Ohne Stützmaterial druckbar?
Hallo,
möchte folgende Konstruktion drucken.
Der weniger tiefe Teil (5 mm; Bild 1) sollte oben sein, damit es eine schöne Fläche gibt. Der untere Teil (der höher ist; 18 mm; Bild 2) sollte gerade werden, muß aber nicht ganz so schön gedruckt werden. Der zu überbrückende Teil hat einen Durchmesser von 76mm.
Deshalb hätte ich es so gemacht, dass der tiefere Teil unten ist und mit Stützmaterial gedruckt wird.
Im Prusaslicer habe ich die Werte Kontakt Z-Abstand auf 0,12; Muster Abstand 5 mm und XY Abstand auf 60% eingestellt.
Den Musterabstand auf 5 mm damit ich nicht so viel Stützmaterial benötige und es auch nicht so lange drucken muß.
Drucken möchte ich mit PETG und Schichthöhe 0,3.
Wenn ich jetzt slice, wird kein Stützmaterial eingezeichnet. An was liegt das? Habe schon alle drei Einstellungen unter "Stützen" (überall, nur auf Druckbett,...) getestet.
Würde es ohne Stützmaterial funktionieren? Ich denke doch eher nicht. Oder?
Danke

Fehler gefunden
Hab meinen Fehler gefunden. Es war "Brücken nicht unterstützen" ausgewählt.
Jetzt macht er mir die Stützstruktur. Ohne wird es wahrscheinlich sowieso nicht gehen.
Versuche es jetz mal mit 7 mm Abstand zwischen den Stützmaterialien
Ohne Stützmaterial druckbar?
Bei 75mm kannst Du die Teile sogar noch ohne Stützen drucken.
Das bridging kann der MK3 echt gut.
Ich habe grad erst Kappen für Gardena Regner gedruckt. Das geht auch ohne Stützen.
Wird halt keine perfekte Fläche, ist aber durchaus OK da es in meinem Fall innerhalb der Kappe ist.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Welche Einstellungen sind zu empfehlen?
Habe es jetzt mit o.g. Einstellungen und mit 7 mm Abstand zwischen Stützmaterial gedruckt und ist relativ gut geworden. Das Stützmaterial hat sich gut gelöst, jedoch hat sich an zwei Stellen beim Lösen etwas vom fertigen Teil mit gelöst.
Das mit den bridging habe ich noch nie so richtig hinbekommen. Das Druckbild ist meißt schlecht.
Welche Einstellungen sind zu empfehlen? Wahrscheinlich muß man an Druckgeschwindigkeit etwas ändern?
Funktioniert es auch mit 0,3 mm Schichtstärke?
Wie weit würde es bei den 76 mm "durchhängen"?
Ohne Stützmaterial druckbar?
Ich muss meinen Kumpel nach Bilder fragen. Der Druck war ein Freundschaftsdienst.
Grundsätzlich würde ich bei solchen Drucken aber schauen ob ich trennen und kleben kann.
Dann hast Du auf jeden Fall saubere Flächen. Das ist bei mir immer stark davon abhängig für welchen Einsatzzweck die Teile sind, und wie sie später belastet werden sollen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Kleben als Alternative
Das wäre schön, wenn Du die Einstellungen in Erfahrung bringen könntest.
Bei diesen Druck muss ich glaube ich in einem Drucken. Aber evlt. bei andern könnte ich kleben versuchen. Hält das wirklich gut?
Habe mir mal Kleber der Firma "Langlauf Schuhbedarf" gekauft.
Klebt sich PLA und PETG gleich gut?
Kleben als Alternative
Das Thema Kleben ist eine Wissenschaft für sich.
Hier kommt es immer auf das Material an.
Da gibt es fast für jedes Material einen passenden Kleber.
Bei PLA und PETg habe ich schon mit Sekundenkleber, aber auch mit z.B. Uhu "Hart" geklebt.
Aber auch hier kommt es drauf an ob Du spaltüberbrückend kleben musst oder eher flächig mit Vollkontakt.
Bei ABS und ASA kannst Du entweder kleben oder schweißen (Klebeverfahren mit anlösen der Oberfläche).
Hilfreich ist es dabei immer wenn die Klebestellen verzahnt oder vernutet werden.
Das erhöht die Klebe- Kontaktfläche massiv.
Generell kannst Du jedes Filament auch richtig Schweißen durch verflüssigen und zuführen von Draht.
Das mache ich ganz gerne wenn die Teile nachher etwas höher belastet werden und es nicht auf das Aussehen ankommt.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Ohne Stützmaterial druckbar?
Wofür ist das Teil eigentlich gedacht?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Kleben als Alternative
ASA und ABS lässt sich hervorragend mit Aceton "verkleben". Für PETG und PLA verwende ich immer diesen Kleber: https://www.uhu-profishop.de/klebstoffe/kunststoffklebstoffe/137/uhu-plast-spezial-polystyrol-abs-niedrigviskos-flasche-mit-feindosierspitze-30g .
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Kleben als Alternative
Hi Karl,
der Kleber hält bei PLA und PET auch?
Ich habe den von Pattex hier, auch ein Butylacetatkleber. Der funktioniert gut bei ABS, aber nicht bei PLA.Bereitest Du die Oberflächen noch speziell vor?Hab es nochmal getestet und bin umgestimmt.
Ich dachte der funktioniert nur bei ABS/ASA.
Wie lange lässt Du den Kleber trocknen?
Viele Grüße
Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Kleben als Alternative
Kleiner Nachtrag, bei ABS funktioniert der Butylacetatkleber perfekt.
Die ABS Teile, die ich eben geklebt habe, werden sich nie wieder trennen. 🤣
PLA und PET habe nicht gut gehalten. Evtl ist ja die Mischung von Pattex zu UHU anders.
Aber das teste ich gleich nochmal.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Kleben als Alternative
Servus Kai,
ich habe den UHU Plast bei meinen Motorradteilen (GPS/Handyhalterung) verwendet (24 Stunden Trockenzeit). Hält schon ca. 1 Jahr und lässt sich von Sonne, Wasser und Vibrationen bzw. Schlägen nicht beirren. Langzeit- und Belastungstests habe ich allerdings nicht gemacht. Der Kleber ist relativ günstig, also kann man da nicht viel verkehrt machen.
Zum Thema Kleben hat sich auch Prusa Gedanken gemacht: https://blog.prusaprinters.org/de/der-grosse-leitfaden-zum-kleben-und-zusammenbauen-von-3d-drucken_44908/
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Kleben, eine Wissenschaft für sich...
Hallo und sorry, dass ich mich er jetzt wieder melde und danke für die Tipps bzgl. dem Kleben.
Das Thema Kleben ist wirklich eine Wissenschaft für sich.
Für mein jetziges Vorhaben werde ich aber nicht kleben, da es hier um keine besondere Qualität geht.
Es handelt sich um einen "Magnetbesen". 😉
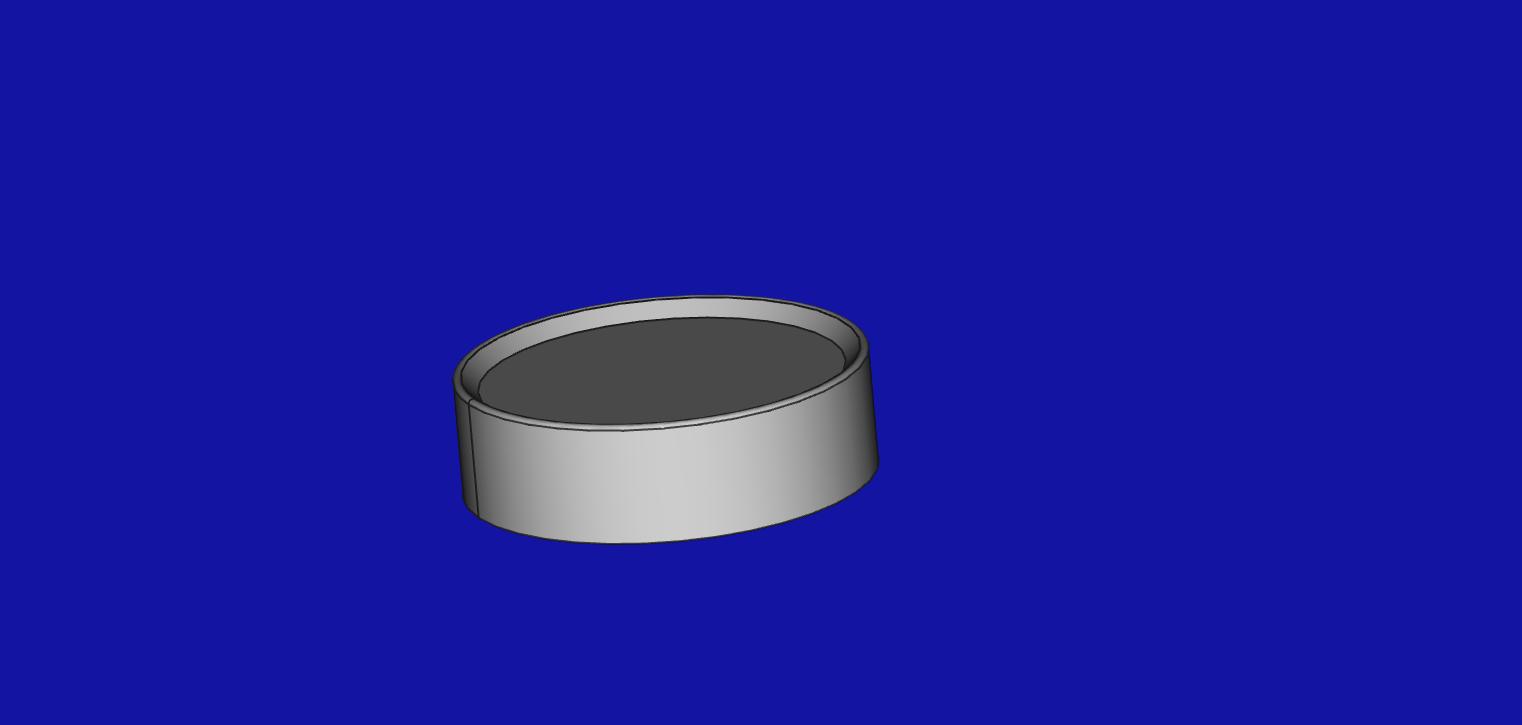
Ich habe einen relativ starken Neodym Magnet, mit welchem ich Metallspäne "aufsaugen" möchte und ab und zu im Gras etwas verlorenes suchen möchte. Bisher habe ich auf den Magneten ein Papier oder Plastiktüte gelegt um die Späne wieder leicht vom Mageten entfernen zu können. Hier ist mir das letzte Mal die Tüte gerissen und alles war am Magneten. Deshalb kam mir die Idee hierfür etwas zu drucken. Wei ich noch Epoxidharz daheim hatte, habe ich noch einen "Versuch" gestartet und den Auffangteller glatt gemacht, um den feinen Metallstaub/Späne besser entfernen zu können (und weil es mich schon lange interessiert hat, wie dies werden könnte).
Mit dem Ergebnis bin ich sehr zufrieden. Ist schön glatt und auch fest. Eine ganz dünne Schicht hat schon gereicht.
Weil mich das Thema "Brückendrucken" schon öfters beschäftigte, habe ich hier die Frage gestellt. Vor allem, weil es bei manchen so gut funktioniert und bei mir weniger gut.
[img]  [/img]
[/img]
der Boden ist "strähnig"
Ich nutze gleich mal diesen Thread für meine Frage: bei mir ist der Boden der Brücke "strähnig", wie aus einzelnen Fäden, also keine homogene Fläche. Ich bin mir sicher dass ich da in den Einstellungen einen Fehler gemacht habe - nur welchen?
Das wird kein Fehler sein
Das ist sicher kein Fehler.
Allerdings ist das Aussehen von Brücken sehr stark abhängig von der Länge des zu überbrückenden Bereichs, und auch etwas von Material zu Material unterschiedlich. Stell doch mal ein Bild davon ein.
Mit einem "Bridging-Test" kannst Du recht gut ermitteln ab wann es "unansehnlich" wird.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Und noch mehr Infos
@oli-2
Schau auch mal hier im Nachbarthread.
Da findest Du weitere gute Hinweise.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Falsch gedacht
aber ich dachte, dass, wenn ich mit Stützen unterfülle, ja der zu überbrückende Bereich gegen Null geht und damit die Qualität der Brückenunterseite auch nicht leidet.
saubere Kontaktflächen
Du kannst natürlich mit Stützen (supports) arbeiten.
Ich habe Dich aber so verstanden das Du das bridging ohne supports meinst in deiner Anfrage.
Wenn Du mit Stützen arbeitest hast Du im Bereich der Kontaktflächen aber trotzdem keine absolut sauberen Flächen.
Auch die wirst Du immer wieder nacharbeiten müssen, oder akzeptieren müssen das diese nicht sonderlich "hübsch" werden.
Zumindest nicht im Vergleich zu den Oberflächen oder Wänden eines Drucks.
Zeig uns doch mal ein Bild vom Druckobjekt. Dann lässt sich das einfacher beurteilen.
Noch besser wäre dazu gleich die STL.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
hier mal die Bilder
Wie gesagt: die Stützen sind Slicer-generiert - ich erwarte nicht, dass das spiegelglatt ist, dass eine "schwebende" Unterseite nicht die Güte einer aufliegenden Fläche oder einer Oberseite hat, ist mir klar.
Datei kann ich nur eine anhängen, wenn ich die nicht vorher irgendwo hochlade....
Setup OK?
OK, das schaut tatsächlich nicht optimal aus.
Benutzt Du eines der vorgegebenen Profile aus dem Slicer, oder hast Du selbst eines angelegt.
Falls ja würde ich mit einem der "generischen" Profile nochmal slicen.
Passt denn dein First Layer, und die generelle Abstimmung Deines Druckers?
Welches Filament nutzt Du hier, und mit welchem Profil druckst Du es?
Falls Dein Problem mit dem Thermistor nicht nur im gcode lag wäre hier auch nochmal denkbar das die Temperaturen der Düse schwanken.
Falls das alles passen sollte kannst Du ja z.B. den Wert für den Kontaktabstand zwischen Druckobjekt und Stützen im Slicer anpassen (verkleinern).
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent