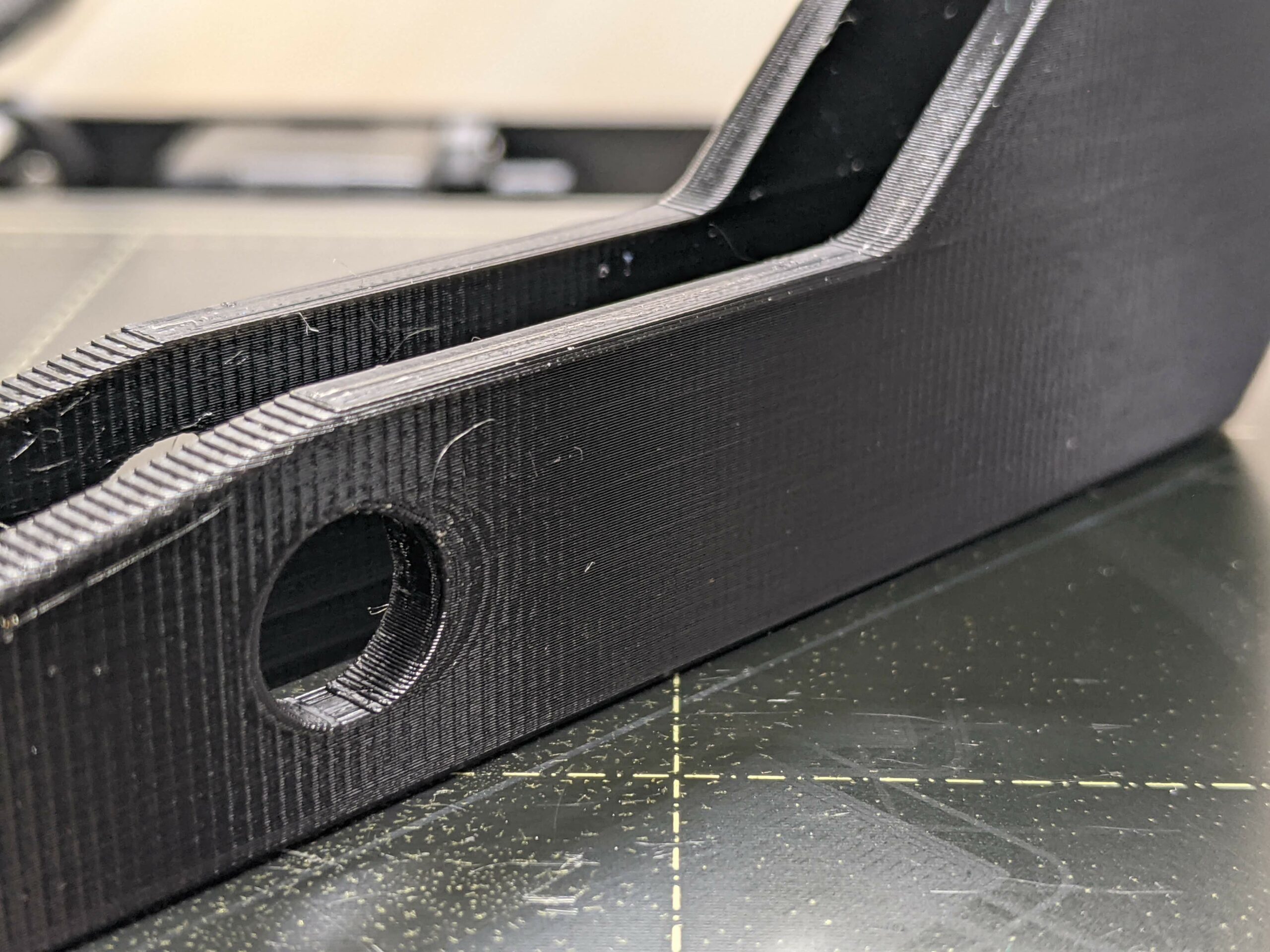
Zudem tritt Ringing/Ghosting im Bereich der Bohrung auf. Unter einem bestimmten Lichteinfallswinkel kann ich das Ringing/Ghosting über die gesamte Bauteillänge erkennen. Leider bekomme ich das nicht fotografiert. Im letzten Bild, kann man dies ansazuweise erkennen.
Im Anhang, habe ich dazu die Projektdatei angefügt. Gesliced habe ich das Modell mit SuperSlicer 2.3.56.9. Das Modell habe ich auf dem Druckbett 45° gedreht, damit das Infill parallel zur Außenkontur ist.
Zum Drucker: Es ist ein Prusa i3 MK3. Verbaut habe ich in der Y-Achse Sinterlager von @karl-herbert. Diese laufen einwandfrei. Das Druckbett steht auf Werkzeugfedern. Andere Modifikationen habe ich nicht vorgenommen.
Woher kommen diese Probleme? Diese Artefakte treten auch bei anderen Drucjen auf. Ich habe alle Schrauben kontrolliert und konnte keine lose Schraube finden. Ich reinige und schmiere gerade meine Misumilager, die ich im Druckbett hatte und werde diese als nächstes in die X-Achse einbauen.
Viele Grüße und Dank an alle im Voraus
Markus
RE:
Ich würde als erste Maßnahme mal die Gurtspannungen überprüfen. Diese kann man mit einem einfachen tool relativ gut justieren. Auf die Anzeige am LCD würde ich mich nicht verlassen. Außerdem sollten die Führungselemente nicht alluviel Spiel aufweisen. Eine weitere Maßnahme wäre das Optimieren der Beschleunigungs und Jerk Werte. Vibrationsdämpfer (Aufstellung des Druckers) können das Problem auch minimieren.
Hier einige Informationen zu dem Thema: https://the3dprinterbee.com/de/3d-druck-ghosting-ringing-echoing-rippling-losungen/
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Artefakte auf Außenhaut
Ich habe soeben die frisch geschmierten Lager in die X-Achse eingebaut. Die X-Achse läuft nun wieder geschmeidiger.
Anschließend habe ich einen Reset gemacht und die Gurtspannung etwas reduziert. Da ich kein Prusament besitze, wird nützt mir das Tool zur Einstellung der Gurtspannung nichts. Daher mache ich das immer nach Gefühl.
Ich würde sagen, die Artefakte sind weniger geworden, aber immer noch vorhanden. Ich werde das bei den nächsten Drucken weiter beobachten.
Viele Grüße
Markus
RE:
Das Tool muss nicht unbedingt aus Pruament PETG gedruckt werden. Ich hab auch ein anderes PETG Produkt verwendet und funktioniert soweit ganz gut. Zur genaueren Überprüfung habe ich mir ein eigenes System gebaut und der Vergleich der beiden Tools sieht nicht schlecht aus:


Die Prüfgeräte habe ich nur aus Interesse am Tüfteln gebaut. Verwenden tu ich diese kaum, da ich mich eher auch auf mein Fingergefühl verlasse. Die Prusa LCD Anzeige ist bei der 3.8.1 FW soweit ganz ok (ca. mittig im Normbereich) und stimmt annähernd mit den angezeigten Prüftoolwerten überein, aber bei den neueren FW Versionen weichen diese doch etwas mehr ab. Die Gurtspannungsroutinen wurden meines Wissens ab der FW 3.9.x komplett überarbeitet...
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Artefakte auf Außenhaut
Ich hatte mal irgendwo etwas gelesen, dass man die Riemenspannung auch gut mit der Frequenzmessung einstellen kann. Ich habe beide Riemen auf 80Hz eingestellt.
Ich werde testweise mal das Einstellwerkzeug drucken. Hier gibt es ja nur den G-Code soweit ich weiß. Also muss ich hier händisch meine Druckparameter bearbeiten. Oder gibt es mittlerweile eine STL?
RE:
Vielleicht wäre das eine Lösung für Dich: https://www.thingiverse.com/thing:4731435
Der Autor meint: "Benutzung auf eigene Gefahr!"
Viel kann nicht schiefgehen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Artefakte auf Außenhaut
Danke Karl. Ich hatte schonmal bei Thingiverse danach gesucht, bin aber nicht fündig geworden. Zur Sicherheit habe ich aber den G-Code von Prusa genommen und entsprechend meiner Einstellungen angepasst: Drucktemperatur, Betttemperatur und Fluss. Für den Fluss habe ich mir eine kleine Umrechnungsexcel geschrieben.
Nach dem Testen liege ich mit meiner Riemenspannung nahezu im Mittelfeld. X- und Y-Achse sind identisch. Daher kann ich die Riemenspannung als Fehlerquelle schonmal ausschließen.
RE: Artefakte auf Außenhaut
Gut, die Gurtspannung ist mal ausgeschlossen. Auf welchem Untergrund steht der Drucker? Sonst alles spielfrei (Führungen, Schrauben...)?
Als nächsten Schritt würde ich an den Jerk Einstellungen drehen und mal einen LA Test durchführen. Zusätzlich hilft auch oft das Verringern der Druckgeschwindigkeit.
https://help.prusa3d.com/de/article/linear-advance_2252/
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Artefakte auf Außenhaut
Die Basis ist ein Lack-Gehäuse. Auf dem Tisch habe ich vollflächig eine 6 mm starken Anti-Vibrationsmatte (Waschmaschinenmatte) gelegt. Darauf steht eine massive 30 mm starke Grundplatte. Dies ist eine Fliese, auf die ich übergebliebene Ausgleichsmasse gegossen habe. Ich denke, das ist die schönere Variante der häufig genutzten Gehwegplatte. Auf der Fliese steht dann der Drucker mit den standardmäßigen Gummifüßen.
An den Jerk-Werten habe ich bisher nichts verändert. Gibt es hierzu einen guten Einstellfahrplan?
Die Druckgeschwindigkeit habe ich schon reduziert:
- Konturen 45 mm/s
- Außenkonturen 20 mm/s
- Füllung 80 mm/s
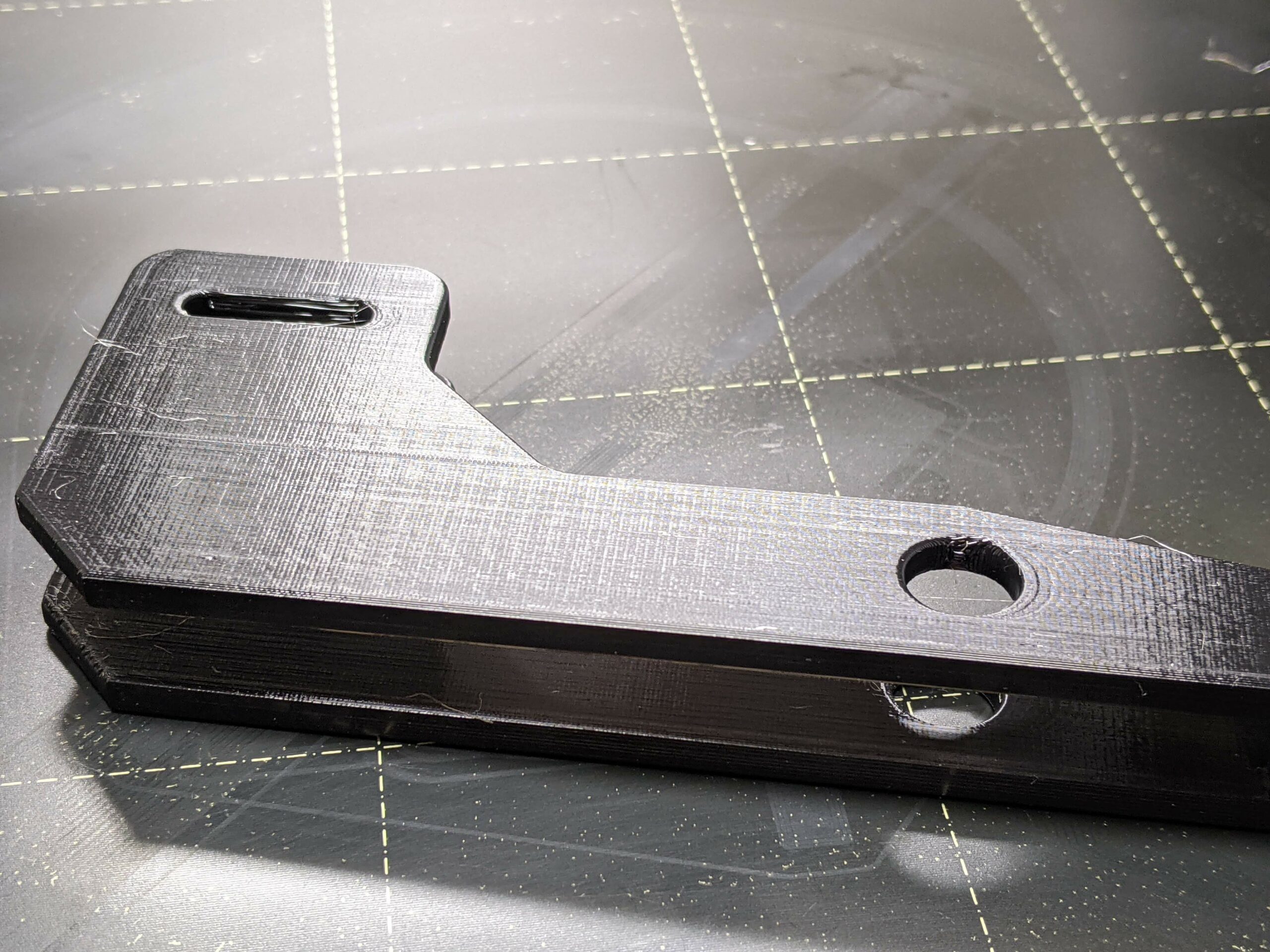
Hier noch ein Foto des Werkzeugs zu Einstellung der Riemenspannung.

Das Teil wurde parallel zur X-Achse gedruckt. Aufällig sind hier wieder die regelmäßgigen verikalen Linien. Können diese Linien etwas mit dem Stepper zu tun haben, da diese ja so regelmäßig sind und immer an der gleichen Stelle. Daher sehe ich hier eine mögliche Abhängigkeit mit dem Stepper.
RE:
Einen allgemeinen Einstellfahrplan findest Du hier: https://www.3d-druck-community.de/showthread.php?tid=25055
Die wellenartige Oberfläche im Bereich der Bohrungen, also bei kurzen Strecken und Richtungswechseln weisen, sofern die Mechanik passt, auf ungünstig eingestellte Jerk (zu hoch) und Beschleunigungswerte hin. Diese Werte sind bei jedem Drucker verschieden und müssen experimentell ermittelt werden.
Schau mal hier rein: https://makershop.co/3d-print-ghosting/
Und hier etwas zum Thema Jerk und Beschleunigung: https://www.rf1000.de/viewtopic.php?t=2026
Ich habe an meinem neu aufgebauten Drucker auch eine Weile mit o.g Werten experimentieren müssen, bis die Oberfläche für mich ok war.
Versuch mal da etwas herauszuholen.
Gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Artefakte auf Außenhaut
Ich habe mir mal den Einstellfahrplan durchgelesen. Ist es wirklich sinnvoll mit der Extrusionsbreite runterzugehen? Ich habe bisher mit den Standardeinstellungen aus dem PruseSlicer/SuperSlicer gedruckt. Hier ist standardmäßig eine Extrusionsbreite von 0,45 mm eingestellt. Laut dem Einstellfahrplan müsste aber eine Extrusionsbreite von 0,30-0,35 mm herauskommen und ein Fluss von 0,9 oder kleiner.
Trifft dies auch auf den Prusa i3 MK3 mit 0,4er Düse zu? Ich habe außerdem den Standardfluss von 0,95 aus dem Start G-Code gelöscht.
M221 S{if layer_height<0.075}100{else}95{endif}
Was habt ihr für Parameter ermittelt?
Viele Grüße
Markus
RE: Artefakte auf Außenhaut
Zur Layerbreite findest Du hier einige Erklärungen. Beim MK3 habe ich die originalen Werte belassen, den Extruder kalibriert und ebenfalls den gcode M221 aus dem Slicer entfernt. Da musst Du halt ein wenig experimentieren. Druck mal den 20x20x20 Würfel im Vasenmodus und schau Dir die Oberfläche und Wandstärke an.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.