PETG Support steht ab
Hi,
ich versuche gerade ein Bauteil mit PETG incl. Support zu drucken. Das Problem ist allerdings, dass der Support sich nicht mit dem ersten Layer verbinden will. Er stand nach oben etwas ab, die Nozzle ist drübergefahren und hat ihn fast abgerissen. Ich habe den Druck dann erstmal gestoppt.
Als Filament kommt PETG von Das Filament in Saphirblau zum Einsatz.
Bettemperatur = 75°C
Düse =230°C
Habt ihr einen Tipp?


Gruss Max
RE: PETG Support steht ab
Es scheint so, dass die first Layer Einstellung nicht passt und zuviel Material extrudiert wird. Hast Du das hotend sauber zusammengebaut so dass kein Leckagen entstehen können? Stimmen die Düsenwerte im Slicer? Es könnte auch sein, dass Du die falschen Druckbettwerte (bzgl. der Z-Layerhöhe) verwendest. Das ist mir auch schon passiert. Texturiert aufgespannt und die Einstellungen vom Folierten verwendet. Das sind ca. 0.4mm Unterschied in der Höhe. Das Ergebnis glich dann ungefähr Deinem.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG Support steht ab
@karl-herbert
die Werte für die Düse, Layerhöhe und die Temperaturen müssten stimmen.
Mit dem Rest kann ich ehrlich gesagt nichts anfangen 🤔
Auf Youtube konnte ich ein Video von CNC Kitchen finden, welcher zufälligerweise auch PETG von Das Filament getestet und seine Einstellungen preisgegeben hat. Mit diesen und mit Einstellungen aus dem ersten Kommentar unter dem Video probiere ich gerade mein Glück.
Was habe ich gemacht? Irgendeinen Wert von 1 auf 1,1 gesetzt 🙂 Die max. Geschwindigkeit auf 25mm/s und dann war da noch was mit infill/perimeter oder so ähnlich... diesen auf 55%. Mal schauen ob es rauskommt 🙂
sorry, ich sitze gerade nicht am PC somdern schreibe auf dem Tablet.
Jetzt noch 2 Fragen an dich. 1. wie kann ich die Druckbettwerte überprüfen? Ist das dieser Z Achsen Wert den man zu Beginn eine Drucks manuell verändern kann? Der steht bei mir auf 0,4.
Texturiert aufgespannt..... was soll das heissen? 😀
RE: PETG Support steht ab
@max-distortion
Ab der Firmwareversion 3.8.0 hat man die Möglichkeit verschiedene Druckplatten Z-Höhenwerte zu speichern. Ich verwende z.B. 5 verschiedene Druckplatten und alle sind unterschiedlich in der Stärke. Damit ich nun nicht bei jedem Druckplattenwechsel den Firstlayer neu einstellen muss, kann ich auf bereits kalibrierte und gespeicherte Druckplattenwerte zurückgreifen. Jede Druckplatte hat zur Unterscheidung einen eigenen Namen.
Welche Druckplatte verwendest Du? Die glatte (aufgeklebte PEI Folie) oder die texturierte (strukturierte, geriffelte, pulverbeschichtete PEI Oberfläche)?
Mit dem irgendetwas meinst Du wahrscheinlich den Extruder Multiplikator. 1.1 liefert mehr Material, 0.9 weniger. Infill und Perimeter tragen mehr zur Stabilität, Filamentverbrauch und Bauteilgewicht bei und sind für das Ergebnis wie es auf dem Foto zu sehen ist, eher nicht verantwortlich.
Stichwort Firstlayer Kalibrierung. Das ist eines der wichtigsten Faktoren beim 3D-Druck. Wenn der nicht stimmt, gelingt Dir so gut wie kein Druck.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG Support steht ab
@karl-herbert
aktuell wird nur die normale, glatte Platte verwendet. Der erste Layer sieht eigentlich ok aus. Das was auf den Bildern zu sehen ist, wird wahrscheinlich der 5te sein.
Der aktuelle Druck sieht auch schon viel besser aus. Wenn die beiden von mir genannten Einstellungen keinen Einfluss haben, könnte es dann vielleicht mit der Geschwindigkeit zusammenhängen? Ich lass ihn erstmal durchlaufen. Ich habe direkt nach dem Start neuen des Drucks auf den Stealth Modus umgeschaltet und der Drucker hat eine Kalibrierung gestartet, diesmal allerdings mit wesentlich mehr Messpunkten 🤔
RE: PETG Support steht ab
Druck ist nun fertig und sieht auch ganz gut aus. Allerdings ist der Support ziemlich schwierig zu entfernen.
Da die Samples fast aufgebraucht sind, werde ich erstmal wieder zu PLA zurückkehren.
Hier noch ein Verleich (blau PETG mit Support / weissrot PLA ohne Support)
RE: PETG Support steht ab
Die Abstände, für das Stützmaterial, kannst Du anpassen. Hier erhöhe ich immer die Werte, damit das Stützmaterial sich leichter, entfernen lässt.
Gerade bei PETG
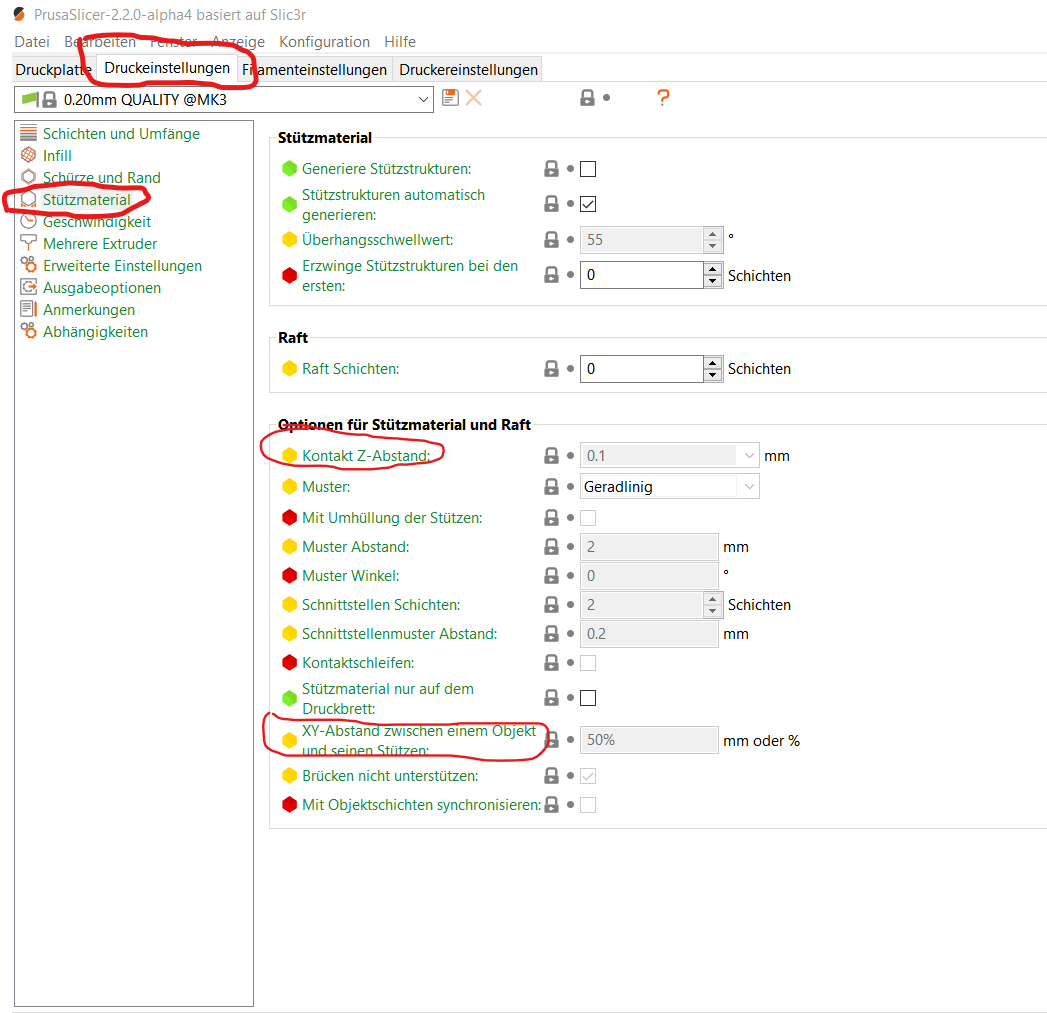
Den Wert "Kontakt Z-Abstand" erhöhe ich meist auf 0,3mm, ist aber auch etwas abhängig, mit welcher Genauigkeit Du druckst. Ausprobieren 😉
50%, bei XY Abstand ist schon recht gut. Löst sich der Support trotzdem schlecht erhöhe ich hier auch etwas.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: PETG Support steht ab
@dermartin
danke dir, das werde ich ausprobieren. Der Support war teilweise richtig fies mit dem Druck verschmolzen, dass ich mir beim Entfernen ein Stück abgebrochen habe.