Unsaubere Überhänge (default settings)
Hallo,
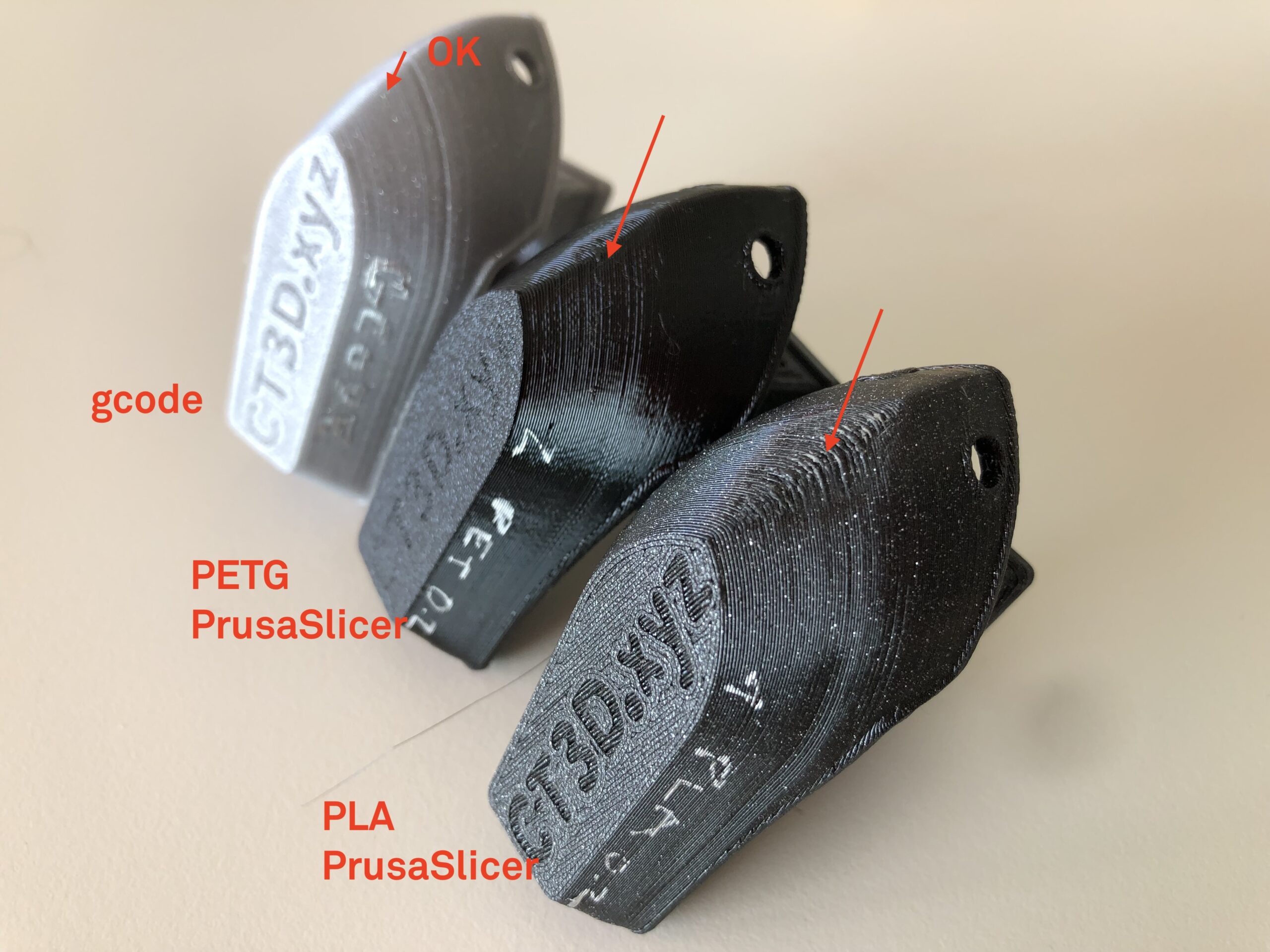
Ich habe plötzlich (?) Probleme mit der Qualität von Überhängen. Komischerweise bei allen MK3S Druckern und mit den default Settings von PrusaSlicer, sowohl PETG als auch PLA, 0.15 bis 0.30.
Das 3D-Benchy mit gcode wird perfekt gedruckt ( https://www.printables.com/model/3161-3d-benchy).
Hat jemand die gleichen Probleme und hoffentlich einen Lösungsansatz?
Gruss, cewo

RE: Unsaubere Überhänge (default settings)
Moin cewo,
versuch mal das Teil auf dem Druckbett zu drehen. Am besten so das der Überhang gut gekühlt wird.
Das wird übrigens besonders "unschön" wenn der Überhang hinten ist.
Dort wirkt die Kühlung nicht so gut wie vorne.
Und jetzt noch zum Benchy. Da hat Prusa alles gegeben was den gcode betrifft.
Laut eigener Aussage haben sie den so lange modifiziert bis die kleinen Problemzonen nicht mehr so auffallen.
Eigentlich sollte da auch der Übergang vom Deck zur Reling nicht mehr so gut sichtbar sein.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE:
Hallo Kai
Danke für den Tip.
Schon klar, dass der gcode des Benchy von Prusa getunt ist.
Ich habe aber bereits Überhänge in besserer Qualität gedruckt, unabhängig von der Ausrichtung zur Kühlung. Auch das Benchy ab STL.
Deshalb die Annahme, dass eine Änderung in PrusaSlicer vorliegt.
Aufgefallen ist mir das Ganze beim Drucken dieses Kamera-Arms:
https://www.printables.com/model/3407-articulating-raspberry-pi-camera-mount-for-prusa-m
Normalerweise vermeide ich konvexe Rundungen. Wenn ich aber mein Resultat mit den Bildern vergleiche, sieht es danach aus, dass meine Einstellungen verbessert werden können.
Gruss, cewo
RE: Unsaubere Überhänge (default settings)
Da stimme ich Dir zu, auf den Bilder sieht das beim Ersteller extrem gut aus.
Allerdings sieht es an der ein oder anderen Stelle auch aus als wäre der Druck etwas nachbearbeitet worden.
Nichts desto trotz schaut das bei Deinen Überhängen tatsächlich "schlimmer" aus.
Welches Filament benutzt Du dafür? Vielleicht kann ich das nachstellen.
Weißt Du zufällig was der Ersteller vorschlägt für die Auflösung? Ich habe dazu nichts gefunden beim Ersteller.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Unsaubere Überhänge (default settings)
Ich finde das Modell ist nicht sehr 3DP tauglich, obwohl ich es als Ganzes prima finde. Die Rundungen und Ausrichtungen entsprechen eher einer Injektionsproduktion.
Die feineren Teile wären mit 0.2 oder weniger zu drucken.
Ich benutze Prusament PLA und bei Bedarf PETG.
Gruss, cewo
RE: Unsaubere Überhänge (default settings)
In der Tat:
Benchy nach vorn oder hinten orientiert ergibt nicht die selbe Qualität…
Ist mein Resultat normal? Ist es bei euch auch so?
RE: Unsaubere Überhänge (default settings)
Hi,
schlechte Überhänge können verschiedene Gründe haben und die genauen Parameter, die am besten funktionieren können sich selbst beim gleichen Hersteller und Material von Farbe zu Farbe unterscheiden.
Daher als Rundumschlag ein paar Gedankenanstöße, was du bei dir ausprobieren könntest, vielleicht ist was dabei:
- Feuchtes Filament -> Filament im Dörrautomaten / Ofen trocknen und am besten luftdicht mit Silicagel lagern
- Druckbett zu heiß -> Insbesondere wenn Probleme mit Überhängen bei größerer Entfernung zum Druckbett abnehmen
- Nozzle-Temperatur zu heiß / zu wenig Kühlung -> Curling an Überhängen
- Nozzle-Temperatur zu kalt -> Material fließt nicht richtig und wird nicht sauber abgelegt.
- Zu hoch eingestelltes Linear Advance -> Insbesondere wenn Probleme an Ecken in Überhängen auftreten, Material-Fluss reißt ab / bricht ein
- Grobe Schichthöhe -> Kleinere Schichthöhen haben den Vorteil, dass bei gleichem Überhang-Winkel ein größerer Teil des äußeren Perimeters auf dem vorherigen Layer aufliegt und dadurch gestützt wird.
Die ganze Spielerei mit der Temperatur und Überhängen lässt sich am besten über einen Temperature Tower (STL nehmen und selbst slicen) testen. Dabei lege ich die Z-Naht gerne explizit in die hintere rechte Ecke (Tower mit Zahlen nach vorne), um potentielle Probleme mit Überhängen regelrecht zu provozieren und schaue mir die verschiedenen Parameter an. (Kann man also nicht nur für Nozzle-Temperatur gebrauchen) Neben Stabiliät, Stringing, Oozing, sind dann Curling und eine möglichst saubere Z-Naht weitere Bewertungskriterien für den richtigen Match aus eingestellten Temperaturen, Kühlung, usw. Prusament PETG kann ich teils, insbesondere frisch nach dem Trocknen, mit 265 - 270 °C Nozzle-Temperatur (75 °C Bett) drucken.
BTW: Benchies verwende ich zur Einstellung/Kontrolle überhaupt nicht.
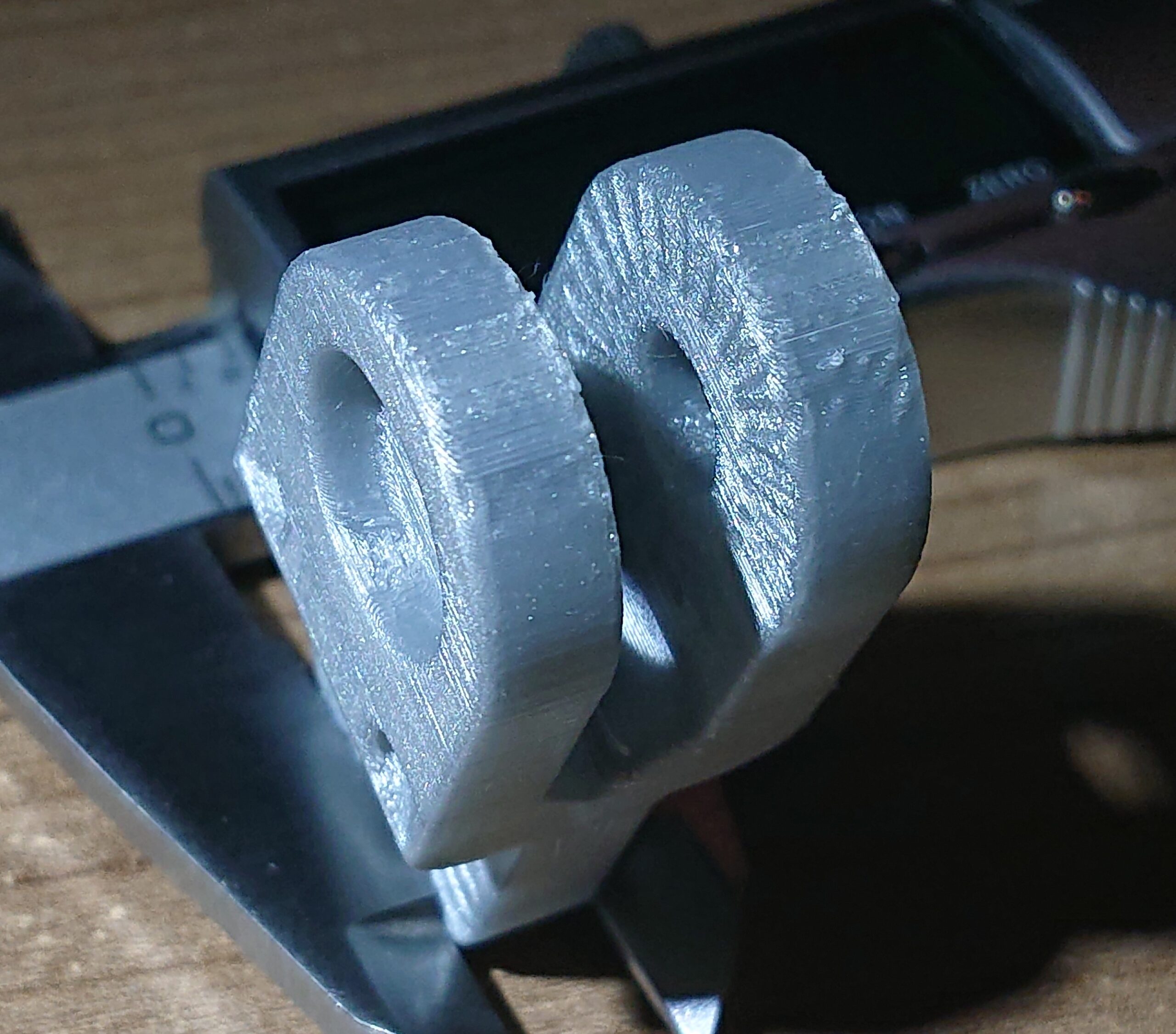
Zum Teil an sich: Deinem Foto nach gehe ich davon aus, dass du das pre-supportete Teil genommen und aufrecht stehend (Layer-Linien) gedruckt hast. Ich persönlich empfinde diese Ausrichtung als suboptimal und würde versuchen das Teil liegend zu drucken. Nicht wegen der Überhänge, aber wegen der Belastung des Teils, wo bei deiner aktuellen Ausrichtung der Bereich der Gabelung bezüglich Layerhaftung eine Schwachstelle darstellen dürfte.
Gruß d3dp
RE:
Hallo DeDreiDePe
Danke für die ausführliche Antwort. Visuell ist das ganze nicht einfach zu beurteilen. Das PLA lagere ich mit Silikat verschlossen; wäre es mit PETG passiert, würde ich als erstes das Filament trocknen.
Ich hatte ein Silikon-Sleeve auf dem Hotend. Nach dem Entfernen habe ich keinen Qualitäts-Unterschied festgestellt.
Den runden Überhang hätte ich auch anders ausgerichtet. Dachte mir aber, dass die eingebauten Supports genauer seien. Ich werde das Teil mal liegend drucken, um es mit deinen Bildern zu vergleichen.
Ich habe auch einen Tower gedruckt. Ehrlicherweise sehen alle Temperaturen gleich gut/schlecht aus...
Gruss, cewo
RE: Unsaubere Überhänge (default settings)
Hallo d3dp
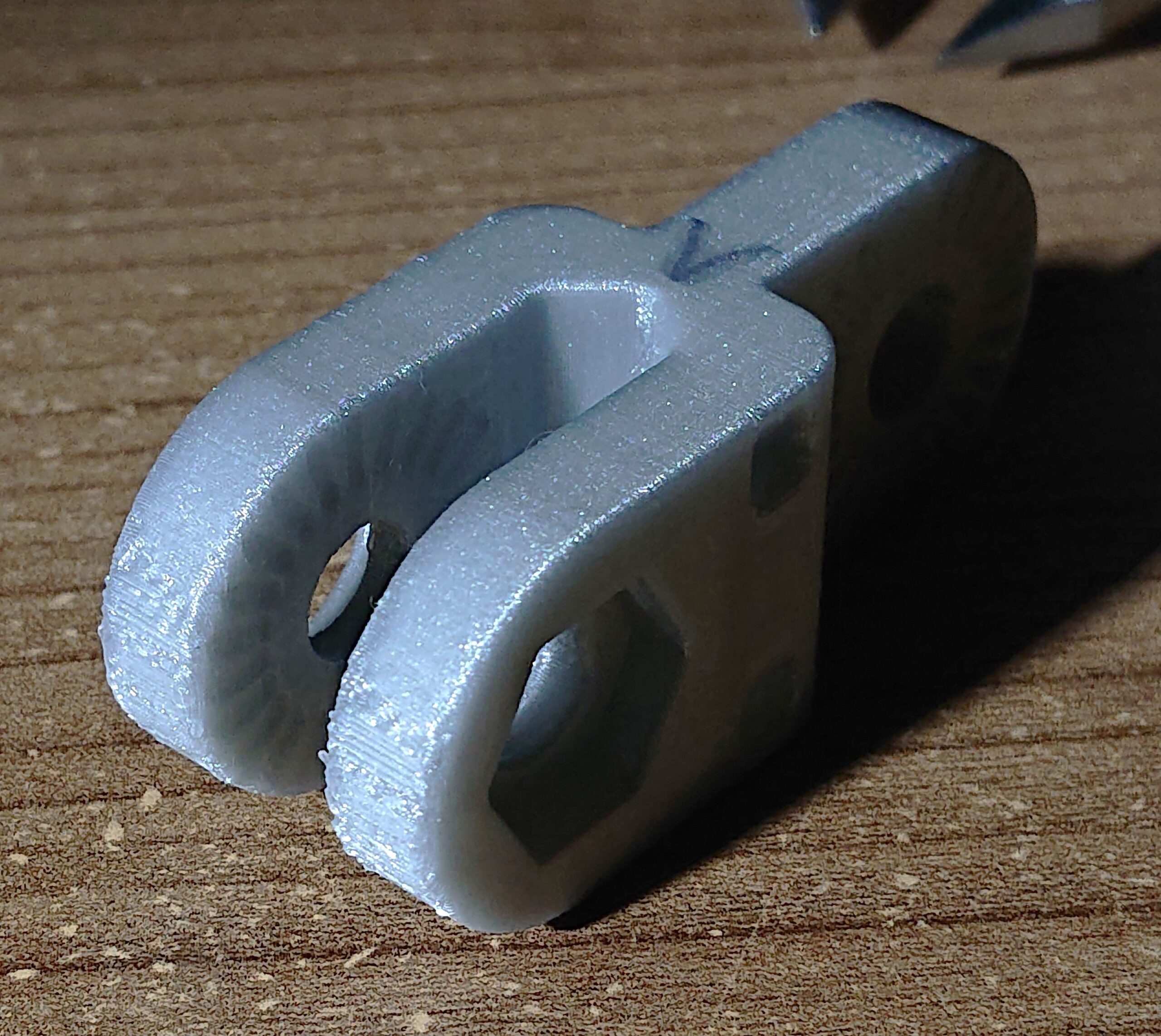
Anbei der frische Druck eines Kamera-Arm Gliedes.
Die Rundung sieht bei deinem Print besser aus...

RE: Unsaubere Überhänge (default settings)
Ich habe auch einen Tower gedruckt. Ehrlicherweise sehen alle Temperaturen gleich gut/schlecht aus...
Man kann das auf Fotos nicht richtig erkennen, aber ich meine dass die Spitzen (auf der 35° Seite) im Bereich 220 °C besser aussehen als bei 210 und abwärts. Da würde ich ruhig auch mal größere Temperaturbereiche ausprobieren. Wenn's Oozing gibt, weil das Material zu warm ist und beim Travel von alleine aus der Düse läuft, weißt du dass es zu warm wird.
Hier mal ein Tower von mir mit Prusament PLA Mystic Brown von unten (anders bekomm ich's mit dem Handy nicht scharf). Wie man hier sieht wird's bei 240 °C dann endlich etwas besser, wobei die abgewandte Seite schlechter ist. PLA braucht halt viel Kühlung, PETG (wie z.B. in den 2 Fotos davor) finde ich diesbezüglich unproblematischer.

Einfach mal mit den verschiedenen Parametern spielen, im schlimmsten Fall weiß man danach, was nichts gebracht hat...
Anbei der frische Druck eines Kamera-Arm Gliedes.
Das sieht doch schon deutlich besser aus. Wenn das dem Tower nach PLA ist und dann die Nähe zum Druckbett und die gröbere Schichthöhe (bei dir 0,2?) dazu kommen, denke ich, ist da auch nicht mehr sehr viel zu holen. Man kann es auf meinen vorangegangenen Fotos ebenfalls nicht richtig erkennen, aber die Unterseite ist auch bei meinem Druck nicht komplett rund und glatt. (P.S. Extrudr PETG Silver, 255 °C, 75 °C Bett, 60% Lüfter, 0,1 mm Schichthöhe)
RE: Unsaubere Überhänge (default settings)
Ha11o d3dp
Auf meinem PLA Tower sehen alle Temperaturen gleich gut aus... Vielleicht liegt es an den hohen Sommertemperaturen 30°C. In der Enclosure wird's fast 40°...
RE: Unsaubere Überhänge (default settings)
Schau mal in den anderen Thread, da habe ich Dir was dazu reingeschrieben.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent