RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Auf jeden Fall besser als die Bügel. Bei der Bügellösung denke ich immer an ein Seil um den Bauch als Klettersicherung 😋
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Achte aber auf das Material. Ich hab aktuell keine Ahnung wie sich die Temperaturen unter dem Druckbett so darstellen bei z.B. ASA Druck. Da hat das Druckbett ca. 110°. Und ohne Isolierung nach unten würde ich PETg an der Stelle nicht in Erwägung ziehen. Bei mir funktionieren die Klammern allerdings auch recht gut. Ich habe für meinen damaligen Igus Test auch solche Halteblöcke erstellt. Allerdings habe ich zu der Zeit auch maximal PETg gedruckt. Ach ja, achte zusätzlich darauf das nicht am Rahmen schleift. Der senkrechte Rahmen hat unten Aussparungen wo die Wellen/Lager laufen. Das ist, zumindest bei mir, echt knapp. Es kann also sein das die Teile dort anschlagen. Unbedingt vorher prüfen!
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert, @tomstar
Ich hatte am WE Gelegenheit die Carbonteile am Buggy zu testen. Die Dämpferbrücke hat alles klaglos weggesteckt. Mein Sohnemann hat mir auch zu (Wechsel-) Belastungstests verholfen und ist z.B. frontal vor Beton gefahren...... Oder er ist auch direkt mal mit nur einem Rad angeeckt. Das hat mir den Servosaver gekillt, und den kleinen "Bumper" vorn am Rahmen hat es total zerbröselt. Den hatte ich allerdings auch nur mit 15% Infill gedruckt. Das war also nicht weiter verwunderlich. Auch der Servosaver ist absichtlich aus PET gedruckt. Besser der geht drauf als der teure Servo. Ach ja, den Heckflügel aus PLA (natürlich total ungeeignet) hat es selbstverständlich auch zerlegt...... Ist jetzt ein neuer aus PET drauf.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Nuja, da hab ich natürlich nicht dran gedacht und gestern gleich mal aus PETG gedruckt. Aber ganz erlich, ohne jetzt Temperatur gemessen zu haben. Wie viel Grad C solls denn da unten haben? Das Heizbett ist mit ca 8mm Luftspalt montiert auf 9 dünnen Schrauben, der Schlitten ist auch ein enormes Teil und unten dran die Lagerschellen. Ich hätte da vom Bauch her nicht das Gefühl gehabt, dass da viel ansteht. Aber ich kann mich auch täuschen und gemessen hab ich nicht.
Uff... grade nachgesehen. PETG ist bis 70°C Formstabil, ABS bis 95°C
Dann werd ich noch mal das schwarze ABS einlegen : (
Zum RC: Mission erfüllt, alle Teile auf biegen und brechen getestet 😀
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja, das mit den Temperaturen hab ich auch nur zur Sicherheit geschrieben. Bei mir hat sich im geschlossenen Gehäuse ja auch das PLA Gitter vom Einsy Gehäuse verbogen. Und da ist null Spannung drauf. Pla wird aber ab ca. 60° weich. Bei PETg sind es ca 75°. Aber verschraubt ist da auch etwas Zug drauf. Ich würde das also auch eher aus ASA 95° oder ABS 105° drucken. Nur um sicher zu gehen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Erfahrung macht klug. PETG soll sich aber gut bewährt haben. Einfach mal testen und rückmelden. Da lernen wir wenigstens auf Deine Kosten etwas 😋 .
p.s. Die Federn sind heute angekommen! Danke!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Meeehhh... ich weiß nicht. hab heut erst den rauchmelder installiert und mag den nicht gleich testen : ) Ich werd das Bett voll aufheizen und unten die Temperatur messen. Mal sehen was das spricht.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
PLA verbiegt sich selbst bei Zimmertemperatur. Es dauert dann nur laenger. Alle mechanischen Teile die ich bisher in PLA gedruckt habe (Klemmen, Halter ..) haben ihre Form ueber Zeit veraendert.
Fuer die Druckerteile sind PETG und Nylon am langlebigsten.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Nylon kann ich zu 99.9% bestätigen. Es ist zwar etwas heikler zum Drucken, besonders was die Betthaftung anbelangt, aber sehr zäh und temperaturbeständig. Ich habe damit das BMG Extruder gedruckt. Hab ich dieses Material schonmal erwähnt (bzgl. Temperaturbeständigkeit)?:
https://3dk.berlin/de/3dktop-hitzebestandig/195-3dktop-schwarz-hitzebestandig-bis-230c.html
Ich habe mir eine Testrolle geordert. Mal sehen ob es hält was es verspricht.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Hattest Du erwähnt. Ich bin aber gespannt auch Deine Ergebnisse.
Meine heimliche Liebe ist im Moment das Prusament ASA.
Damit habe ich die letzten Tage auch die Teile für Z und X neu gedruckt.
Nachdem ich die Z-Motorhalter damals recht schnell tauschen musste sind die neuen nun auch aus ASA gedruckt.
Die original Prusa Halter hatte es bei den Schraubverbindungen "zerrissen".
Allerdings bin ich mir nicht sicher ob ich es derzeit bei der Montage etwas gut mit den Anzugsdrehmomenten gemeint habe.....
Ich lasse mich mal überraschen wie sich die Sachen aus ASA so machen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Ich hatte zu Beginn auch mit dem Problem von "zerbröselten" Schraubenverbindungen zu kämpfen. Kurzerhand wurden alle Elemente der Z-Achse durch Alu Varianten ersetzt. Wer nicht die Möglichkeit hat diese selbst zu fertigen, diese sind auch käuflich erwerbbar. Ebenso natürlich die Elemente der X- und Y-Achse. Metall ist eben Metall und für Halterungen und Führungselemente die bessere Wahl. Aber natürlich geht's mit Kunststoff auch. Ich denke, dass Du mit ASA da keine Probleme haben wirst.
Übrigens, ich habe eine Rolle ASA bestellt. Lieferung leider erst ab 18.02.2020. Die scheinen Engpässe zu haben. Beim CPE-HG100/weiss dasselbe. Ebenso das hitzebeständige 3dktop aus Berlin.
Macht aber nix, ich rüste gerade die Extruder Heizung um (PT100 Upgrade). Bis da alle Einstellungen (Temperaturtabelle) passen sind die Filamente auch schon angekommen (hoffentlich).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hab noch bisschen recherchiert, die Bearing Clamps oder Clips die im Internet angeboten werden sind größten Teil aus PETG gefertigt.
Trotzdem wirds Zeit, dass ich meine Filament-Palette erweitere. Da gibts ja richtig geile Sachen. Stellt euch vor, hitze und benzinfest und dann noch glowing. Haha, da kann ich im dunklen am Moped rum schrauben : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich hatte die auch mal aus PETg gedruckt. Für die Igus Lager. Für mein Empfinden waren die zu weich. Das hängt aber auf jeden Fall von mehreren Faktoren ab. Möglicherweise ist mehr Infill da schon der Schlüssel zum Erfolg.
Glow in the Dark Filament habe ich auch hier. Das zählt allerdings zu den abrassiven Filamenten. Auf Dauer also besser eine gehärtete Düse beim Druck. Ab und zu mal ein paar Meter drucke ich aber auch mit Messing.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
@karl-herbert
Ich bin euch ja noch eine Info bezüglich ASA schuldig. Mittlerweile habe ich die Teile für X (die Endstücke), für Z (obere und untere Halter) und die Halter für die Y Stangen in ASA verbaut. Bis auf die X Motorseite war das auch absolut unspektakulär. Das Endstück mit dem Motorhalter habe ich jetzt das dritte mal gedruckt. Der erste Druck ist möglicherweise durch zu schnelles abkühlen eingerissen (Ausschuss Nr.1), das zweite Teil ist beim einsetzten der Welle geplatzt (Ausschuss Nr.2) und das Dritte Teil ist gestern fertig geworden. Das wartet nun auf den Einbau. Ich habe vor der Verwendung natürlich die Löcher auf richtiges Maß aufgebohrt. Möglicherweise habe ich die Welle aber leicht verkantet beim einschieben. Mal schauen wie sich Teil 3 so verhält. Das werde ich wahrscheinlich heute Abend dann austauschen.
Auf jeden Fall hat sich die Geräuschkulisse wieder verändert. Die ist etwas lauter geworden. Immer noch schön Leise, aber hörbar verändert. Das scheint in meinem Fall aber eher von den Z-Screws zu kommen. Die erzeugen Resonanzen im Zusammenspiel mit den oberen Befestigungen. Dort laufen sie ja mehr oder weniger frei drin. Ich werde das beobachten, bei den PETg Haltern mußte sich das auch erst "einspielen".
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Das Verhalten von ASA erinnert mich an PC. Ich habe dazumal den Extruder komplett aus PC gedruckt und nach ca. 3 Monaten ist er mir von den Stangen gebröselt. Inzwischen habe ich alles durch Nylon ersetzt und habe bis jetzt Ruhe.
Ich habe heute meine Lieferung ASA und CPE-HG100 erhalten (am 27.12.2020 bestellt und bezahlt) und werde mir das ASA mal vorknöpfen und diversen Belastungstests aussetzen (Hitze und Wechselbelastungen). Wenn das nicht so gut verläuft, bleibe ich beim CPE-HG100, mit welchem ich bislang sehr gute Erfahrungen bzgl. Stresseinwirkungen gemacht habe (im Druck- nicht im Racingbereich).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Ich habe jetzt alle PArts in ASA verbaut. Das Problem mit dem Riss habe ich gefunden. Ich habe während des Drucks recht genau an der Stelle die Tür aufgemacht und für Zugluft und einen Temperaturabfall gesorgt. Das nachgedruckte Teil habe ich über die komplette Zeit inkl. Abkühlen in Ruhe gelassen. Nun ist alles gut. Mal schauen was die Zeit bringt. Ich werde mir die Teile auf jeden Fall noch in PETg an die Seite legen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ahoi Kollegen.
Lang nichts neues von mir, aber ich drucke und drucke und drucke.
Wobei drei Sachen.
1) TwoThree hat mir eine 0.6mm hardened nozzle anstatt der 0.4mm geliefert (Ersatz kommt). Jetzt frag ich mich was ich mit der machen soll. Kann ich die für irgend einen besonderen Zweck nutzten? Als wie ic hmir denke wenns schnell gehen soll und von der Auflösung nicht fein sein muß, oder?
2) Das PETG Filament von bq aus Spanien ist ab ca. der halben Spule sehr fest gewickelt und das Filament klebt zusammen, also ob sie es noch warm aufgewickelt hätten. Der Shop wo ich es her habe, würde es mir wieder zurück nehmen und austauschen. Ist sehr nett aber kennt ihr das Problem? Beim Abrollen hats schon immer wieder sehr geknackt, brauch ich so nicht mehr.
3) Ich drucke zZ. wieder ABS für die RC Modellbauteile. Ich bekomme nach ca 5mm immer eine Welle rein. Ist das der sogenannte Elefantenfuß? Ich habe ja mittlerweile ein Gehäuse herum. Soll ich da mal im Slicer gegensteuern? Standardwert ist bei mir 0.2mm eingestellt, in welche Richtung kann ich da gehen? Fotos kann ich erst morgen nachreichen.
Grüße und happy printing : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ohne Fotos ist's immer schwierig! Was das Filament betrifft - ich kaufe immer bei 3djake.at, filamentworld.de oder bei Prusa. Probleme in dieser Hinsicht hatte ich noch nie, kann aber natürlich mal passieren. Meine Lieferanten würden ohne Umstände eine neue Rolle senden.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
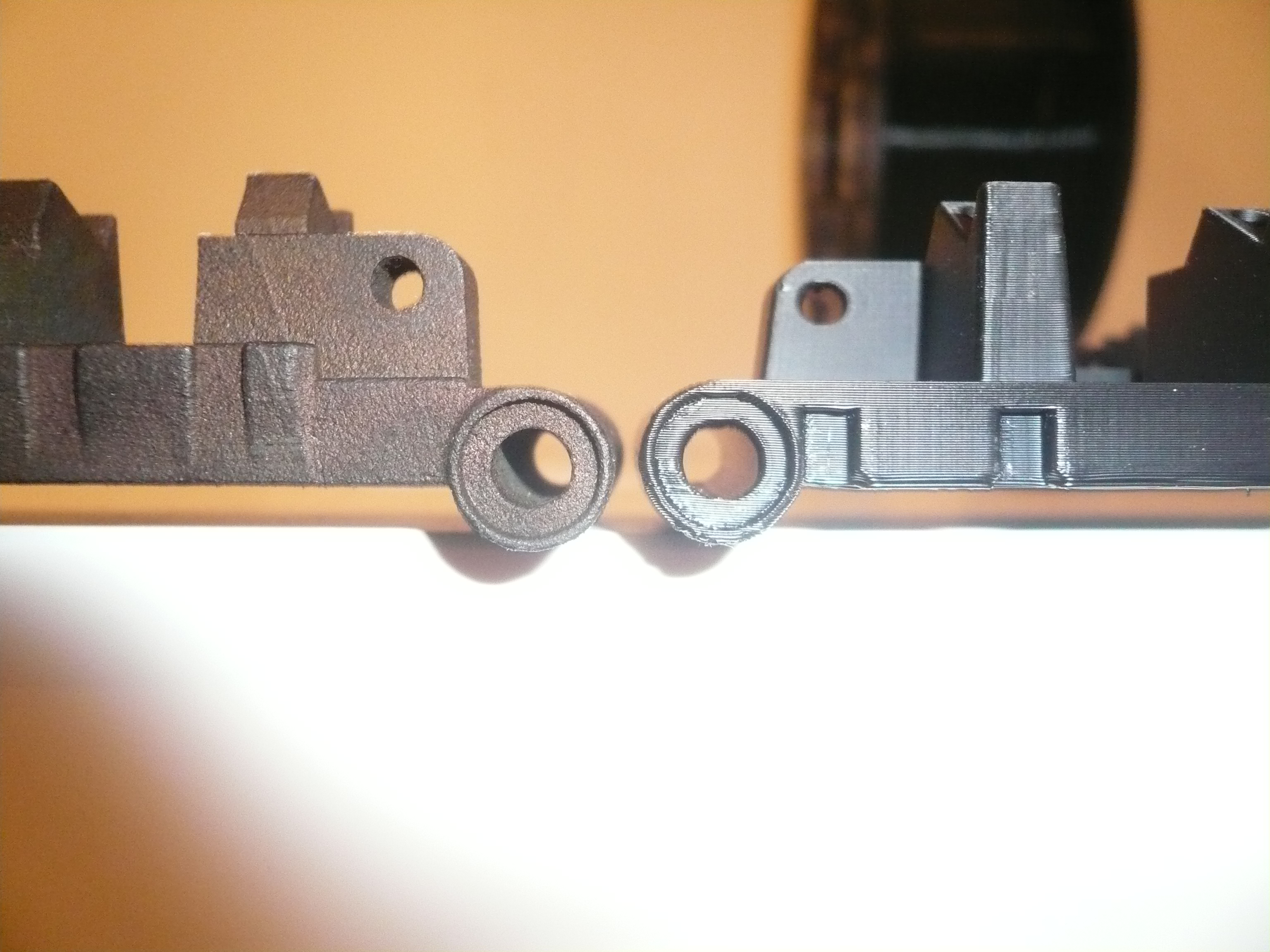
Bin doch noch dazu gekommen aber meine alte Digicam ist echt leidig bei Kunstlicht. 😓
Man sieht das schöne Teil welches SLS gedruckt wurde. Daneben meines. Vor allem beim zylindrischen Teil sieht man, wie es eher zum Trapez wird. Hab zwei der Teile gleichzeitig gedruckt und beide haben diesen Formfehler. Das hätte ich schon gerne hin bekommen.


RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
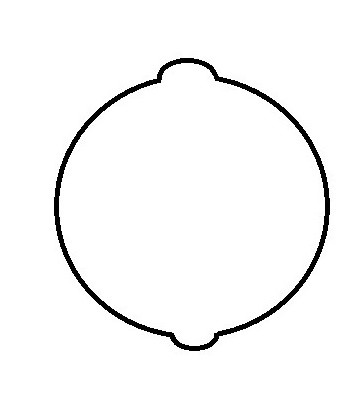
Elefantenfuss kann ich auf Deinen Fotos nicht erkennen. Die Bohrungen sind nicht rund, aber das ist aufgrund der Drucklage normal. Das umgehe ich immer mit einer kleinen Aussparung im unteren und oberen Bohrungsbereich. Vielleicht auch die Vorschübe reduzieren.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.