RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tom-the-tomstar
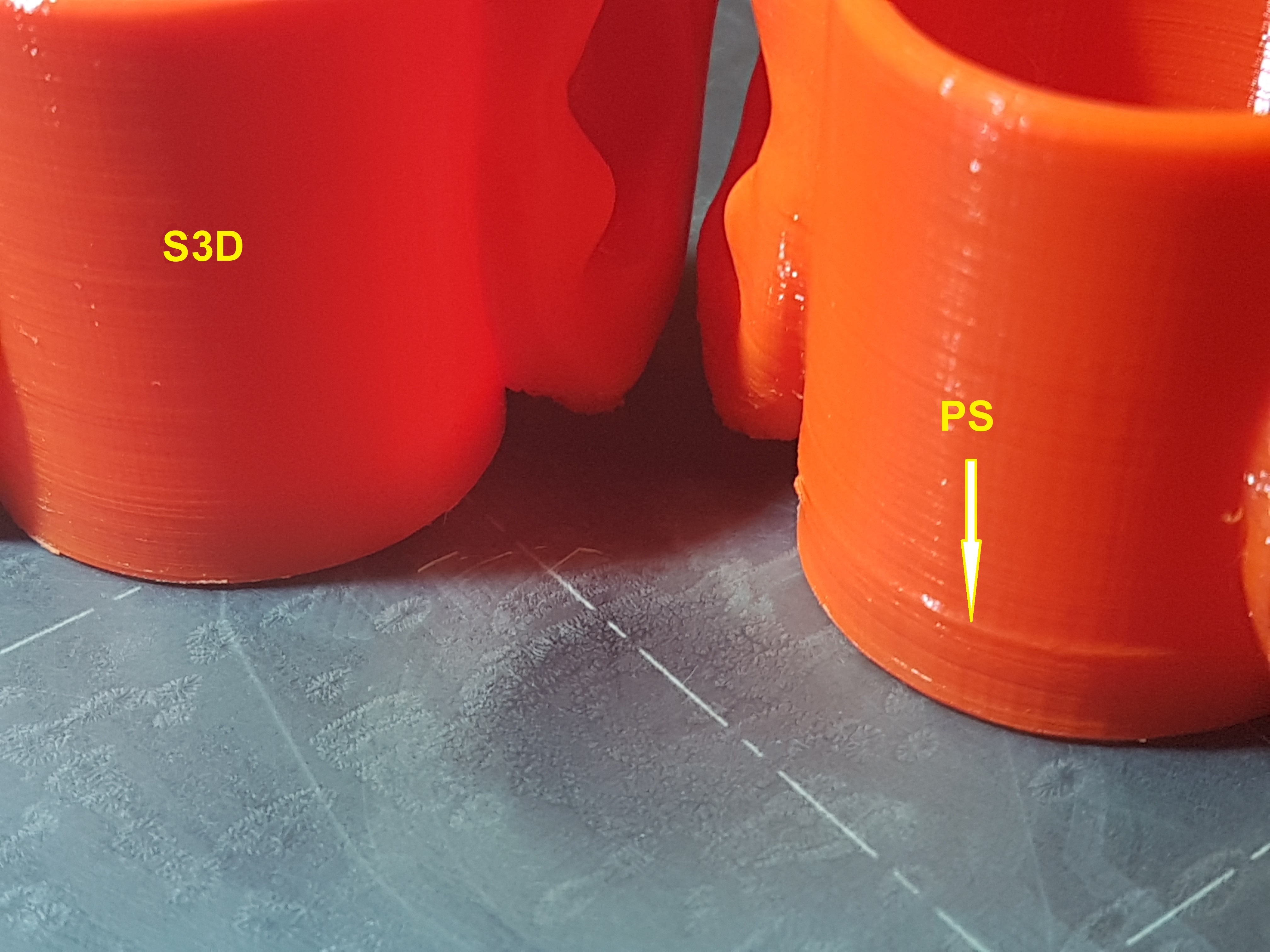
Das ist genau das, was PS nicht kann bzw. berücksichtigt und geht mit S3D besser. Der Boden dehnt sich aufgrund der größeren Masse mehr aus, weshalb hier fast immer ein Abstand vom Boden zu den nachfolgenden Aussenwand spür- und messbar ist. Je kleiner der Bodeninfill, umso geringer sollte der DM Unterschied sein. Da könnte man im PS eine Funktion wie z.B. den "Becherbodenübergangzuraussenwandmode" einbauen. Evtl. lässt sich eine Layerwechselfunktion (gcode vor oder nach dem Schichtwechsel) einfügen, mit welcher Du die Extrusionsbreite oder eine XY Scalierung hinzufügen kannst. Das müsste man mal testen.
Ich habe hier ein kleines Bsp., einmal mit PS und einmal mit S3D geslict:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
ich dachte an ASA wegen der Beständigkeit. Habe vor wirklich langer Zeit mal einen Schraubdeckel für einen Benzinkanister aus PETG gedruckt (für Rasenmäher). Obwohl dieser nicht ständig mit dem Benzin in Berührung kam sah man an der Innenseite doch sehr deutlich das sich das Material etwas auflöste. Die ASA Verschraubung ist jetzt rund 5 Jahre drauf und dichtet so gut ab, das es mir den Kanister aufbläht, wenn ich den mal zulange in der Sonne stehen habe 😊 Auflöseerscheinungen = Null.
Wie sieht es aus, wenn ihr eure Schwimmer mal aus TPU drucken würdet? z.B. Shore 58D. Hab damit mal einen Skimmer für eine Oberflächenabsaugung eines Biotops gedruckt. Das läuft auch schon einige Jahre ohne gekentert zu sein.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@manfred
ASA - Gut zu wissen. Ich habe eben einige Teile für'S Motorrad gedruckt und muss dann wohl bzgl. Benzinkontakt keine Bedenken haben 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@manfred
Bei TPU wäre ich vorsichtig. Das würde ich immer für den einzelnen Typ TPU testen.
Ich habe einem Freund für sein Oldtimer Motorrad eine Dichtung für den Tankdeckel gedruckt,
Da ist nach ein paar Wochen immer ein leichter milchiger Belag auf der Dichtung.
Hier liegt die Vermututng nahe das es eine Reaktion zwischen Benzin und TPU ist.
In meinem Fall ist es DasFilament TPU schwarz.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-2
klar, sollte man natürlich testen. Extrudr gibt allerdings an "beständig" -> für normal Benzin, "bedingt beständig" für Super Benzin.
@karl-herbert
nicht vergessen, ich hab das Teil auf einem Kanister. Viel Kontakt zum Normalbenzin gibt es da nicht. Ich hab bei dem ASA damals nur gelesen "gute chemische Beständigkeit", wobei ich heute nicht mal mehr die Marke weiß 🙄 Wusste damals ehrlich gesagt nicht, welches Material ich sonst verwenden hätte können. kann auch sein, das es ABS war aber soviel Unterschied ist da glaube ich nicht. Wie auch beim TPU würde ich das auch erst testen, selbst wenn die Hersteller angeben, das es "beständig" sei.
Edit: bezüglich Dichtheit konnte ich in meinen Fällen mit ASA sehr gute Ergebnisse erzielen.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tom-the-tomstar
Das ist genau das, was PS nicht kann bzw. berücksichtigt und geht mit S3D besser. Der Boden dehnt sich aufgrund der größeren Masse mehr aus, weshalb hier fast immer ein Abstand vom Boden zu den nachfolgenden Aussenwand spür- und messbar ist. Je kleiner der Bodeninfill, umso geringer sollte der DM Unterschied sein. Da könnte man im PS eine Funktion wie z.B. den "Becherbodenübergangzuraussenwandmode" einbauen. Evtl. lässt sich eine Layerwechselfunktion (gcode vor oder nach dem Schichtwechsel) einfügen, mit welcher Du die Extrusionsbreite oder eine XY Scalierung hinzufügen kannst. Das müsste man mal testen.
Ich habe hier ein kleines Bsp., einmal mit PS und einmal mit S3D geslict:
Schöne Grüße,
Karl
Na super! Du hast schon wieder mal die perfekte Antwort aus dem Ärmel geschüttelt. S3D hab ich mittlerweile, allerdings aus Pragmatismus (oder Faulheit) immer noch den Prusaslicer in Verwendung. Aber gut zu wissen, dass S3D vieles so viel besser kann.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Soda!
xy comp: 0,1 statt 0,0
elefant comp: 0,3 statt 0,2
... und die Sache ist maßhaltig. Bei jeder anderen Form (Objekt) werden die Werte schon wieder anders sein.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@manfred
Ich denke, dass, wenn das Material nicht Benzinresistent wäre, die Dämpfe auch schon dem ASA zusetzen würden. Solange ich kein Aceton tanke, dürfte es da weniger Probleme geben.
Die Zeit wird's zeigen und ASA ist eben nicht ASA. Wer weiß, was die Hersteller zusammenmixen, dies immer mit der Domumentation übereinstimmt, bzw. alle Eigenschaften, auch die weniger guten, beschrieben werden.
Sollte sich das Prusa jet black auflösen, verfärben oder verformen, würde ich natürlich berichten.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tom-the-tomstar
Danke für die Info! So geht's natürlich auch. Ich denke jedenfalls bei dünnen Böden. Wenn der mal 4-5mm dick ist, so wie bei meinem Teil wird's schwieriger. Ich werde das mit den Layerschicht Eingriffen mal testen. Mit einem PP Script lässt sich vielleicht auch etwas machen, da der PS in der Richtung ständig erweitert wird.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja auf jeden Fall. Bei mir waren es zwei oder drei Layer am Boden. Ich müsste die Tage eh mal einen Zylinder mit d=60mm drucken, man darf gespannt sein.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@ XT-CF20 (ColorFabb):
Mich nun mal wieder hinter den Drucker geschmissen und Schleifen gedreht - durch das Tal der Tränen (mehrfach) - aber aktuell dürfte ich ein Setting gefunden haben, das funktioniert:
Bin seit 7 Stunden unterwegs und liege bei ca. 50% - ist ein recht großes Teil das da entsteht (jedenfalls für meine Verhältnisse): (Doppelt klicken, dann sieht man das Bild ganz)

Hier ist mein Setup:
- ColorFabb XT-CF20
- 6h bei 55 °C getrocknet (war eine Verlegenheitsmaßnahme - so nach dem Motto: hilft's nicht, schadet's nicht)
- Drucker original Prusa i3 MK2.5
- Nozzle 0,4 mm gehärteter Stahl beschichtet (Nozzle X ... irgend eine Wunderbeschichtung - ich könnte es nicht nachweisen)
- Originales Prusa Profil für ColorFabb XT-CF20 (100% so wie es aus der Schachtel kommt!!!)
Insbesondere wichtig ist hier: Ich fahre Düse mit 260°C (bei dem Filament ist die Layerhaftung wirklich eine Herausforderung ==> so viel Temperatur mitnehmen wie geht!!! Aber nicht alles ist möglich - das Zeugs trennst wirklich widerlich. Bett 90°C - Gehört zu den Settings, ist mir aber besonders wichtig, daher separat: Ich verwende auch den originalen Extrusionsfaktor aus dem Profil - der ist 1,05. Das ist jedenfalls in meiner Konfiguration und in Zusammenhang mit meinem Drucker essenziell. Ich hatte um exakt maßhaltige Teile zu bekommen an diversen Testwürfeln experimentiert und bin etwa bei 0,80 gelandet - damit bekomme ich diese Kunststofftränen die sich auf der Nozzle sammeln und plötzlich völlig unmotiviert auf dem Teil landen und dann dort für ungewisse Folgen sorgen können - bis zur Ablösung des Teils vom Heizbett. Mit 1,05 (und ich weiß das ist schwer zu glauben) enstehen bei mir aber keinen solche Kunststofftränen mehr am Nozzle - ich hätte eine Theorie dazu (traue ich mich aber hier nicht schreiben - gleitet fast ins esoterische ab)
- Ich habe mit Brim 5 mm gedruckt - warping scheint auch bei flächigen Bauteilen kein Problem mit dem Material zu sein, wenn man ein wirklich sauberes Blech hat - hier eines aus Kanada, ist von der Oberfläche etwa wie das Satin-Prusa-Federblech.
- Ich fahre auch wieder mit 100% Geschwindigkeit und seit mehreren Stunden (bin nach und nach von 85% auf 100% hoch gegangen) habe ich so gut wie keine Anlagerung mehr an der Düse
- Volle Flächen (Boden- und Deckschicht) sind am heikelsten was diese Tränen betrifft, beim Infill ist aktuell jedenfalls Frieden)
Viele sind zwar mit dem Material schon durch, aber vielleicht hilft es ja dem nächsten der an und ab an dem Material verzweifelt.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@ XT-CF20 (ColorFabb):
... - ich hätte eine Theorie dazu (traue ich mich aber hier nicht schreiben - gleitet fast ins esoterische ab)
Na komm, erst teasern und dann nichts zeigen?
Super, dass es soweit klappt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Auch noch wichtig - hab ich vergessen:
Ich habe die Türen des Gehäuses komplett offen - sind die zu bekomme ich in Null komm Nichts einen klickenden, nicht mehr Filament fördernden Extruder. Wohlgemerkt meine Drucker stehen im Keller in dem es aktuell ca 20°C hat.
@ Tom the Tomstar: Da muss ich wirklich noch nachdenken drüber - man hat einen Ruf zu verlieren 😉
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Nach in Summe 14h bin ich einiges reicher an Erfahrung (so was muss nicht immer positiv sein!):
Nach 12h einwandfrei laufenden Druckes war es dann gegen 2:00 Uhr in der Nacht / Früh (je nachdem wie man veranlagt ist). Und weil bis hierher alles wie am Schnürchen lief habe ich mir gedacht - wurscht, wird schon passen, ich geh schlafen - leider hab ich eine Kleinigkeit übersehen. Bis zu diesem Zeitpunkt hat der Druck nur Schichten mit 3 Perimetern und jede Menge Infill gedruckt - und das funktioniert mit meinen Settings wie am Schnürchen.
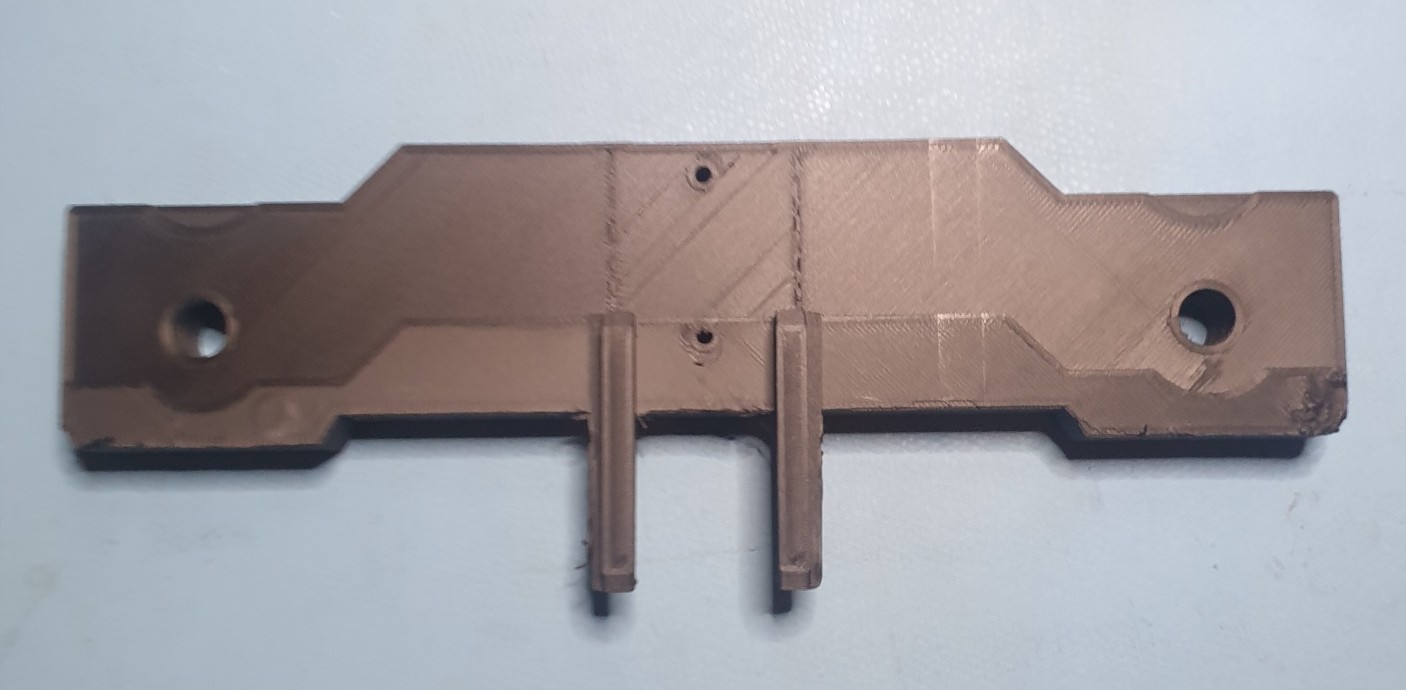
Aber: dann so bei 95% des Druckes kommt eine massive Deckschicht (sehr viel Fläche) und bei der vorletzten Lage hab ich dann wieder Bekanntschaft mit einer Kunststoffträne gemacht, die so massiv war, dass der Antrieb des Tisches nicht weiter konnte und ein riesen Versatz in Y-Richtung entstanden ist - doch seht selber:

Und somit kann ich folgendes mit Sicherheit sagen:
1) ich habe den Prozess NICHT im Griff
2) ich hab 14h versch... inklusive 135g Material XT-CF20 und mal wieder jede Menge Motivation verbraten.
3) Ärgere ich mich über mich selber - so wie ich mit meinen Parametern aktuell aufgestellt bin, muss ich permanent beim Drucker sein - jedenfalls wenn der Druck in Richtung einer Deckschicht kommt - aber gestern hab ich ja noch geglaubt, dass das ein Selbstläufer (ich mag das Wort) ist.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Servus Clemens,
so etwas ist natürlich Ärgerlich - auf den letzten Metern schlapp machen und den Wettkampf verlieren 🙄
Ähnliches ist auch mir widerfahren, allerdings beim Druck von einem sehr großen ASA Teil auf dem Mini. Der Infill Bereich (50%) wurde absolut sauber abgearbeitet, erst bei der Deckschicht begann die Düse das Material allmählich vor sich herzuschieben und die schlussendlich entstandene "Aufbauschneide" hat den Druck verunstaltet (ca. 1mm Layershift). Extrusionsfaktor im Deckschichtbereich um 0.15 zurückgesetzt, dann lief es relativ gut durch. Da waren mal eben 7 Stunden fast für die Tonne.
Wenn man 200 Stunden vor dem Druck sitzt passiert meist nicht Außergewöhnliches. Verlässt man aber den Ort des Geschehens, wird man oft mit unliebsamen und motivationssenkenden Ergebnissen überrascht.
Auf ein Neues und Daumen drücken 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Tja, kann alle deine Erfahrungen nur bestätigen. Jetzt weiß du auch selber, dass das CF zwar irgend wie nett ist, aber nett ist bekanntlich die kleine Schwester von Scheixxe. : )
Sein nicht traurig, CF lässt sich für kleine Teile super verwenden, vor allem wenn das Teil Druck aushalten muss. Also kleine Beilagscheiben oder so...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
CF lässt sich für kleine Teile super verwenden, vor allem wenn das Teil Druck aushalten muss. Also kleine Beilagscheiben oder so...
Super - ich steig jetzt ins Beilagscheibengeschäft ein 😉
Was ich aber dennoch sagen kann - die Steifigkeit der Teile ist signifikant höher (ich habe ein Vergleichsteil in PETG das fast ähnliche Geometrie hat, dass ist wie eine letscherte Gurke im Vergleich cd- was also meine Idee mit dem Heizbettträger der Y-Achse betrifft, glaube ich dass das spielen wird - auch mit dem Federnmod vom Karl. Jetzt muss es nur noch gelingen die 3D-Daten in Teile zu verwandeln - so schwer kann das ja nicht sein !!!!!
Die 260°C sind essentiell wichtig für die Layerhaftung - auch nur etwas weniger und es wird gleich viel schlechter mit der Bauteilfestigkeit wenn man so belastet, dass sich Schichten trennen. Mir viele jetzt aktuell eigentlich nur folgende Möglichkeit ein - bin aber auch für alle anderen Schweinereien zu haben:
Ich könnte entweder ein paar Grad runter gehen - aber mehr als 5°C traue ich mich nicht - ich habe ein paar Tests gefahren - uiuiuiuiui (kein guter Fluchtweg)
Alternativ könnte ich mit dem GCode for dem Schichtwechsel in eine Position fahren, wo ich pausiere und die Düse säubere (1 Schicht ist sich bisher - auch das wir man lernen müssen - immer ausgegangen ohne nennenswerte Träne) und dann weiter fahre - muss halt auch ein Move in z deutlich nach oben sein, sonst geht das Putzen nicht gescheit.
Oder ich nehme in den Decklagen - aber das sieht man und hat auch definitiv negativen Einfluss auf die Festigkeit weil die Layerhaftung abnimmt - den Extrusionsfaktor leicht zurück.
Her mit Euren Ideen - aber eines weiß ich jetzt schon: wenn ich die 2,2 kg durch habe, bin ich von XT-CF20 geheilt. Die müssen Ihren Schnitt beim Kunden wirklich bei der 1. Rolle schaffen - weil da kommt keiner retour und ordert eine 2te Rolle.
Seid kreativ, lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Wobei - dann muss ich ja noch durch 2,5 kg GreenTec Pro von Extrudr. Und dann geh ich aufs Ganze - dann kommt Carbon-Nylon. Hab ich mir schon angeschaut, ich kann direkt aus meinem Filamenttrockner raus drucken. Wobei so ca. 0,5 m Filament im freien laufen müssten - aber vielleicht ist das grad noch ok für Nylon.
Was aber sehr geil am Fasermaterial ist: Das Thema Schwindung infolge Abkühlung ist wirklich viel kleiner - hab das Teil vermessen und liege auf der größten Länge grad einmal 0,2 mm daneben (gemessen mit einem Messschieber).
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Servus Clemens,
wenn Du an das Carbonnylon rangehst, würde ich Dir empfehlen mit einem 50 oder 100 Gramm Muster zu beginnen, je nachdem was angeboten wird und gleich eine 0.5er oder 0.6er Düse einzuspannen. Eines vorweg - so "easy" wie beim XT-CF20 und GreenTec Carbon geht's mit dem Druck nicht (Haftung, Stringing, Warping).
Viel Spaß beim Scheiben drucken 🤣
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Servus Clemens,
wenn Du an das Carbonnylon rangehst, würde ich Dir empfehlen mit einem 50 oder 100 Gramm Muster zu beginnen, je nachdem was angeboten wird und gleich eine 0.5er oder 0.6er Düse einzuspannen. Eines vorweg - so "easy" wie beim XT-CF20 und GreenTec Carbon geht's mit dem Druck nicht (Haftung, Stringing, Warping).
Viel Spaß beim Scheiben drucken 🤣
Schöne Grüße,
Karl
Soll heißen: mach einen weiten Bogen drum herum - habs verstanden. Ich will einen Metall-3D-Drucker damit die Teile endlich halten.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)