RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So - heute doch ein Stück weiter gekommen. Von Zeit zu Zeit lohnt es sich einen Reset zu machen (in meinem Fall das mehr und mehr verbogene originale Colorfab XT-CF20 das Prusa erarbeitet hat) und wieder von ganz vorne zu beginnen. Und siehe da - so nach und nach gelingt was.
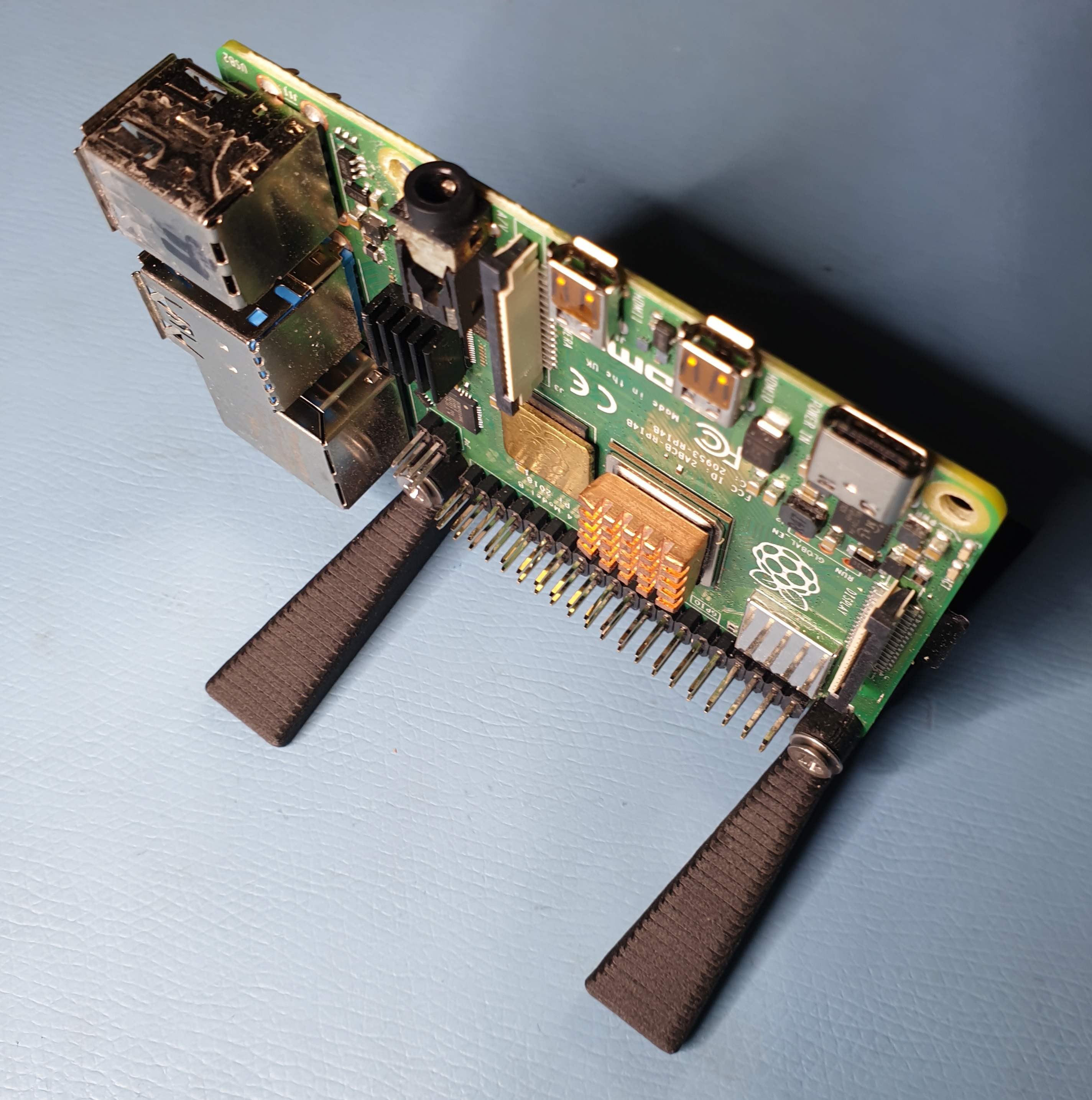
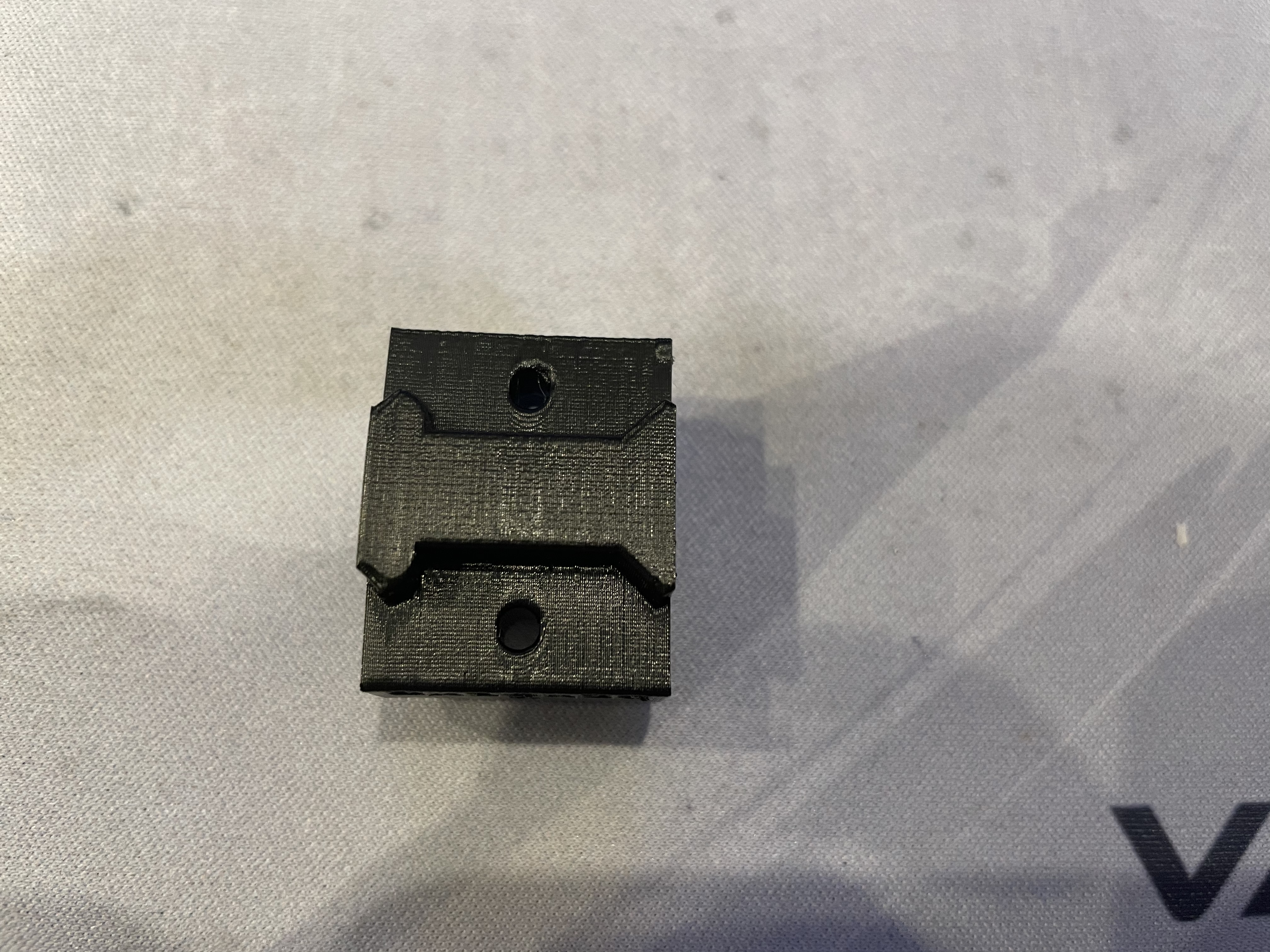
Ich habe lediglich die Geschwindigkeit auf 85% reduziert und die Temperatur von 260 auf 255 °C reduziert. Bett hat nach wie vor 90 °C. Sonst ist alles gleich. Türen von der Einhausung bleiben offen. Das mit dem Blobs ist nicht ganz gelöst, aber nachdem das noch recht kleine Teile sind, war das in diesen konkreten Drucken kein Problem. Und ein Ergebnis kann dann so aussehen (alles mit 0,2 mm Schichthöhe).:
Das ist einmal ein Halter für eine Riemenspannrolle (analog Mini fürs Bett) für meinen CClone und 2 Füße für einen Raspberry Pi wo der hochkant hinein gestellt wird.

(Bilder werden irgendwie komisch verzerrt dargestellt, wenn man sie doppelt klickt dann sind sie normal)
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Na das schaut doch schon gut aus.
Über die Tatsache das Carbon (eigentlich) leitet braucht man sich bei dem XT-CF20 übrigens keine Sorgen machen. Das leitet nämlich in dieser Form nicht mehr. Nur falls das jetzt jemandem auf der Zunge brennt. Gleiches gilt übrigens auch für Kupfer/Messing/Broze gefülltes Filament. Das leitet weder in der Ursprungsform auf Rolle, noch als Ausdruck später. Ich habe mir mal die Mühe gemacht das auszumessen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich habe immer nur ein Teil gedruckt, da durch das fahren zum nächsten Objekt eher Suppe aus der Düse gelaufen ist und einen Blop begünstigt hat. Egal wie sehr ich am Retracte gedreht habe.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Servus Clemens,
ich bin grad mal faul 😊 Würdest Du Deine Pi Halterung hochladen? Ich habe diesbzgl. auch noch einige Experimente offen und möchte das Pi gerne etwas standfester machen und nicht am Schreibtisch im Kabelgewirr herumgleiten lassen.
Danke!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomtom-2
Retract habe ich jetzt unberührt gelassen - führt bei mir zu Verstopfung und Rattern im Extrudertransport (zu viel Gegendruck). Jedenfalls kann ich sagen. Aktuell mit der harten Stahldüse ohne Beschichtung ist es ein sehr grenz wertiges Unterfangen.
@ Kai
An den Schraubpunkten beim Raspberry Pi ist sowieso keine Kontaktierung und ausreichend Platz zu den GPIO Pins oder sonst was was leitend ist. Ich bin bei solchen Dingen schon vorsichtiger geworden.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Servus Clemens,
ich bin grad mal faul 😊 Würdest Du Deine Pi Halterung hochladen? Ich habe diesbzgl. auch noch einige Experimente offen und möchte das Pi gerne etwas standfester machen und nicht am Schreibtisch im Kabelgewirr herumgleiten lassen.
Danke!
Schöne Grüße,
Karl
Klar gerne - anbei die STL-Datei.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Hi Clemens,
das ist mir klar mit den Schraubpunkten. Ich mache auch recht viel ´mit den Raspi´s.
Und wer sich z.B. bei den Pins schon einmal vertran hat, der weiß wie schnell man einen Pi grillen kann wenn man hinter der Polyfuse einspeist.....
Mir kam es auch eher darauf an das die von mir getesteten Filament mal so gar nicht leiten. Ich hatte das anfangs, auch aus dem reinen Sicherheitsempfinden heraus, anders vermutet. Da ich aber aktuell für einen Freund Bootsbeleuchtung im Maßstab 1:5 konstruiert und gedruckt habe in Messing und Kupfer, hab ich natürlich vorher geprüft ob das Zeug nach dem Druck noch isoliert werden muß. Selbst bei bearbeiteter Oberfläche, um den Metallglanz der Partikel wieder sichtbar zu machen, leitet da nix.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@clemens-m
Danke für Deine Bemühungen 👍
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
karl-herbert meinte ich soll mal meine Ergebnisse hier posten.
Habe bisschen mit Nylon PA12 von Fiberlogy rumgetestet und das sieht sehr gut aus.
Hier mal ein paar Fotos:




Bei der Maßhaltigkeit habe ich Abweichungen von 0,05mm.
Ich drucke mit Bondtech Extruder und Mosquito Hotend (Vanadium Nozzle). Hat mich echt einiges an Nerven gekostet bis alles lief.
Simplify3D Settings:
Retraction Distance: 1,40
Retraction Vertical Lift: 0,40
Retraction Speed: 40,0
Extrusion Width: Auto
Nozzle: 0,40mm
Top/Bottom-Layer: 5
Perimeter: 3
First Layer Height: 100%
First Layer Width: 100%
First Layer Speed: 45%
Use Skirt/Brim
Infill: 20%
Extruder: 270 Grad
Bed: 115 Grad (habe hier eine Abweichung von ca. 10-15 Grad - gemessen mit professioneller Wärmebildkamera)
Speed: 45mm/s
Das ganze wird ohne Gehäuse gedruckt, Zimmertemperatur liegt bei 22-26Grad.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@atari2001
Liegt schon etwas weiter zurück, aber ich denke, dass sich das Gehäuse auf die Sinterlager (8x14x20) bezieht. Ist Dir jedenfalls gut gelungen mit dem Nylondruck und maßlich passt es auch (mit der 14.10 Variante). Bei einigen hat es maßlich nicht so gut geklappt, weshalb nun auch eine 14.20er und 14.30er Version zur Verfügugun steht.
Wie auch immer, das Fiberlogy Nylon PA12 scheint sich drucktechnisch gut handeln zu lassen. Bin mal gespannt wie Deine Y-Achse nach dem Zusammenbau läuft!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
werde es die Tage erst umbauen wenn ich auch die moons stepper einbaue.
was mir hier aber an Nylon so gut gefällt, es ist fast unverwüstlich. Hab z.B. den xyz Cube versucht mit ner Wasserpumpenzange zu zerstören, ist mir einfach nicht gelungen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@atari2001
Interessant bei Nylon ist auch das "Layerbonding". Nylon sieht gebrochen oder geschnitten innen aus als wäre es gespritzt worden.....
Ich habe bislang kein stärkeres Druckmaterial in den Fingern gehabt. Als nächstes werde ich dann das Prusa PC testen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-2
Ja, die verschiedenen Nylonsorten gehören inzwischen auch schon zu meinen Standart Materialien - immer auf der Suche nach guter Ware. Das einzige Material, welches das Nylon in Bezug auf Festigkeit und hitzebeständigkeit übertrifft ist das PEEK von 3dxtech. Der Preis ist wieder eine andere Sache und schreckt die meisten doch sehr ab, aber das Material kann was.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
für peek braucht man aber deutlich höhere bed Temperatur oder?
och habe mir noch zum Testen mal das Nylon mit Glasfaser und Carbon bestellt, soll nochmal Temperatur beständiger und robuster sein.
grade das mit Glasfaser soll recht „leicht“ zu drucken sein. Bin gespannt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@atari2001
CarbonPEEK drucke ich auf dem MK3 mit 140 bis 150 Grad C. Bett Temperatur und ca. 380 Grad C. Düsentemperatur auf Kapton (aufgeklebt auf die texturierte Druckplatte). Geht ganz gut so:
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@atari2001
Wo hast Du das geordert - Carbon GFK Nylon von Fiberlogy?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Packt der überhaupt 150 bed ohne irgendwelche mods? Ich weiß man kann in der Firmware umstellen, aber schafft der das dann auch?
das ist „ Fiberlogy Nylon PA12 +CF15“
Hab das bei 3djake gekauft.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@atari2001
Nein, die Heizplatte schafft im Originalzustand max 123 Grad C. Da ist eine Modifizierung (Erhöhung der Spannung usw.) notwendig. Magnete müssen gegebenenfalls auch ausgetauscht und neu verklebt werden. Das Hotend muss natürlich auch modifiziert werden. Was aber beim PEEK abschreckt, ist der enorme Preis von ca. 800 (achthundert) Euro/kg.
Das Fiberlogy werde ich gegebenenfalls auch testen. Vielleicht berichtest Du ja über Deine Erfolge diesbzgl. hier im Forum 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Beim hotend ist es kein Problem, da ich dort das mosquito habe mit SliceHT.
ja gut 800€ ist schon Übel. Da bleibe ich dann lieber bei Nylon. 🙂
ich werde die Tage mal berichten, sobald ich es getestet habe.
Die Tage sollte erstmal mein Gehäuse von tukkari kommen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
ich hab etwas das Nylon PA12 +GF15 von Fiberlogy getestet. Sehr interessantes Material was die da rausgebracht haben. Eine 0,4er Düse ist hier auch schon sehr Grenzwertig, jedoch möglich. Die Bauteile sehen aus als wären sie Sandgestrahlt. Die Layerverbindung ist sehr gut, ein 10cm langes 1x1cm Stück konnte ich nur im Schraubstock mit einer Zange abbrechen. Ist wahrscheinlich das extremste Material, was ich bezüglich Festigkeit vor mir hatte.
Stützen sind sehr schwer von Druckteil zu bekommen. Nacharbeiten ohne Handschuhe und Mundschutz würde ich bei Glasfaser nicht raten!
Das größte Problem ist wahrscheinlich das Warping. Hab es zwar mal hinbekommen, das ein Testplattendruck am Brett bleibt, dann hat es mir jedoch das gesamte Druckblech hochgebogen, da sind die Magnete um einiges zu schwach. Je enger das Infil um so schlimmer das Warping ist bei diesen Nylon GF noch etwas mehr zu beachten kommt mir vor.
Dünnwandige Teile von ca. 1-2mm sind leicht flexibel und brechen auch nicht so schnell wie diverses Carbon-Zeugs. Für maßgenaue Kleinteile würde ich behaupten, ist es eher nicht geeignet. Eventuell müsste ich diesbezüglich noch etwas mehr rumtesten. Feine Ecken/Kanten sind durch die Struktur jedoch nicht hinzubekommen.
Meine Einsatzgebiete für dieses Nylon GF würde eher in die Richtung grob mechanische Teile, Halterungen, Gehäuse, usw. gehen, wo die Maßgenauigkeit nicht eine sooo große Rolle spielt.
Das sind meine Eindrücke nach ca. 1/2 Rolle dieses Materials.
Achja, das Material ist arg hygroskopisch (bisserl ärger als bei normalen Nylon kommt mir vor). Nach nur einen Tag offen in einem Raum mit rH 38% bei ca. 21°C fing es schon an beim Drucken zu schießen 🙂 Also am besten aus einer geschlossenen Box mit sehr geringer rH drucken (PolyBox, etc.).
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂