"Vorne hui, hinten pfui"
Hallo liebes Prusa-Forum,
ich habe soeben mit meinem Prusa i3 mk3s ein symmetrisches Teil gedruckt, allerdings war das Ergebnis alles andere als symmetrisch...Der untere Teil ist etwas uneben geworden, ist aber immerhin relativ gleichmäßig (siehe Nummer 2). Der obere Teil ist auf der Vorderseite richtig gut geworden, auch der Ausschnitt ist einwandfrei, doch auf der Rückseite hat der Drucker irgendwie geschludert (Siehe Nummer 1). 🙁
Kann mir jemand sagen, woran das liegt und was ich ändern muss, damit das ganze Teil so eine tolle Qualität hat wie vorn oben?
Danke im Voraus für die Hilfe,
Viktoria

RE: "Vorne hui, hinten pfui"
"Vorne hui, hinten pfui" klingt so nach Problemen mit der Filamentkühlung.
Der MK3S hat da meiner Meinung nach einen nicht sehr gut Optimierten Filamentkühler, der mehr Frontal kühlt als seitlich oder von hinten.
Die Bilder sind leider zu klein um genauere Details erkennen zu können.
Sonst dreh das teil doch einfach mal um 90° und schau ob es dann wieder vorne gut aussieht und hinten eher öde.
Die Probleme müssten dann wieder auf der Rückseite des Werkstückes, also gegenüber des Filamentkühlers erscheinen, sofern es an der Kühlung liegt.
Gruß
RE: "Vorne hui, hinten pfui"
Hallo Viktoria,
willkommen im deutschen Teil des Prusa Forums 🙂
Da sprichst du ein Thema an, das nicht einfach und schnell zu beantworten ist. Es gibt nicht "die eine Antwort" für dein dargestelltes Problem.
Es liegt zum Einen an den individuellen Einstellungen im Slicer, den mechanischen, speziellen Eigenschaften genau deines Druckers und auch an bestehenden Eigenschaften des von dir verwendeten Slicers. Nicht ganz ohne Grund verwenden viele I3 Besitzer andere Slicer wie z. B. Cura oder Simplify-3D (The Experts Agree: Software Matters).
Ich weis jetzt nichts über deine 3D-Druck-Erfahrung und was du schon alles so ausprobiert hast, daher von mir hier mal zwei Links zu dem Thema:
Sorry, die Links sind evtl. nicht die leichte Kost, aber du sprichst auch kein einfaches Thema an. Die Lernkurve ist jedoch recht steil wenn man bereit ist ausreichend Zeit zu investieren. Es bedarf einiger Erfahrung und viel lesen diese Hürden zu meistern.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: "Vorne hui, hinten pfui"
Danke @holger-s3 für die Links. Mit Cura kenne ich mich tatsächlich sogar besser aus, als mit dem Slic3r PE. Allerdings bisher nur unter der Verwendung eines Ultimakers. Ich habe mir vorhin die aktuelle Cura-Version (4.0) runtergeladen und den MK3-Drucker hinzugefügt (für den mk3s gibt es leider noch keine gesonderten Einstellungen). Hier das Ergebis (links) und im Vergleich dazu noch mal der Druck von gestern (rechts):

Jetzt ist das Druckbild quasi gleichmäßig ungleichmäßig. Also scheint ja schon mal mit dem Lüfter alles in Ordnung zu sein. Aber wie bekomme ich jetzt die Riefen weg? 🙂
Beste Grüße,
Viktoria
RE: "Vorne hui, hinten pfui"
Hey Victoria,
der Unterschied ist ja schon deutlich sichtbar. Die Geometrie hast du inzwischen auch geändert, wie es aussieht. Diese "Riefen" wie du es nennst sind häufig eine Einstellungssache auch bezogen auf die Wandstärke. Für weitere Tips bräuchte man die .stl Datei, um die passenden Einstellungen zu finden. Ich würde es mir aber mit S3D anschauen.
Grüße, Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: "Vorne hui, hinten pfui"
Hallo @holger-s3 und Hallo auch an das Forum,
da ich keine Ahnung habe, wie man hier STL-Dateien hochläd, hab ich das ganze mal bei WeTransfer hochgeldan. Hier also nun der Link zur Datei: 190513_3d-drucktest
Es stimmt, ich hab ein bisschen mit der Materialstärke gespielt und auch mit den Druckeinstellungen, aber zwischen MK3_0.15_Optimal und MK3_0.1_Detail bei Cura hat sich kein Unterschied im Druckbild gezeigt.
Dieses eine kleine perfekt gewordene obere Stückchen meines ersten Druckeversuches gibt mir Hoffnung, dass es irgendwie funktionieren muss. 😉 Ich hoffe, die Lösung versteckt sich nicht mehr all zu lang.
Danke auf jeden Fall für Deine / Eure Hilfe 🙂
Beste Grüße, Viktoria
RE: "Vorne hui, hinten pfui"
Hallo Viktoria,
ich habe mir deine .stl näher angesehen. Mir ist aufgefallen, dass dein rundes Bauteil umlaufend nur 1 Perimeter (je innen und aussen) hat, typisch sind 2 oder mehr Perimeter. Mit nur 1 Perimeter ist es schwierig eine gleichmäßige Oberfläche in der Vertikalen zu drucken. Bei einer 0.4mm Düse beträgt die Extrusionsbreite ca. 0.45mm. Die Wandstärke deines Bauteils liegt also bei ca. 1mm. Falls die Möglichkeit besteht, wäre eine dickere Wand von ca. 1.8mm für 2 Perimeter, je innen und aussen von Vorteil. Andernfalls könntest du die Extruderdüse von 0.4mm gegen eine mit 0.2mm oder o.25mm austauschen, damit mind. 2 Perimeter möglich werden.
Weiterhin ist die Position der Naht von Bedeutung. Ich setze diese meistens auf "aligned" also möglichst alle an die gleiche Position innerhalb der Schichten, das ist aber abhängig vom Bauteil. Bei Cura und S3D lässt sich diese Position durch Angabe einer x, y Koordinate beliebig einstellen, auch ins Innere des Bauteils ausrichten. Dazu ein paar Screenshots von Slic3r, Cura und S3D mit sichtbaren Bewegungen und Einzügen. Abschließend habe ich dein Bauteil in dieser Einstellung mit PETG gedruckt, mit 1 Perimeter geht es aber kaum besser und es ist sehr abhängig von der mech. Genauigkeit des individuellen Druckers.
Ich hoffe, es hilft dir etwas bei den Einstellungen zu dem Bauteil.
Beste Grüße, Holger








2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: "Vorne hui, hinten pfui"
Mit dem Einstellen von Bildern muss ich noch etwas üben, hier noch ein Versuch, diese größer und mit einem Link zu gestalten:







Sieht besser aus^^ Ich hoffe, einen Link haben sie auch.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: "Vorne hui, hinten pfui"
Hallo @holger-s3,
Du bist ja echt klasse 🙂 Danke, dass Du Dir so viel Zeit nimmst und das sogar ausprobiert hast.
Ich habe gestern auch noch mal einen Versuch gewagt. Dieses mal wieder mit dem Slic3r PE mit den Standard-Eistellungen von 0,15mm Speed. Der Unterschied: ich habe das Objekt nicht in die Mitte gesetzt, sondern in die vordere linke Ecke und was soll ich sagen...es hat tatsächlich funktioniert. Wenn ich jetzt noch die Nahtpossition auf Aligned stelle...Zum Vergleich daneben noch mal der erste Druck:

Deine Einstellungen werde ich mir jetzt gleich noch mal etwas genauer angucken. Vllt kann ich ja noch was anderes optimieren. Jetzt stellt sich mir nur die Frage, warum das am Rand gut wird und in der Mitte nicht so... Hast Du dafür vllt auch noch einen Tipp? 🙂
Beste Grüße,
Viktoria
RE: "Vorne hui, hinten pfui"
Mhh, das Problem hatte ich bisher zu meinem Glück noch nicht 😊
Ich würde da zunächst auf die Mechanik tippen, je nach Position könnten sich die Achsen schwer- oder leichtgängiger bewegen, dadurch den Motor und den Zahnriemen unterschiedlich belasten, was dann in Artefakten an der Oberfläche des Bauteils sichtbar wird. Z. B. der GT2 Zahnriemen mit seinem 2mm Zahnabstand. Hast du die Linearlager auf den Führungsstangen gelegentlich mal etwas gefettet? Prusa liefert die nur in geölter Ausführung, damit die nicht rosten. Der von dir festgestellte Umstand müsste dann ja mit jedem Slicer Programm ähnlich auftreten, je nach Position, auch abhängig von der Druckgeschwindigkeit. Das Bauteil ist ja recht klein und die Schichtzeit entsprechend kurz, da lohnt es sich für eine bessere Qualität mal die Geschwindigkeit zu reduzieren. Im S3D hatte ich die Schichtzeit bei deinem Bauteil auf min. 15 Sek. eingestellt, S3D passt dann die Geschwindigkeit dementsprechend automatisch für jede Schicht im G-Code an, soweit dabei eine einstellbare min. Geschwindigkeit (10mm/s) nicht unterschritten wird.
Grüße, Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: "Vorne hui, hinten pfui"
Hallo zusammen,
vielleicht ist die Frage hier an der falschen Stellen, aber ich wollte ein neues Thema öffen, bekomme es aber nicht hin )-:
Also:
Ich habe den Cura Slicer installiert und für den Prusa in Betrieb genommen, wobei die berechneten Zeiten am Ende überhaupt nicht stimmen. Das liegt wohl daran, dass der Cura Slicer die Geschwindigkeits- und Beschleunigungsdaten des Prusa Druckers nicht kennt. Man kann die Daten zwar über ein Plugin eingeben, aber woher bekomme ich diese Daten?
Gruß aus Aachen
Hermann
RE:
Der PrusaSlicer gibt die Zeitdaten per M73 aus - je nachdem, was Du im Slicer eingestellt hast (Geschw., Beschleunigung, Jerk). Die Zeiten entsprechen natürlich nie 100% der Realität, kommen bei den PS Ausgaben aber dennoch recht gut hin. Cura verwende ich nicht, aber S3D konnte ich so einrichten, dass die M73 Daten von der Drucker FW ausgewertet werden. Falls Du mit einem Druckerserver oder einer anderen GUI arbeitest, kannst Du die Werte in den Einstellungen oder per Plugin korrigieren. Die optimalen Werte sind bei jedem Drucker unterschiedlich und musst Du experimentell finden.
https://reprap.org/wiki/G-code#M73:_Set.2FGet_build_percentage
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: "Vorne hui, hinten pfui"
Hallo Karl,
danke für die schnelle Antwort.
Ich werde heute oder morgen der Sache einmal nachgehen und mein Glück versuchen.
Gruß
Hermann
RE: "Vorne hui, hinten pfui"
... wobei die berechneten Zeiten am Ende überhaupt nicht stimmen. Das liegt wohl daran, dass der Cura Slicer die Geschwindigkeits- und Beschleunigungsdaten des Prusa Druckers nicht kennt. Man kann die Daten zwar über ein Plugin eingeben, aber woher bekomme ich diese Daten?
....
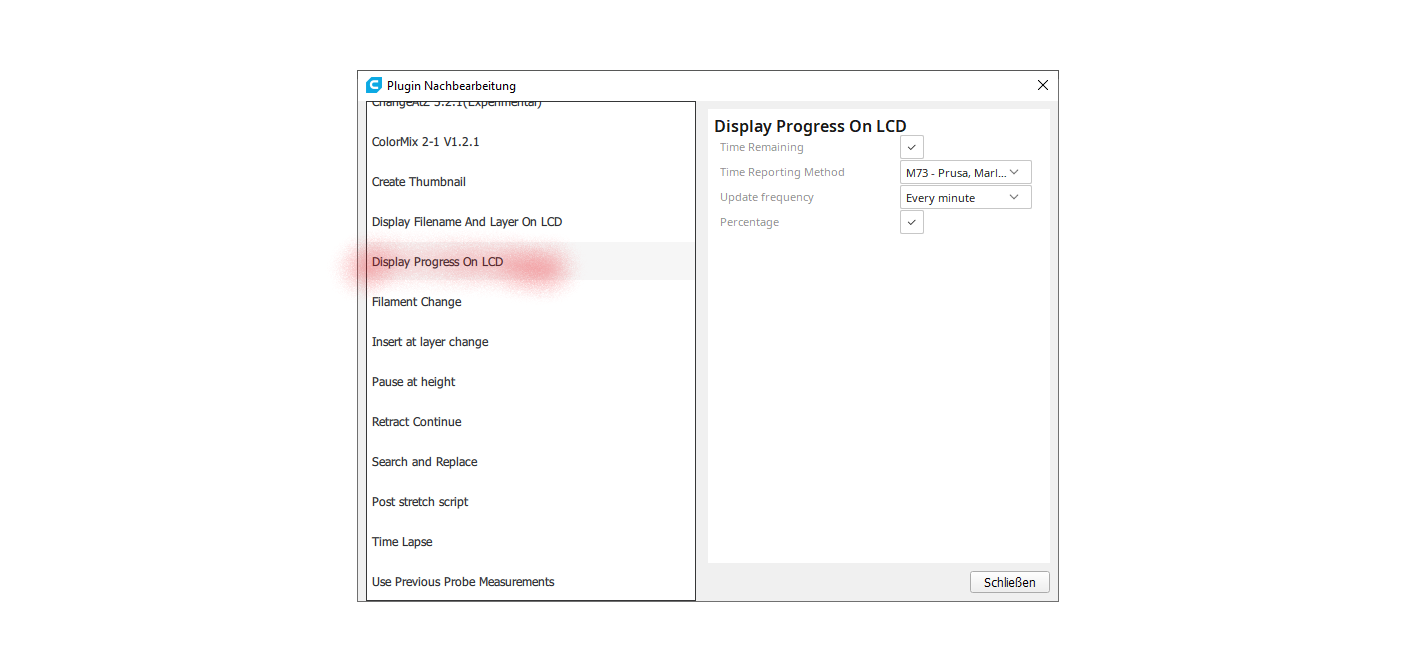
Hast du in Cura das Plugin "Display Progress on LCD" aktiviert, dann sollte das auch stimmen.