Probleme mit TPU Drucken (Flexfill TPU 98A)
Hallo,
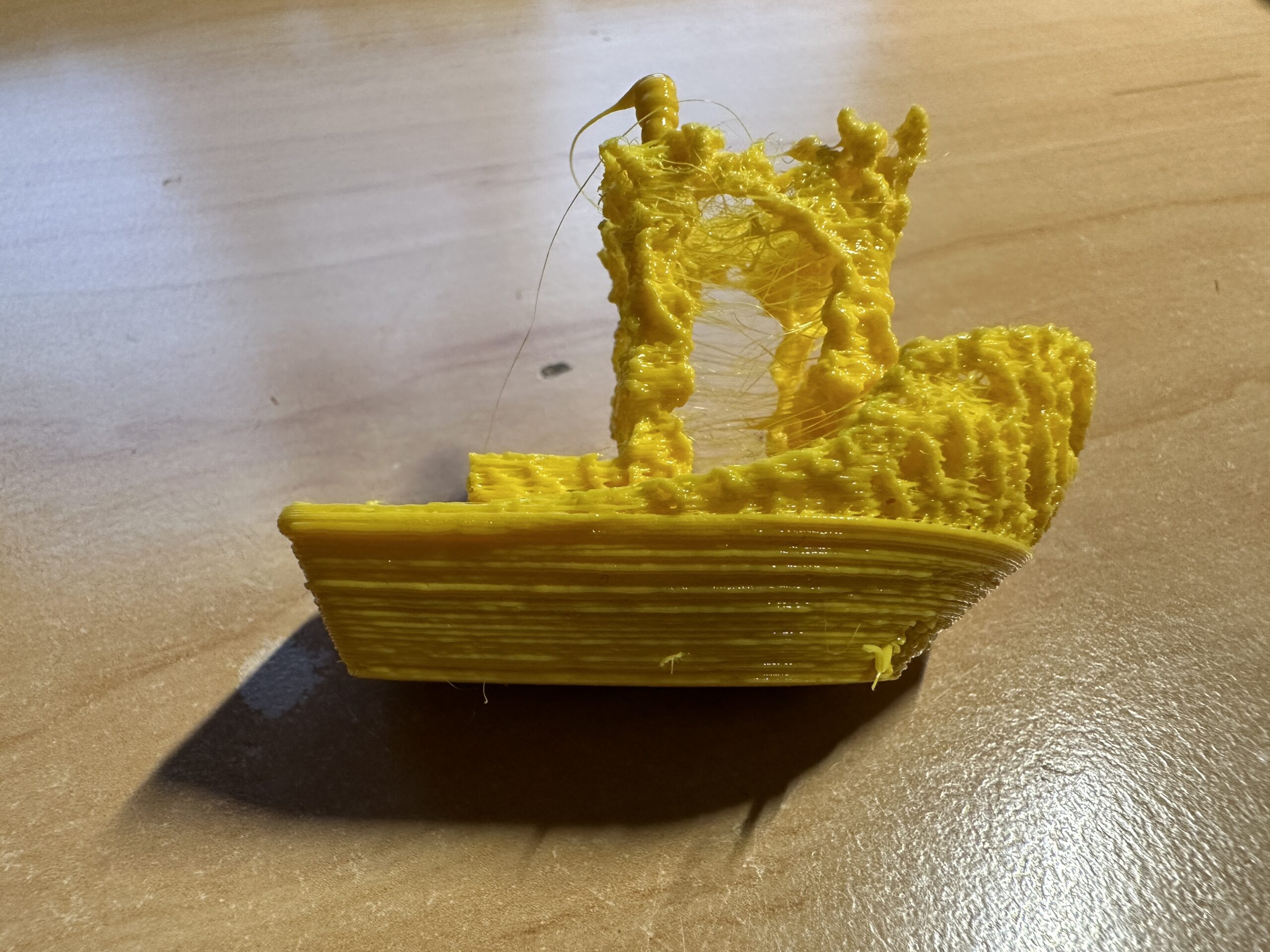
habe Probleme beim Drucken mit TPU. Ab einer bestimmten Druckhöhe scheint die Düse zu verstopfen und der Druck ist kaputt (siehe Foto). Die Höhe in der das Problem anfängt ist nicht immer gleich. Habe das Benchy mehrfach gedruckt und es kam immer so kaputt raus. Auch bei anderen Drucken ist nach so 8 - 12 mm Höhe der Druck kaputt.
Kann das am Filament liegen, das ist schon älter. Verschiedene Einstellungen für Temperatur und auch "Extrusion Multipler auf 1.3" hat es nicht gelöst.
Woran könnte das liegen?
RE: Probleme mit TPU Drucken (Flexfill TPU 98A)
Das liegt vermutlich am Retrakt.
TPU verklumpt gerne wenn es ständig zurück gezogen wird.
Versuche mal den Retrakt so gering wie möglich einzustellen.
TPU = niedrige Druckgeschwindigkeit / wenig bis gar kein Retrakt.
RE: Probleme mit TPU Drucken (Flexfill TPU 98A)
TPU am besten komplett ohne Retract. Alle Werte auf den gleichen Wert stellen (Geschwindigkeiten für Infill, Perimeter usw...). Je Homogener, desto stabiler der Druck. Generell ist langsamer und dafür keine Variationen in der Geschwindkeit deutlich besser für den Flow. TPU reagiert aber allergisch auf Druckschwankungen und Rückstau. Das Tempo darf auch nicht zu hoch sein - je weicher, desto langsamer - wie gesagt, es reagiert "allergisch" auf Druckschwankungen und Rückstau... Es mag auch überhaupt nicht, was man eh vermeiden sollte, zu lange, zu heiß, in der Düse, gekocht zu werden... Mehr wie 25 mm/s wirst du aber auch nicht schaffen. Wenn du es schneller versuchst, ist das Ergebnis schon "absehbar"... Werte von 20 bis max. 25 mm/s sind da eigentlich so als Daumenregel.
Gruß, Digibike
RE: Probleme mit TPU Drucken (Flexfill TPU 98A)
Wenn man im PS ein TPU-Profil verwendet, sind doch auch Retracts aus? Die Druckgeschwindigkeit wird auf alle Fälle gebremst.
Ich würde erst mal das TPU in den Trockner werfen.
RE: Probleme mit TPU Drucken (Flexfill TPU 98A)
Die genannten Einstellungen für Geschwindigkeit und Retract waren eigentlich in dem verwenden TPU Profil schon gesetzt. Habe trotzdem damit experimentiert, hat aber nichts gebracht.
Dann habe ich eine neue Spule TPU von einem anderen Hersteller auch mit Härte 98A verwendet und mit gleichem Profile problemlos gedruckt! Das Material sieht auch dort besser aus und ist sehr gleichmäßig auf der Spule.
Ich werde jetzt die originale Spule mal länger trocknen und nochmal damit versucht. Es liegt definitiv an dem Material, entweder zu alt (das ist 1 -2 Jahre alt) oder zu feucht oder einfach schlechte und schwankende Qualität.