Stringing und jetzt andere "Unregelmässigkeiten"?
Hallo Kollegen,
ich habe die letzte Woche ein gutes Kilo PLA Prusament magic braun verdruckt. Alles wunderbar gelaufen. Und doch zum Schluss habe ich mehr und mehr Fäden in den Druckstücken gehabt. Konnte ich aber problemlos entfernen.
Dann eine Rolle gelbes Prusament aufgezogen.
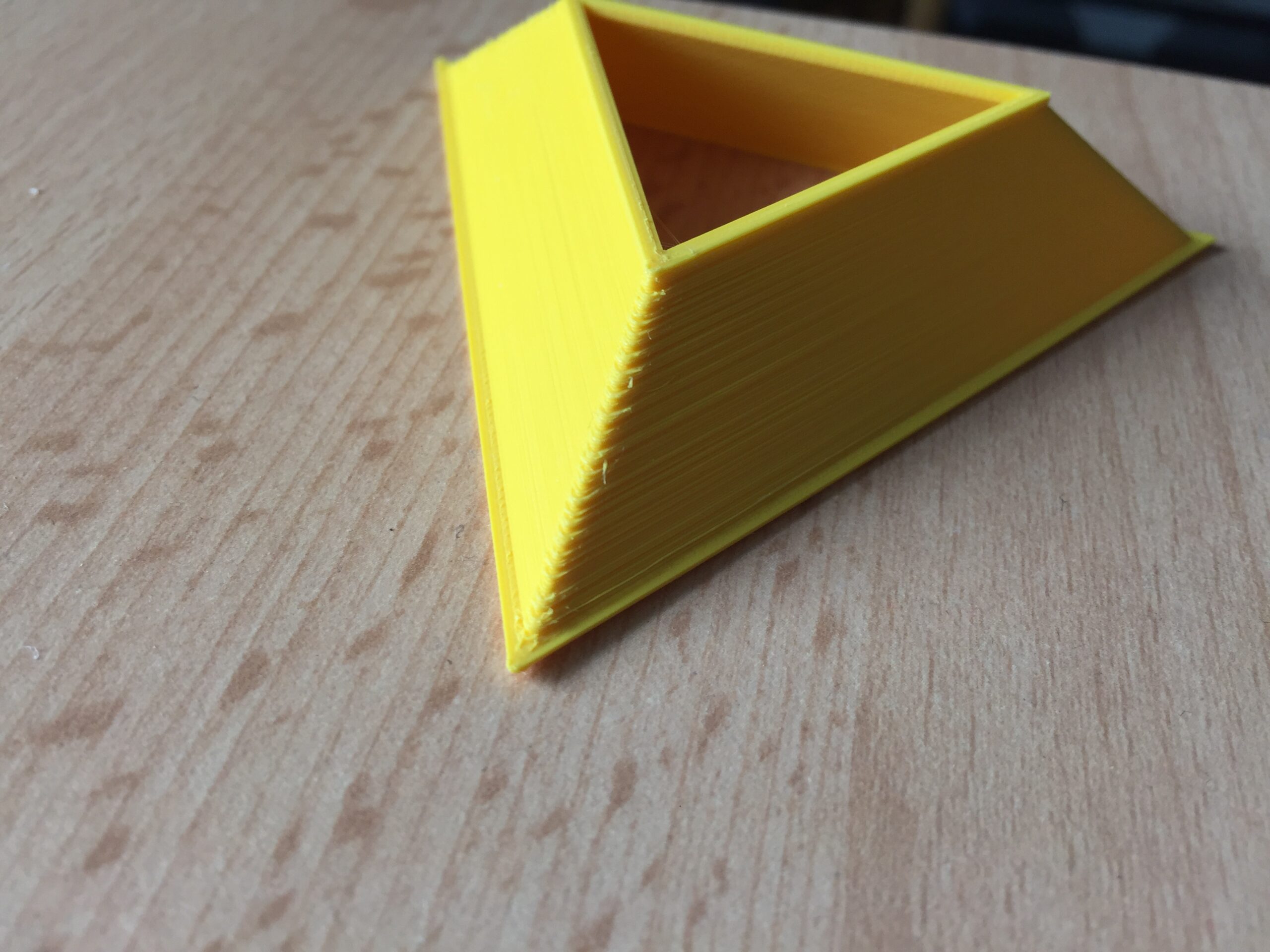
Seitdem druckt der Drucker sehr "unsauber". Es gibt überall Fäden und teilweise kleine "Knoten" in den Bahnen, als würde da zuviel Material kleben bleiben. Das zieht dann der Drucker in der nächsten Runde mit ...
Hier mal ein aktuelles Bild:
Die Düse habe ich mit Azeton gereinigt und mit der Akkupunkturnadel die Düse geprüft. Sieht alles sauber aus?
Was mache ich falsch?
Besten Dank und viele Grüße,
Kalle
RE: Druck immer noch fehlerhaft
Der Drucker druckt immer ungenauer, eine Seite (die rechte) ist ok, immer wenn er schnell fahren muss, kommt es zu Fäden und unsauberem Vorlauf des Filaments:

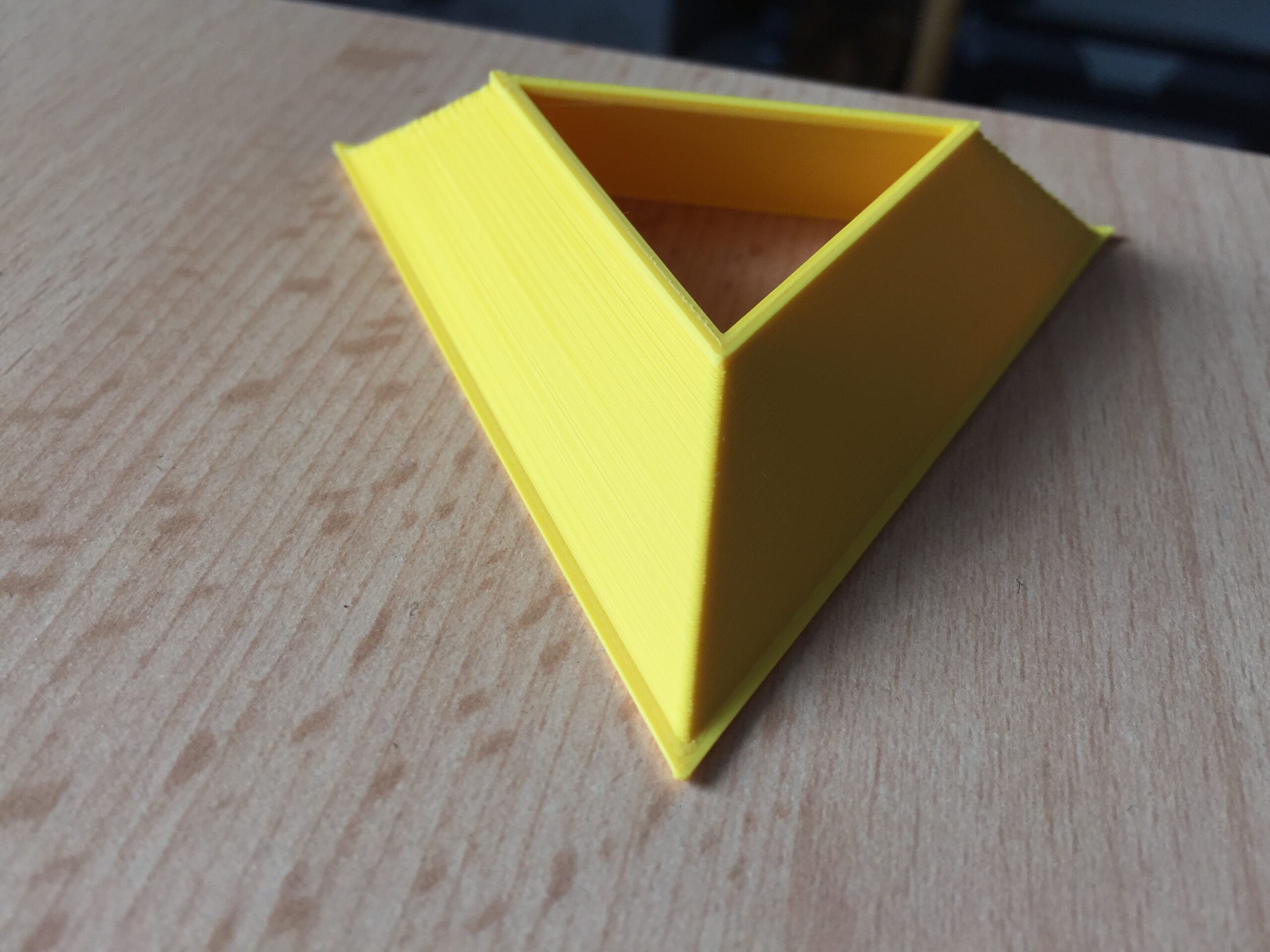
Die Düse habe ich gereinigt. Daran liegt es glaube ich nicht.
Was mache ich falsch?
Besten Dank und viele Grüße,
Kalle
Stringing und jetzt andere "Unregelmässigkeiten"?
Wie war den die Ausrichtung auf dem Druckbett? War das erste Bild auch die Vorderkante (Also Links/Rechts)? Es geht mir jetzt nicht darum, ob es vorne oder hinten lag, sondern wie dieses Ausgerichtet war. Für mich sieht das nämlich so aus, also ob du da in einer Verfahrensrichtung massiv Höhendifferenzen drin hättest. Das führt dann zu Massiver Überextrusion, damit dort, wo der Abstand so groß ist, noch Verbindung hin zu bekommen ist. Wie das gemeint ist: Wenn ich eine Layerhöhe von 0,2 mm als bsp. wähle, wird entsprechend die Menge berechnet. Soweit ist das auch noch ok. Wenn nun aber am einen Ende der Abstand 0,25 mm ist, dann kommt es zur Underextrusion - die Materialmenge reicht nicht mehr, um die Differenz zu überbrücken. Also muß ich mit dem Flow hoch, um das zu kompensieren. Sieht immernoch be... scheiden aus, aber wie Sieht es bei dem mehr an Flow dort aus, wo es die 0,2 mm hat? Übelst gequetscht. Dort paßt ja niemand den Flow an. Und beim Richtungs ändern wird ein Klecks (blopp) stehen bleiben. Da bekommt man keine "Scharfen" Ecken hin. Den MK3 kenne ich jetzt nicht, beim MK3S sollte eigentlich schon die Vermessung beim Druckstart anschlagen. Wenn da das Magnetbett nicht sauber hinten aufliegt, sondern auf einem Zapfen, oder unter dem Druckbett ein "Plastikkrümmel" liegt, steigt die schon aus, weil die Abweichung unplausibel hoch ist... Mit dem Zuviel an Material hast du auch zwangsläufig Stringing-Probleme... Ich würde mal eher in der Richtung schauen, ob da sowas dir in die Quere kommt. Düse glaube ich jetzt weniger.
Gruß, Digibike
RE: Stringing und jetzt andere "Unregelmässigkeiten"?
Verwendest Du die originalen Prusa Profile aus dem Prusaslicer?
Zur Hotendreinigung: Versuch es mal mit ein oder mehreren "coldpulls". Mit Aceton lässt sich die Düse selbst nicht reinigen, da PLA in Aceton nicht löslich ist.
Den Lüfter würde ich auch mal etwas hochdrehen und gegebenenfalls die Düsentemperatur anpassen. Ganz hilfreich ist immer der Druck eines Temptowers: PLA/PETG Temptower
Und wie immer, ist natürlich das Bedleveling, Z-Adjust und ein sauberstes Druckbett Voraussetzung für gute Ergebnisse.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Levelingfragen
Hallo Digibike und Karl,
danke für die Antworten. Ja, ich verwende nur den Prusaslicer und die Profile für PLA Prusament. Der Drucker ist jetzt knapp 3 Monate alt und ich habe wohl so ca. 2 kg Filament verdruckt. Den Drucker bekam ich als Fertiggerät geliefert. Der FirstLayer Test klappt grundsätzlich sehr gut, da die Linie ja in einem Stück gezogen wird und der Drucker nicht neu ansetzen muss, sieht das auch ordentlich aus.
Ich habe gestern Abend noch ein paar kleinere Gitterroste für die Modellbahn gedruckt. Da kam es wieder zu "Material-Klecksen" und zu Fäden. Eine Seite des Druckstücks war wunderbar, die andere "defekt".
Ok, ich schaue nun nach dem "Z-Adjust", damit habe ich mich ehrlich gesagt noch nicht beschäftigt. Das Druckbett ist total sauber (ich säubere mit Isoprop). Auch die Rückseite habe ich mal verwendet und auch geschaut, dass da nicht irgendwo vielleicht "Dreck" unter der Platte ist. Vor kurzem habe ich einen "Groot Pencil Holder" gedruckt (Prusament Magic Brown), der wurde PERFEKT gedruckt. Danach ging es dann stetig bergab ... mehr Fäden und mehr Effekte, dass aus der Düse zuviel Material rauskommt, meist dann, wenn der Drucker wo anders hinfahren muss.
Wie geschrieben, diese First Layer Kalibrierung sieht gut aus.
Ich versuchte am Wochenende mal die Düse zu entfernen. Es gibt ja ein schönes Video wie man das macht. Habe mich dann aber nicht getraut, weil ich die Düse keinen Micrometer mit einem Schraubenschlüssel bewegen konnte, während ich mit der Zange das "Gehäuse" festhielt. Bin mir auch nicht sicher, ob hier der Fehler liegt? Wenn ich Euch richtig verstehe, dann eher nicht?
Ok, ich werde mal ein paar weitere Testmuster Drucken. Den TempTower Test habe ich vor Wochen mal mit grünem PLA durchgeführt. Der wurde PERFEKT gedruckt. Ich konnte nicht mal erkennen, welches die "ideale" Temperator dafür war? 🙂
Aber danke für den Rat, werde einen aktuellen TempTower drucken.
Besten Dank und viele Grüße,
Kalle
Levelingfragen
Ich vermute mal, du hast die Düse nicht hochgeheizt, oder? Es kann nämlich immer mal sein, dass etwas Filament in die ersten Gewindegänge gepresst wird - vor allem dann, wenn Sie nicht 100 % Plan anliegt. In dem Fall kann es sogar passieren, dass es zwischen Düse und Heizblock raus drückt. Der Druck ist relativ hoch und das Zeug schön "flüssig". Das sucht sich dann den einfachsten Weg - nach unten ist schon belegt, dann eben ab durch die Mitte... 😉 Ich weiß ja nicht, welches Video du da gesehen hast, aber du mußt min. die höchste Temperatur, die du zuletzt gedruckt hast, einstellen, um alles, was da dazwischen hängt, an unterschiedlichen Materialien, anzulösen - sonst hast da nämlich richtig schönen "Superkleber" dazwischen. Kunststoffe können schon einiges ab, bei Formschlüssiger Verbindung - und nichts anderes ist es, wenn Sie zwischen 2 Gewinden eingepresst sind... 😉
Man kann, seit den neuesten FW-Versionen, auch das Heizbett feinkalibrieren. Dazu wird auf 9 Feldern - erinnert mich ein wenig an ein Mühle-Brett (ist ein Brettspiel) - jeweils ein Kästchen gedruckt. Man kann dann entsprechend die einzelnen Kästchen begutachten und entsprechend die Höhe in dem Bereich korrigieren.
Bezüglich des Hotends. Vielleicht hilft dann auch mal, zu schauen, wie es innen aussieht. Vielleicht ist das Röhrchen verbrannt oder steht nicht mehr sauber Plan auf der Fläche unten an. Dann tritt seitlich etwas Filament aus und verklebt. Damit steigt die Reibung... Allerdings paßt dazu nicht, dass es eben einseitig immer nur ist. Eine Seite gequetscht und andere Seite klafft auseinander. Wenn es damit zu tun hätte, müßte es zumindest verteilt auf das Druckobjekt sein, da es ja überall Richtungswechsel und damit abbremsen/nachlaufen und Beschleunigen/Druck wieder erhöhen, statt findet. Bei dir ist es aber "schön" nach Seiten sortiert...
Gruß, Digibike
Hotendreinigung
Falls es sich doch um ein Problem bzgl. defektem PTFE im Hotend oder eine undichte Düse-Heatbreakverbindung handeln sollte, wäre es ratsam das Hotend auszubauen, den PTFE gegebenenfalls auszuwechseln und darauf zu achten, das der Bereich Düse-Heatbreak 100%ig stirnseitig abdichtet. Düsenspitze würde ich bei der Gelegenheit auch auf Sicht überprüfen und diese gegebenenfalls erneuern. Wie man beim MK3 das hotend ausbaut, ist hier relativ gut beschrieben:
Falls Du den PTFE Schlauch ersetzen musst, ist es wichtig diesen korrekt abzulängen und anzufasen:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Hotendreinigung
Hi,
kleine Ergänzung zu Karl-Herberts Beitrag: Ggf. kannst du Ihn auch einfach umdrehen und einbauen. Darauf achten, dass er angefast ist, aber weiter oben macht es, sofern der Innere Durchmesser noch gegeben ist, weniger aus - deshalb kann man das Röhrchen einmal i.dr. wenden. Eventuell mit dünnem Imbus die nun obere Seite ein paar mm rein fahren, um den Durchmesser innen wieder zu haben. Beim Zusammenbau, wie gesagt, penibel darauf achten, dass die Flächen wirklich sauber sind und plan aufliegen. Und keinesfalls überdrücken - Pfte "fließt" unter Druck weg. Bringt also nichts, einfach fester anziehen zu wollen. Den kann man nur Formschlüssig halten. Kraftschlüssig bringt 0, da er immer eine Ausweichmöglichkeit suchen wird. Aus dem Grund ist es auch so wichtig, die genaue Länge zu haben und Ihn wirklich gerade abzuschneiden. Schräg und hinziehen wollen wird zu 99,9% schief gehen...
Gruß, Digibike
RE: Düsenwechsel
"Ich versuchte am Wochenende mal die Düse zu entfernen. Es gibt ja ein schönes Video wie man das macht. Habe mich dann aber nicht getraut, weil ich die Düse keinen Micrometer mit einem Schraubenschlüssel bewegen konnte, während ich mit der Zange das "Gehäuse" festhielt. Bin mir auch nicht sicher, ob hier der Fehler liegt? Wenn ich Euch richtig verstehe, dann eher nicht?"
Beim Düsenwechsel ist es, wie bereits erwähnt, sehr vorteilhaft, wenn du diese vorher auf ca. 270-280 Grad C. erhitzt um diese in einem ersten Schritt zu lockern. Damit Du aber der Gefahr eines Kurzschlusses aus dem Weg gehen kannst, würde ich beim Ansetzen des 16'er Gabelschlüssel das Hotend bzw. den Drucker kurz stromlos machen. Keine Angst - in der kurzen Zeit schmilzt Dir der Extruder nicht weg. Vorsicht!! Die dünnen Drähte des Thermistors und der Heizpatrone sind sehr empfindlich!!
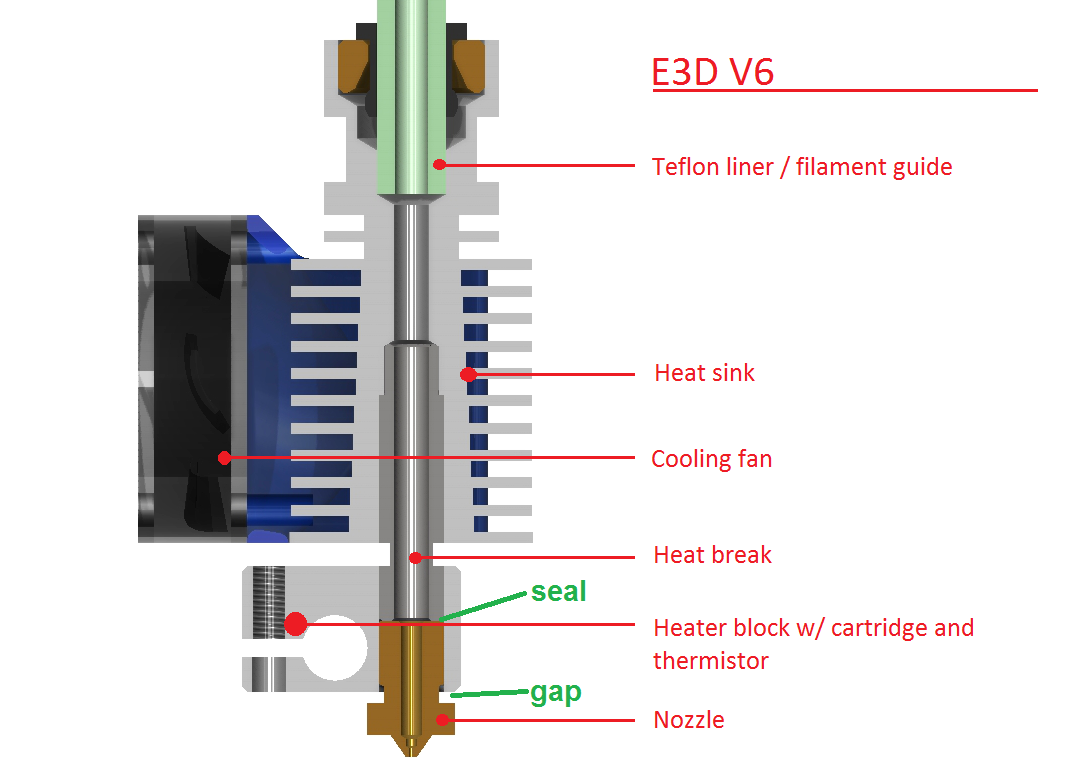
Wenn der Gabelschlüssel aus dem "Gefahrenbereich ist, schalte den Drucker wieder ein. Der Hotenlüfter kühlt dann schön weiter bis eine Temperatur von 50 Grad C. unterschritten wird. Dann kannst Du, falls erforderlich gemütlich das Hotend ausbauen, zerlegen und inspizieren.
Hier noch eine schematische Darstellung zum zusammengebauten E3D V6 Hotend:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Hotend PTFE
Ein wenig Eigenwerbung darf man ja machen - zum Anfasen der PTFE Schläuche findet sich hier ein gutes Tool 😊
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Erfolg ...
Hallo Kollegen,
ich habe mein Problem gelöst, aber ich verstehe nicht, wie?
Zuerst ein Drucktest mit Quadraten:

Man sieht auf jedem Quadrat den Ansatz, wo die Düse anfängt zu drucken, da ist so ein "Knubbel":

Die Quadrate wurden aber allesamt sauber gedruckt, d.h. die Bahnen sind schön verschweißt und stabil.
Dann versuchte ich TempTower zu drucken:

Wieder Fäden ...
Noch ein Versuch:

ein letzter Versuch, manuell die Fäden entfernt in den ersten Schichten:
So wird das nix. So kann man nicht drucken. Der Drucker räumt alles ab, wenn er über die Fäden oder Knubbel drüber fährt.
Ich habe dann folgendes gemacht:
Düse auf 285 Grad ... Filament rein und raus ... keine Verbesserung. Sichtbarer "Dreck" kam nicht raus.
Dann habe ich folgendes gemacht:
PLA Filament raus
PETG Filament rein. Anderes Bett auf die Platte drauf.
Ca. 30 cm Filament aus der Düse laufen lassen.
Dann wollte ich Quadrate drucken ... die hafteten aber nicht auf dem anderen Brett (das, was für PETG und ABS empfohlen ist, hatte ich bis dahin noch nie verwendet). Egal. Filament wieder raus.
Dann wieder das braune PLA (Prusament magic braun) eingehängt und folgendes Stück gedruckt (hat noch Stützen im Bild, ist eine Art "Bierkiste", wo man Batterien AAA reinmachen kann):

Der Drucker druckte EINWANDFREI! Keine Fäden, keine Knubbel. Die Stützen sind perfekt.
Frage:
Was war das jetzt? 😐
Besten Dank und viele Grüße,
Kalle
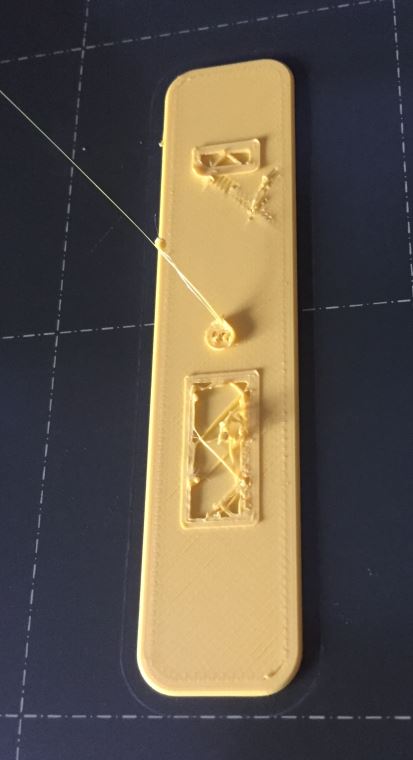
Noch ein Druck ...
Das hier habe ich gestern/heute gedruckt. Einwandfrei.

Das ist so ein Bleistiftständer, bzw. ich nehme das als Ständer für Pinsel.
Man sieht in den Röhren Fäden, aber längst nicht so schlimm wie vorher. Und hier musste der Drucker wirklich sehr viel fahren ...
Aktuell druckt er einen anderen Ständer ... auch problemlos.
Ich werde wohl nie erfahren, was das war? 😪
Viele Grüße,
Kalle