Probleme erste Schicht
Hallo zusammen
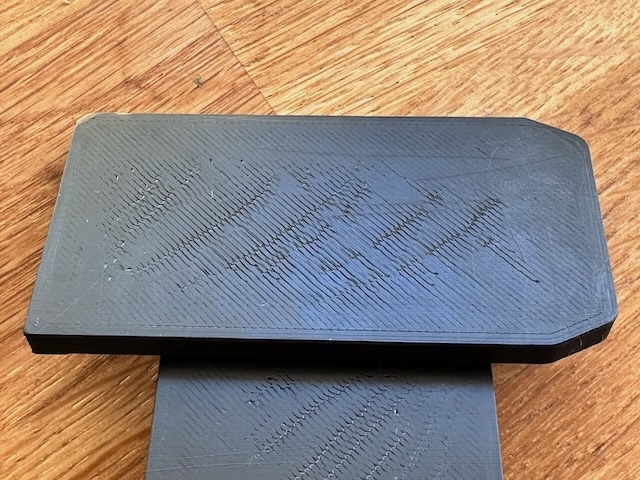
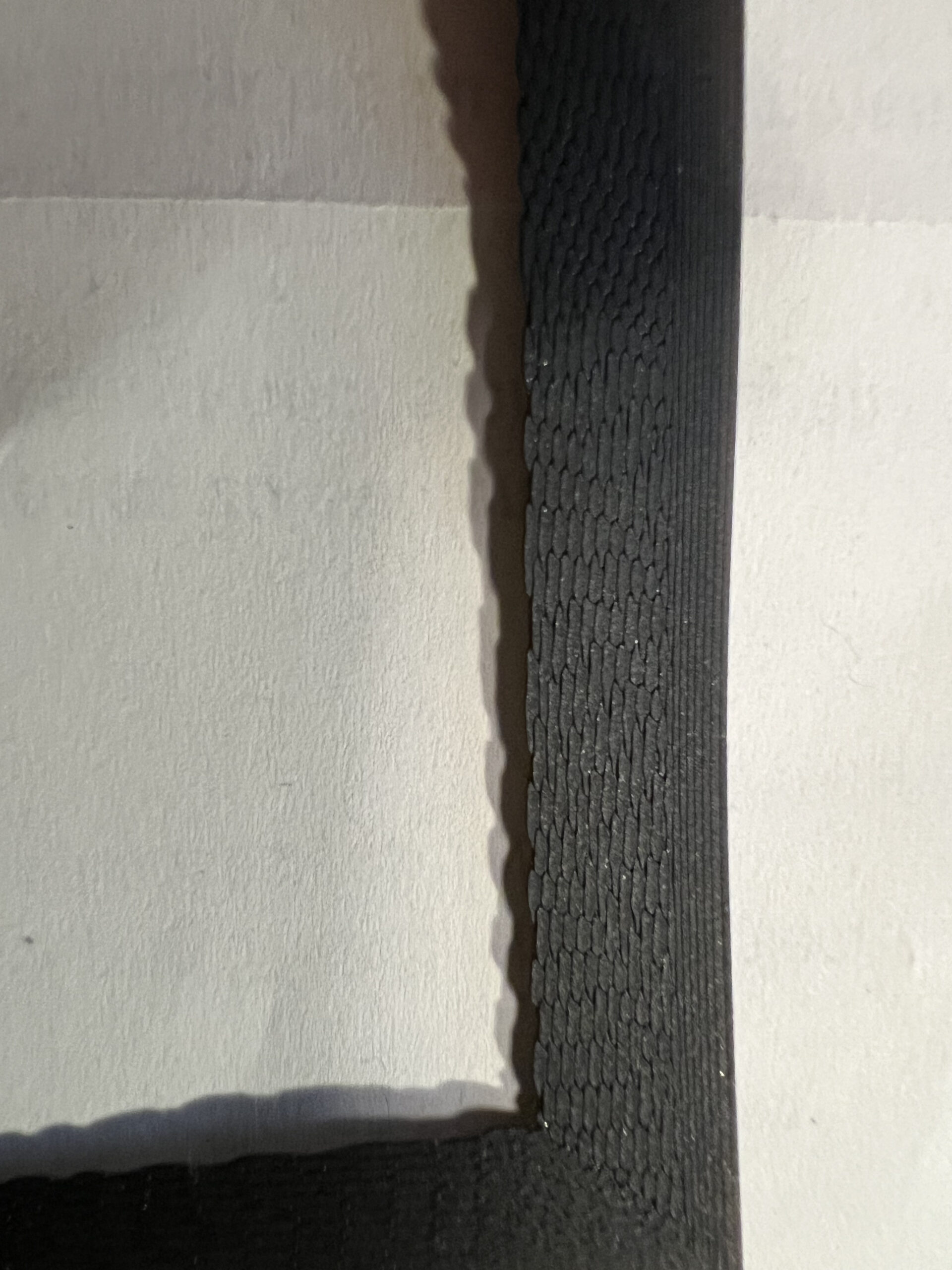
Bin schon länger am Drucken und hatte lange kaum Probleme mit der ersten Schicht resp. der Haftung. Dies hat in der letzten Zeit zugenommen, ohne dass bisher eine Ursache eingegrenzt werden konnte. Betr. PLA mit 0.4 mm Nozzle. Da ich gelegentlich CF drucke, verwende ich dauerhaft eine Hartmetall-Düse. Die glatte Platte ist erst wenige Monate alt (hat leider einige wenige Kratzer...). Die Platte wird regelmässig mit IPA gereinigt. Die 1.-Schicht-Kalibrierung wurde wiederholt gemacht und sieht gut aus. Ich verwende das Standart-PLA-Profil aus dem PS, neuste Version. Immer wieder lösen sich Drucke ab, insb. bei mehreren Bauteilen. Oft haften einzelne Ecken nicht vollständig. Irritierend ist insb., dass sich bei der ersten Schicht die einzelnen Bahnen sehr unterschiedlich verbinden, teilweise sind sie nicht getrennt sichtbar, dann gibt es deutliche Lücken, insb. zwischen Umfang und Innenfläche (siehe Bilder; einzelne Kratzer auf dem Druckbett möge man mir verzeihen...).
Ich bin ratlos, wo ich ansetzen muss, damit die eigentlich problemlosen Drucke mit PLA auf der glatte Platte zuverlässig haften und die Oberfläche der Unterseite anständig aussieht.
Ich bin für Hinweise sehr dankbar.
Viele Grüsse, Thomas

RE: Probleme erste Schicht
Im Zentrum des Druckteils scheinst Du zu dicht an der Druckplatte zu sein (Wellenbildung). Wie sieht die Düsenspitze aus (wirf mal mit der Lupe einen Blick auf die 0.4mm Bohrung)? Evtl. sind da im Lauf der CF Drucke Grate entstanden.
Wie sieht's mit dem Leveling und der Ebenheit der Druckplatte aus?
Druckplatte mal ordentlich mit fettlösendem Spülmittel reinigen (wenn man vorher mit anderem Filamentmat. gedruckt hat oder die Platte vergriffen, verstaubt oder verschmutzt ist) und viel mit warmem Wasser spülen. Anschl. trocknen und evtl. mit IPA nachwischen.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme erste Schicht
Weil das gerade so gut passt, auch ich habe ein Problem, welches ich nicht in den Griff bekomme. Egal ob 0,4er oder brandneuer 0,6er Obxidian. Es fängt alles ok an und wird dann richtig merkwürdig. Normalerweise bekomme ich die Sachen in den Griff, aber jetzt bin ich mit meinem Latein am Ende. Habe auch den (Bondtech)Extruder mal auseinandergebaut und gesäubert, düsen gewechselt, bed sheets gewechselt und via silikonmod auf 0,018 gelevelled. Was könnte ich noch versuchen ?Woher kommt das ?
liebe Grüße
Sebbl
MK3s, Ender 5
RE: Probleme erste Schicht
Im Zentrum des Druckteils scheinst Du zu dicht an der Druckplatte zu sein (Wellenbildung). Wie sieht die Düsenspitze aus (wirf mal mit der Lupe einen Blick auf die 0.4mm Bohrung)? Evtl. sind da im Lauf der CF Drucke Grate entstanden.
Wie sieht's mit dem Leveling und der Ebenheit der Druckplatte aus?
Druckplatte mal ordentlich mit fettlösendem Spülmittel reinigen (wenn man vorher mit anderem Filamentmat. gedruckt hat oder die Platte vergriffen, verstaubt oder verschmutzt ist) und viel mit warmem Wasser spülen. Anschl. trocknen und evtl. mit IPA nachwischen.
Schöne Grüsse,
Karl
Hallo Karl
Besten Dank für die guten Erklärungen. Die Wellenbildung konnte ich durch Vergrösserung des Z-Abstandes verbessern. Die Düse muss ich mir noch anschauen, würde mich aber wundern, denn sooo viel habe ich nicht mit CF gedruckt.
- Was wäre die Abhilfe bei Graten an der Nozzle? Gibt es grundsätzliche Nachteile, stets eine gehärtete Düse zu nutzen?
Wunder gewirkt hat Spüli... Wie so in die Ferne schweifen, wenn die Lösung so nahe liegt - bei all der High-Techvergisst man leicht die Low-Tech...;-)
Grüsse, Thomas
RE:
Gehärtete Stahldüsen haben eine geringere Wärmeleitfähigkeit als Messingdüsen.
Die Wärmeleitfähigkeit λ eines Stoffs wird in W/(mK) angegeben. Die Zahl gibt Auskunft darüber, welche Wärmemenge Q durch eine 1 m dicke Schicht transportiert wird, wenn sich die Temperatur um ein Kelvin ändert. Je kleiner λ ist, umso besser ist das Dämmvermögen eines Baustoffes.
https://studyflix.de/ingenieurwissenschaften/warmeleitfahigkeit-1310
Wenn Du dennoch Stahldüsen verwendest, musst Du evtl. die Nozzletemp. um 5 bis 10 Grad C. erhöhen.
Ich verwende für CF Materialien HM-Düsen von diesem Vertrieb. Die sind praktisch "unkaputtbar" und weisen ähnliche Eigenschaften bzgl. Wärmeleitfähigkeit zu den Messingdüsen auf.
Druckplatte peinlichst sauber halten, exakter Z-Adjust und trockenes Filament ist der halbe Weg zu einem erfolgreichen Druckergebnis.
happy printing!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme erste Schicht
Hallo
In der Zwischenzeit wurde es etwas besser, aber nicht gut. Spüli half definitiv, ebenfalls das Verschieben von Nähten von scharfen Kanten weg, so war das Abheben von Ecken jedenfalls (fast) nicht mehr aufgetreten. Auch verwende ich im Moment eine nagelneue Federstahlplatte. Eine neue Nozzle ist unterwegs (NozzleX). Weiterhin gibt es in der 1. Schicht aber Probleme mit der Konsistenz des Drucks (Wechsel zwischen sehr dicht und lückenhaft, siehe Bilder). Es wird PLA gedruckt mit Standarteinstellung im Prusa Slicer (2 mm Speed).
Ist zu erwarten, dass eine neue Nozzle das Druckbild normalisiert, oder ist noch etwas anderes zu bedenken?
Viele Grüsse, Thomas
a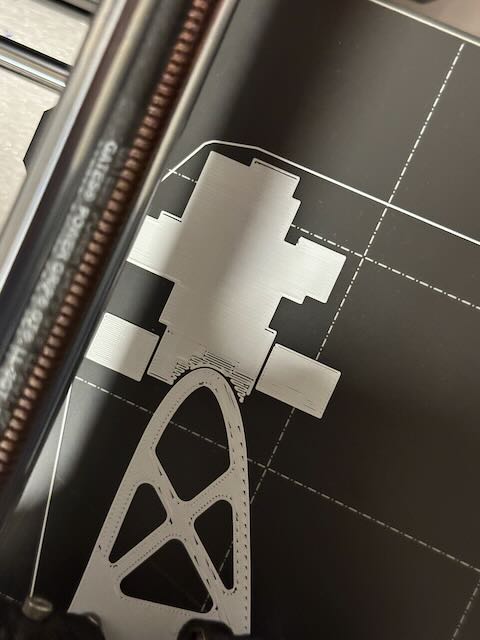
RE:
Wenn das Druckbett sauber ist und die Ergebnisse immer noch nicht zufriedenstellend - Ebenheit und Ausrichtung der Druckplatte zu den Achsen überprüfen.
Befinden sich Unreinheiten unterhalb der Druckplatte oder ist evtl. die Höhe der Z-Achse nicht synchron.
Mach mal über Pronterface oder Octoprint ein G80 (7x7 Punkte), lies die Werte mit G81 aus und veröffentliche die Tabelle hier.
Z-Adjust (erster Layer Düsenspitzenabstand zur Druckplatte) ist ebenfalls extrem wichtig. Da musst Du im hundertstel mm Bereich nachjustieren - solange bis Du ein zufriedenstellendes First-Layer Ergebnis erzielt hast.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme erste Schicht
Bitte bedenke bei so schrägen Formen, kann es zu lücken kommen, schon beim slicen, checke mal ob auch der Slicer dort Lücken zeigt zwischen Perimeter und Infill. Da kann es schon helfen wenn du den Infill Winkel Manuell umstellst, das das Infill möglichst im rechten Winkel auf die Perimeter trifft (so gut das halt geht)
Wenn du auf der gleichen Platte gleichzeitig einen zu hohen z-Offset und einen zu niedrigen z-Offset hast, könnte was beim Bed Mesh levelling schief laufen. Das würde ich aber nicht mit komplexen Formen sondern mit Rechtecken testen wo das Infill auch in keinen Winkeln <45° auf die Perimeter trifft.
Ich würde überprüfen ob sich deinen PINDA ev. etwas gelockert hat und die Schrauben nachziehen wenn nötig und danach die Z-Achse neu kalibrieren so wie nach dem Einbau der Pinda.
Es gibt dann auch noch die Option einen Bed Tilt manuell zu kalibrieren. Gibt dazu einen Eintrag in der Guide Datenbank.
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE: Probleme erste Schicht
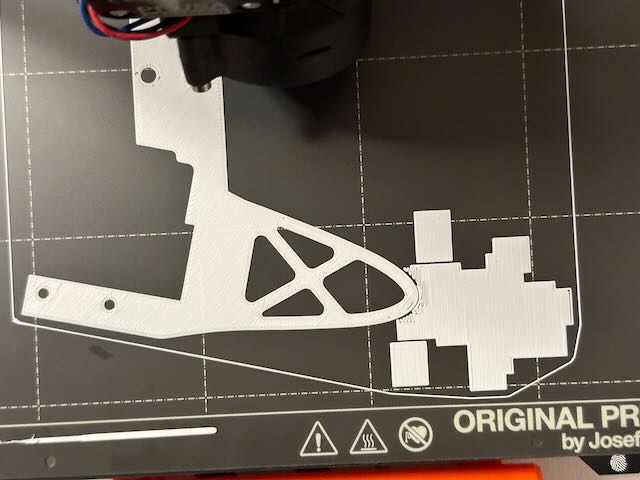
Danke für die Feedbacks. Das kann doch nicht so kompliziert sein... Zumal es ja nur bestimmte Stellen des Drucks betrifft und dies auch nicht in einem geometrischen Muster, so dass das für eine Problem der Druckplattenausrichtung sprechen würde. Ich habe keine Hinweise, dass Pinda gelockert wäre. Ein Treffer war aber, dass ein Teil der Artefakts bereits als Lücken im Slicerbild sichtbar ist (siehe Abbildung). Ist es tatsächlich so, dass bei komplexen Geometrien keine lückenlose 1. Schicht möglich ist (bei Rotieren des Infill Winkels betrifft es einfach andere Stellen des Drucks)? Müsste das nicht durch die Flussrate ausgeglichen werden?
Grüsse, Thomas
