Probleme mit PETG
Guten Tag alle Zusammen,
ich habe ein paar Probleme mit PETG und hoffe ihr könnt mir vielleicht weiter helfen. Zunächst bekomme ich das Problem mit dem Stringent nicht in den Griff ich habe schon alles versucht beginnend bei der Kalibrierung des Druckers bis hin zu den Einstellungen. Ich benutze Filament von DasFilament. Ich habe es gestern extra neu ausgepackt sodass es auch nicht Feucht sein dürfte. Vielleicht habt ihr ein paar Einstellungstips die ich noch versuchen könnte.
Dann habe ich noch ein Problem mit der ersten Schicht bzw mit den ersten Schichten. Der Drucker druckt am Anfang die erste Schicht ganz normal dann die zweite Schicht wird leicht größer da handelt es sich wirklich nur um Mikro Millimeter allerdings kann man es dann nach der 4-5 Schicht schon sehen und dann druckt er gerade weiter (vielleicht einfach das Bild anschauen ;))
Ich hoffe ihr könnt mir weiterhelfen.



RE:
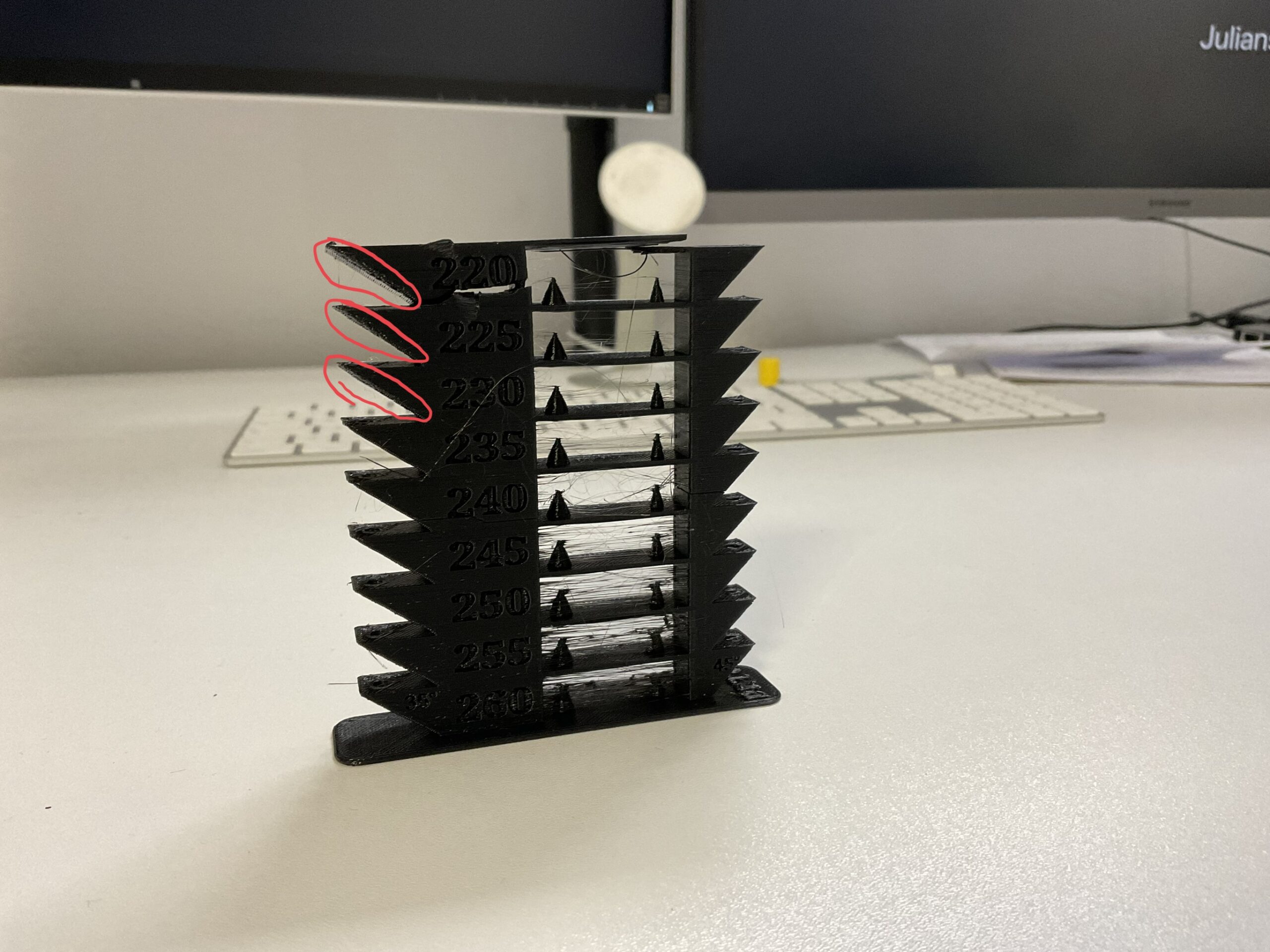
Ich möchte Dir nur den Hinweis geben, dass original verpackt und Feuchtigkeit nichts miteinander zu tun haben müssen.Zum Thema Stringing würde ich eventuell in betracht ziehen einen Temp-Tower zu drucken - damit kannst Du eventuell eine Temperatur finde, bei der das Fäden ziehen deutlich geringer ausfällt. PETG von DasFilament habe ich schon verarbeitet, es wäre mir dabei nicht aufgefallen, dass das besonders anfällig auf Stringing gewesen wäre.
Den Effekt mit den Schichten aus dem Slicer - da habe ich leider keine Lösung parat - wobei das ja in Deinem Fall die letzten Schichten des Druckes sind - oder? Eventuell kannst Du Dein Projekt speichern von dem Teil mit Deinen Settings als xxx.3mf und das dann als ZIP-File in Dein nächstes Post hängen, dann kann man vielleicht mehr sagen, als nur Spekulation.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Probleme mit PETG
Das Problem mit dem Stringing lässt sich durch Temperatur- und Lüfteroptimierungen reduzieren. Am Besten, wie Clemens meinte, einen Temptower drucken und experimentell die besten Werte für jedes Filament herausfinden -> Temptower
Das Thema Konturversatz bei z.B. Gehäusen (Boden-Wand) hatten wir schon mehrfach diskutiert. Das kann man am Besten eliminieren, indem man die Wandstärke auf ein vielfaches der Layerbreite einstellt, z.B. Layerbreite 0.45 bedeutet Wandstärke = 0.90 oder 1.35 usw...
Vorschub und Infill reduzieren kann auch helfen.
Mit S3D ist der Versatz weniger sichtbar, da dort die Slicealgorithemen (im Wandbereich) anders gelöst sind.
Hier eine kleine Doku:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme mit PETG
Danke zunächst für die schnellen Antworten ich habe nun die ZIP datei angehängt.
Ich habe bereits einen TempTower gedruckt allerdings werden bei 225 und 220 grad die überhänge unschöner weswegen ich mich für 230 Grad Drucktemperatur entschieden habe.
Meinst du dann nur die Layerbreite der ersten Schicht oder allgemein ? Da bei der veränderung der Layerbreite ja auch Qualität bzw. Genauigkeit verloren geht.
Ich benutze auch das MMU2s, kann ich trozdessen den S3D verwenden ?
RE: Probleme mit PETG
Ich habe oben nun die ZIP Datei angehängt.
RE: Probleme mit PETG
Kann es sein, dass mit Deiner Datei etwas schief gegangen ist - ich kann jedenfalls keine finden?
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Probleme mit PETG
schmal Siemens ktp400 Halterung wand
Hier ist nochmal die Zip Datei habe Sie nun über den Computer hochgeladen vielleicht geht es jetzt.
RE: Probleme mit PETG
Die gute Nachricht: Ich kann Deine angehängte ZIP-Datei herunter laden und entpacken
Die schlechte Nachricht: wenn ich das File in meinem Slicer öffnen will stürzt dieser ab.
Bleib dran - wir bekommen das hin 😉
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Probleme mit PETG
Siemens ktp400 Halterung wand schmal
So dieses mal habe ich eine STL Datei komprimiert und nochmal separat die selbe Datei als als elf Datei nochmal neu komprimiert: Siemens ktp400 Halterung wand
Vielleicht klappt es ja dieses mal haha.