RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Ja, das Buch hab ich durch und alles mögliche mehr. Trotzdem muß ich da immer mal nachfragen um Bestätigung zu bekommen, ob ichs auch kapiert habe. Gerade weil es ja auch mehrere Möglichkeiten gibt, ein und den selben Parameter zu ändern (Im slicer, üers Interface und dann noch "live")
Wegen Filament. Ich hab das jetzt einfach mal ums Eck gekauft weil ich nicht warten wollte und auch nicht immer Porto zahlen will. 😶
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
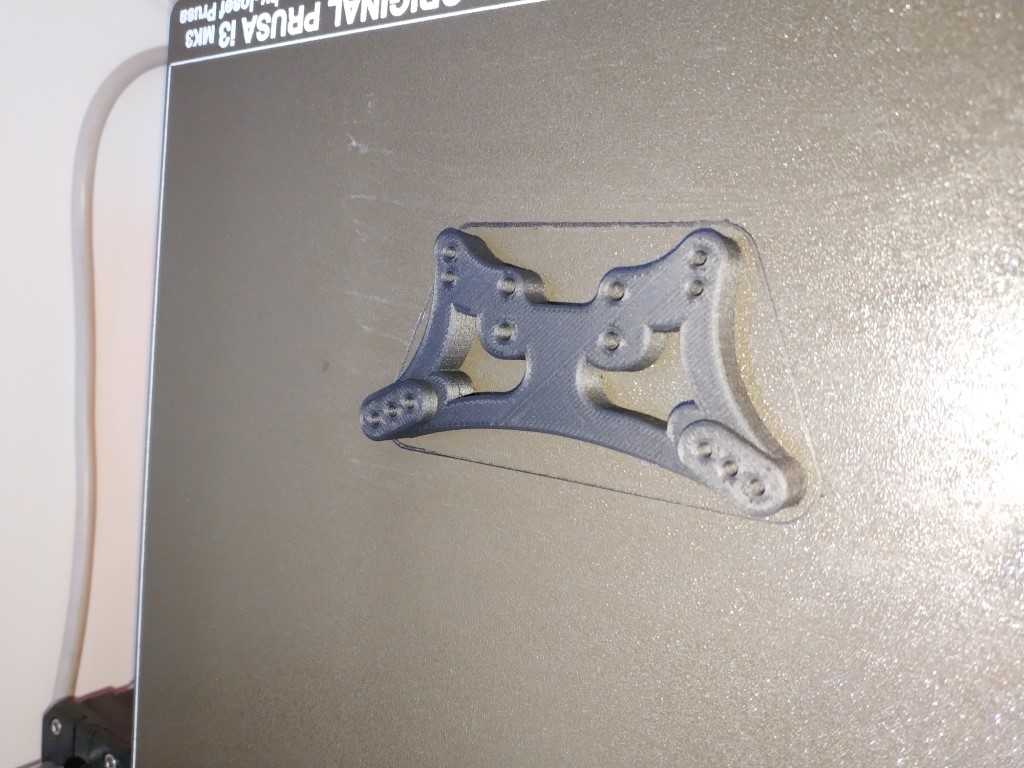
So, ich habe die Dämpferbrücke fertig und lade gleich ein paar Bilder hoch.
Zu den Rahmendaten:
- 0,4er Düse (E3D Messing)
- 250° Nozzle
- 75° Druckbett
- strukturierte Druckplatte
- Klebestift (zum Glück, ich habe nämlich die falsche Platte eingestellt und hätte mir diese sonst ruiniert..... Passiert also auch vermeintlich sicheren Nutzern. 🙄 )
- eigenes PET Profil (auch auf die Schnelle erstellt. Mein vorheriges ist bei einem der zahlreichen Slicer Updates auf der Strecke geblieben)
Dafür ist das Ergebnis recht ordentlich geworden. Ich schraub das Teil dann mal auf den Buggy und teste.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich kann mir nicht helfen, aber nachdem ich mir das Bild mehrfach angeschaut habe gewinne ich den Eindruck das da zu viel Material aus der Düse gekommen ist. Ist das Filament maßhaltig? Oder weicht es stark ab? Manchmal liegt der Teufel da echt im Detail.
Etwas in die Richtung muss wohl drann sein. Mir kommt es vor, als ob manchmal zu wenig (Spalt und Löcher vor der Perimeter-Schicht) und manschmal zu viel extrudiert wird (rauhe Oberfläche und dieses "gepresste Tüpfelchen" am Anfang oder Ende vom Layer)
Das neue Filament hat schon seine 1,75 mit der Schiebeleere gemessen, aber wie konstant kann ich nicht sagen, so lange der Druck läuft.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So, hier nun die Bilder.
Der first Layer ist grausig, aber der Rest geht.
Wie gesagt, ist ein vorläufiges Profil und ich hatte ein anderes sheet drauf als eingestellt. 🙄



Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Das ist ein kleiner Cutter. Für den groben Größenvergleich.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Die Kalibrierung der Extrusionsmenge steht auch im Zusammenhang mit der Maßhaltigkeit. Vielleicht kommst Du nach den Optimierungsvorgängen besser an die gewünschten Toleranzgrenzen hin. Da brauchts halt Geduld und viel Experimentierfreude. Ich sage mal, alles im Bereich von +-0.1mm ist schon recht gut. Das hängt natürlich auch mit der Bauteilgröße zusammen. Kunststoff schrumpft im amorphen Zustand ca. 0.2-0.8% nach dem Abkühlen. Wenn Du dann noch einen evtl. Verzug dazurechnest, kommst Du schon mal auf über 1.5% Abweichung (ABS, PA12) oder sogar mehr. Ob die Slicersoftware einen durchschnittlichen Schwund beim Berechnen der Layerbahnen berücksichtig weiß ich nicht, ich gehe aber davon aus (ich habs noch nicht getestet). Ein Test mit z.B. einem 20er und anschl. einem 100er Würfel würde dies besser veranschaulichen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Sieht doch gut aus. Die Oberfläche des first layers ist vielleicht auch dem Kleber geschuldet. Welchen Kleber verwendest Du vorzugsweise. Ich bin mit dem Produkt DIMAFIX (Pen, Spray mag ich nicht so gerne) nicht ganz zufrieden, weil er nicht ganz hält was er verspricht. Bei PA12 zeigt er manchmal seine Grenzen, aber Nylon ist halt etwas Eigenes.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Nee nee, das hab ich schon selbst vergeigt mit der ersten Schicht. 😉
Ich verwende zum einen den Kleber von Prusa, und dann noch einen Stick der mit "Epix Stick" beschriftet ist. Irgendwas günstiges halt. Funktioniert beides recht gut. Ich mache da aber auch keinen Film von. Wenn es damit nicht hält, gibt es halt noch Brim dazu. Aber den Stick verwende ich tatsächlich sehr selten. Das letzte mal hab ich den verwendet als ich Teile diagonal mit 290mm länge und 30mm Höhe (grob ein U-Profil) gedruckt habe. Die kamen ohne Kleber an den Ecken hoch.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Also PTEG auf dem rauhen sheet mit Kleber, richtig? Ich drucke das aktuelle PETG auf dem glatten folierten sheet und das haftet schon ganz böse : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Nein, ich drucke normalerweise alles ohne Kleber. Nur in Ausnahmesituationen nutze ich den.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Nein, nicht PETG. Ich verwende den Kleber für PA12. Ohne Kleber haftet die erste Schicht überhaupt nicht auf dem texturierten Druckbett (trotz Brim), obwohl ich mit anderen Materialien keine Probleme habe. Da ich viel Nylon Kleinteile drucke (da tut der Kleber einigermaßen seinen Dienst) habe ich mich entschlossen sheets verschiedener Hersteller und Bauarten zu testen. Das wird wohl eine längerwieriges Projekt werden, aber wenns dann passt...
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ah das hab ich dan falsch verstanden.
Wärend ich so meine Teile für den Tisch drucke überlege ich wegen dem Extruder. Ich hab da mehrere Herangehensweisen gelesen, um den Vorschub zu messen. Manche sagen heiß und mit Düse, andere sagen kalt und ohne Düse. Wenn dann mit über Pronterface der Stepper angesteuert wird, sollen bei E100 halt 10cm Filamentdurchgejagt werden.
Hab noch mal in meinen Aufzeichnungen nachgesehen (ja, ich schreibe mit : ) Ich bin bei "heiß mit Düse" eben auf die Zeit von 40 Sekunden Extrusion gekommen, mit dem Befehl E100 bekomme ich 100,7mm Material durchlauf, gemessen von oben am Extrudergehäuse. Allerdings nur, wenn ich wie in der firmware vorgegeben E280 auf E284 verändere. Den Wert habe ich mit M503 (info) ausgelesen.
Ich hab mich an diese Anleitung gehalten. https://drucktipps3d.de/extruder-esteps-kalibrieren/
Es waren nicht 3mm wie ich in Erinnerung hatte, Karl-Herbert.
Das sollte dann schon so passen, oder?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hier noch einige Bilder zum Flexdruck und den manchmal abenteuerlichen Konstruktionen um ans Ziel zu kommen:
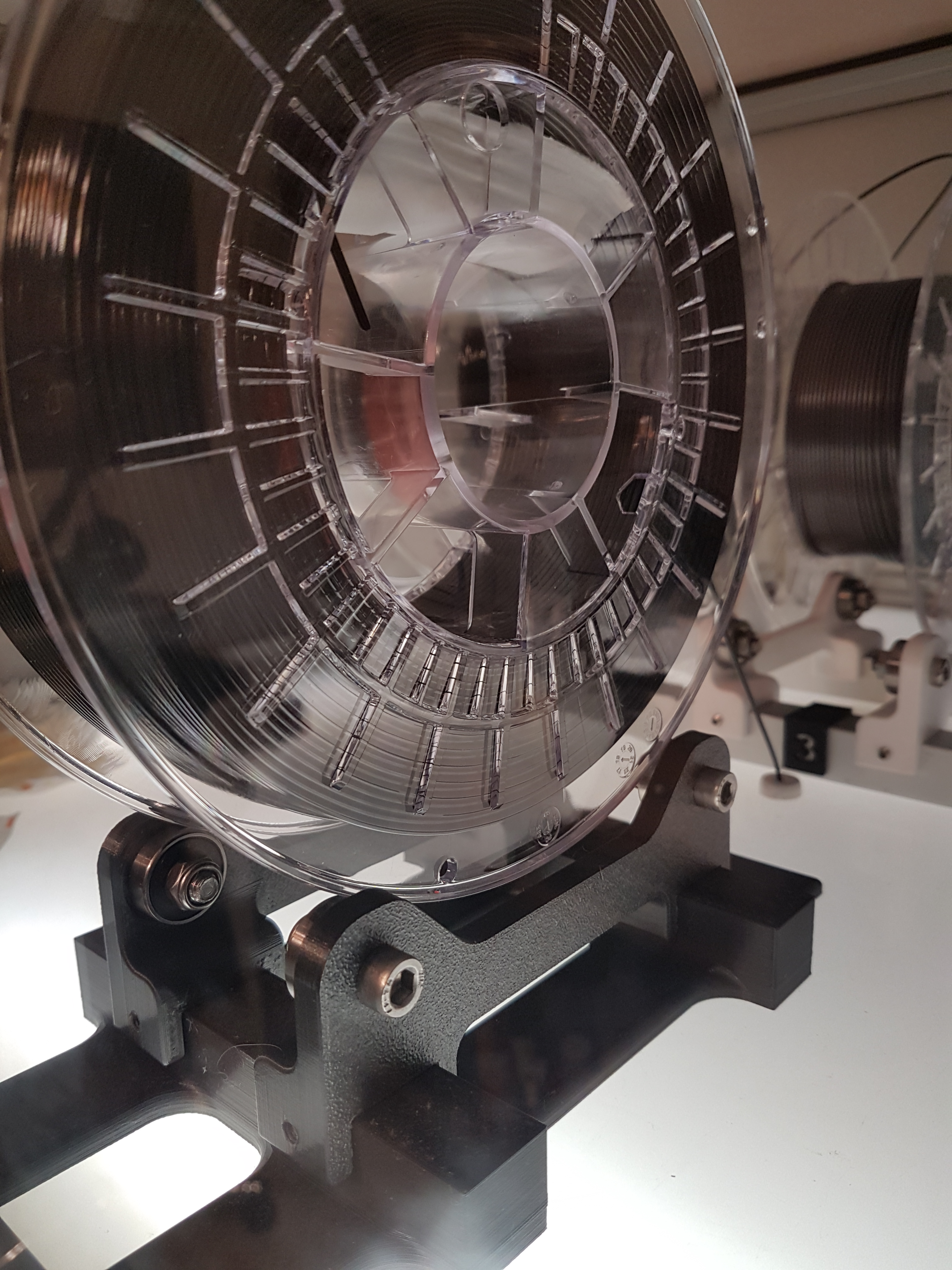
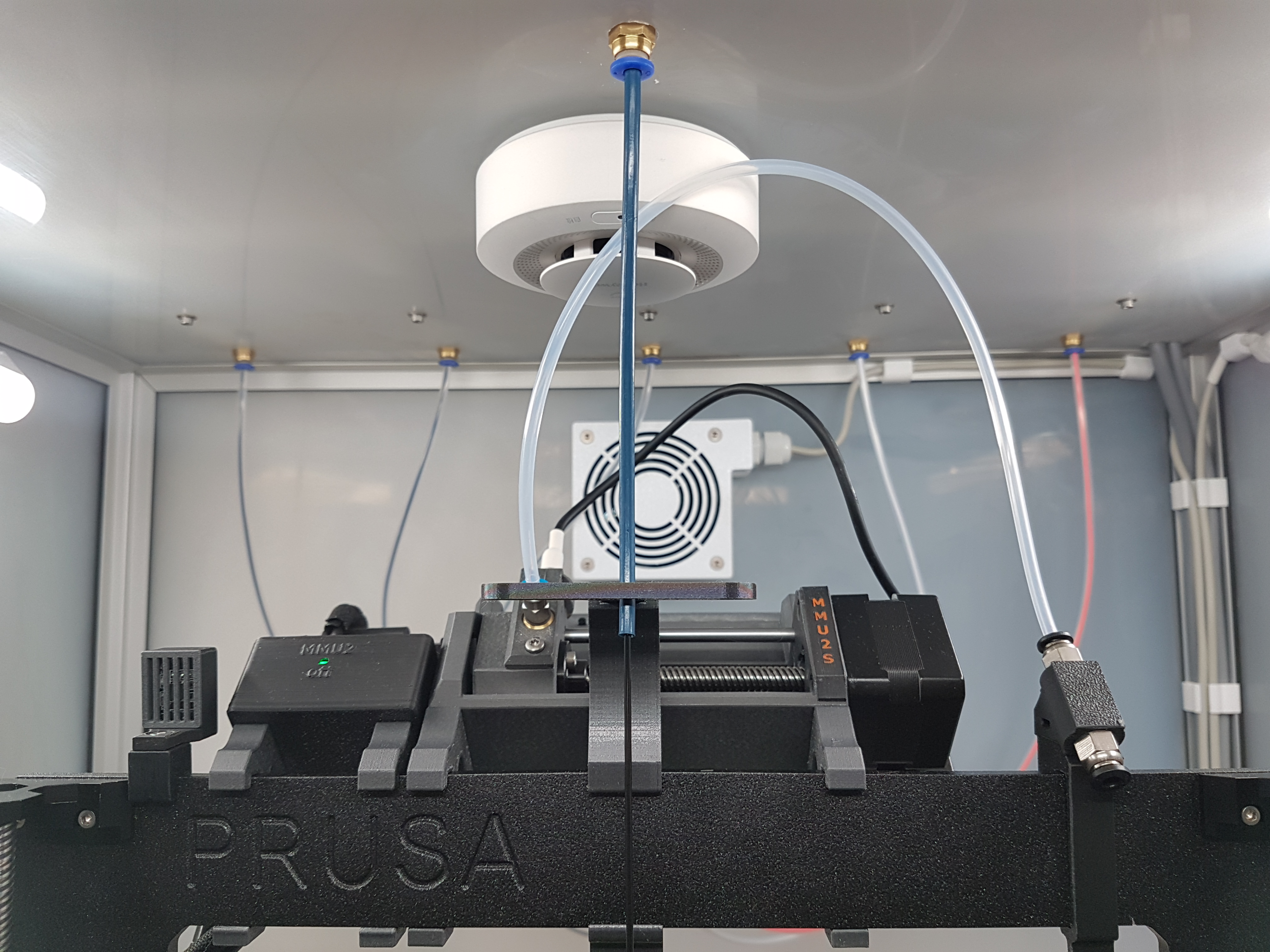
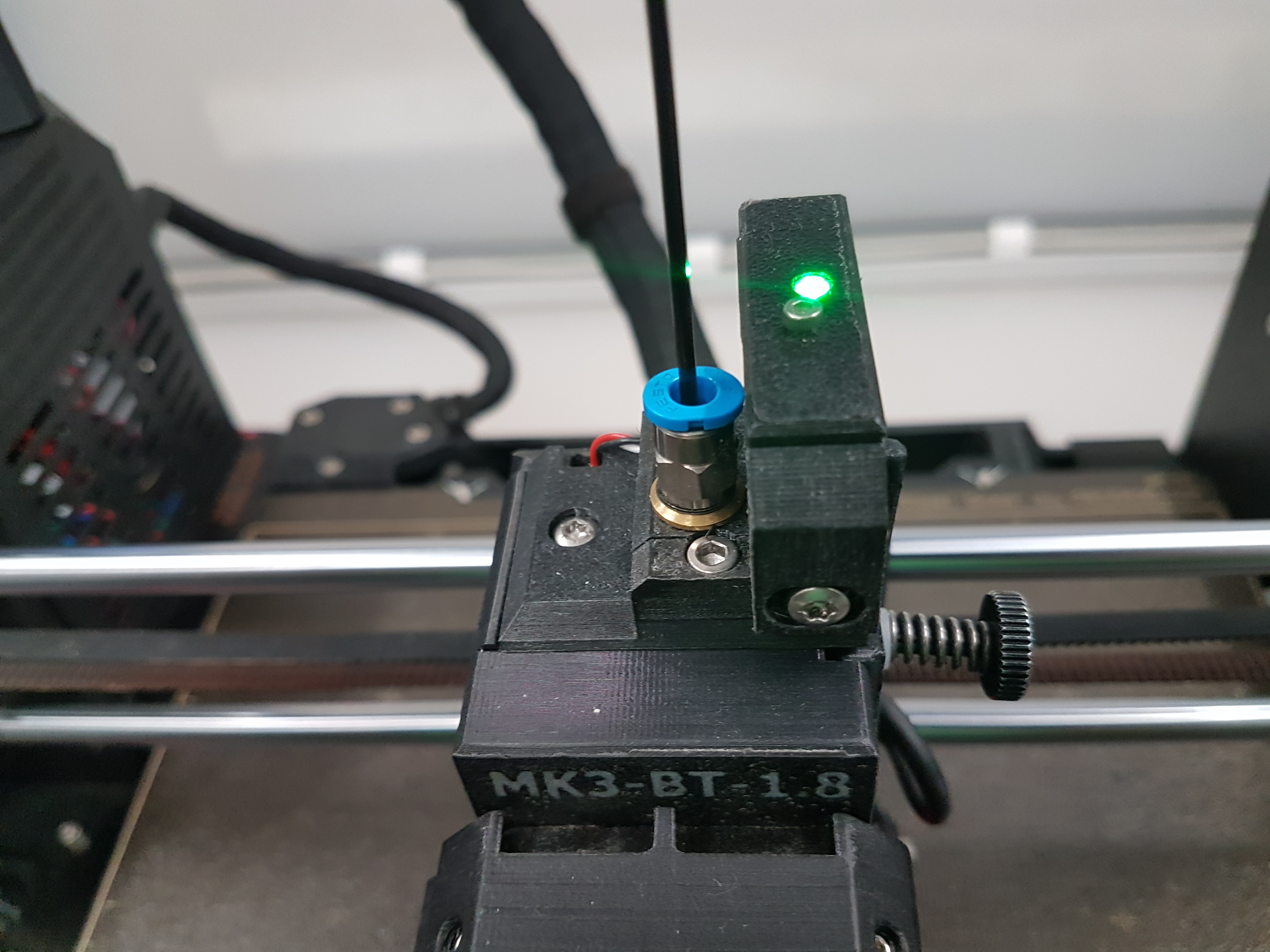
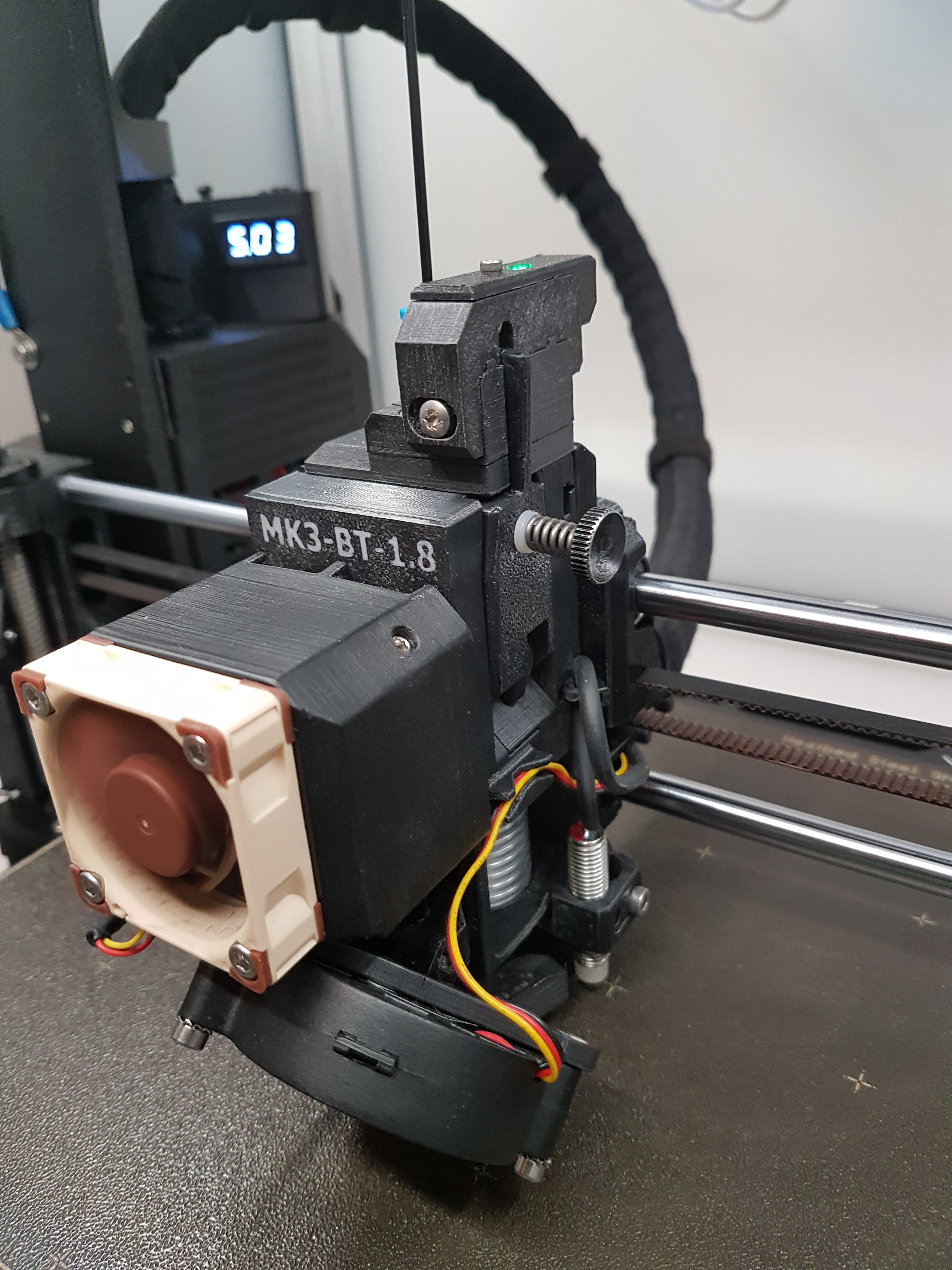
Die Kühlung spielt beim Druck von weichen Materialien auch eine Rolle. Aus diesem Grund kühle ich auch den pancakestepper und das Getriebe mit einem 12V Lüfter. Damit kann ich die Temperaturen auf max. 35 Grad Celsius konstant halten. Ohne Lüfter habe ich im Bereich des Getriebes Temp. von über 60 Grad gemessen (Druck in geschlossenem Gehäuse).
Die MMU2 ist hier deaktiviert. Kai kennt den, ich nenn ihn mal "Holgerschen" Schalter (TX, RX off).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich würde sagen das kann man gelten lassen. Ich schau halt immer besonders auf Präzision um möglichst saubere Ergebnisse zu erzielen. Manchmal weiß man eben nicht woran es liegt, aber wie gesagt, oft sind es nur Kleinigkeiten welche man eigentlich aus logischen Betrachtungen heraus ausgeschlossen hat.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Da bin ich ganz auf deiner Seite. Die "letzten 5%" machen den Unterschied zwischen Sehr gut und Perfekt.
Deshalb gefällt mir die Sache mit den Federn auch so gut. Erst wenn das erledigt ist, macht es für mich Sinn an anderen Parametern zu drehen. Bis dahin lese ich und stelle hier meine Fragen : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo an alle,
nachdem die Slicer gesteuerte MMU2 Abschaltautomatik nun prozesssicher arbeitet, habe ich mich an die ersten TPU Druckversuche herngearbeitet. Vorweg kann ich sagen, dass das Thema Filamentblockaden, Verstopfungen oder Ähnliches gelöst zu sein scheint. Das Filament läuft frei, ohne größeren Reibungswiderstand zum Extruder, welcher widerum störungsfrei seine Arbeit verrichtet. Für den Anfang sind die Ergebnisse schon ganz brauchbar, im Vergleich zu den Schwierigkeiten zum TPU Druck mit der MMU2. Ich habe 2 Klassiker gedruckt und dabei ist mir folgendes aufgefallen:
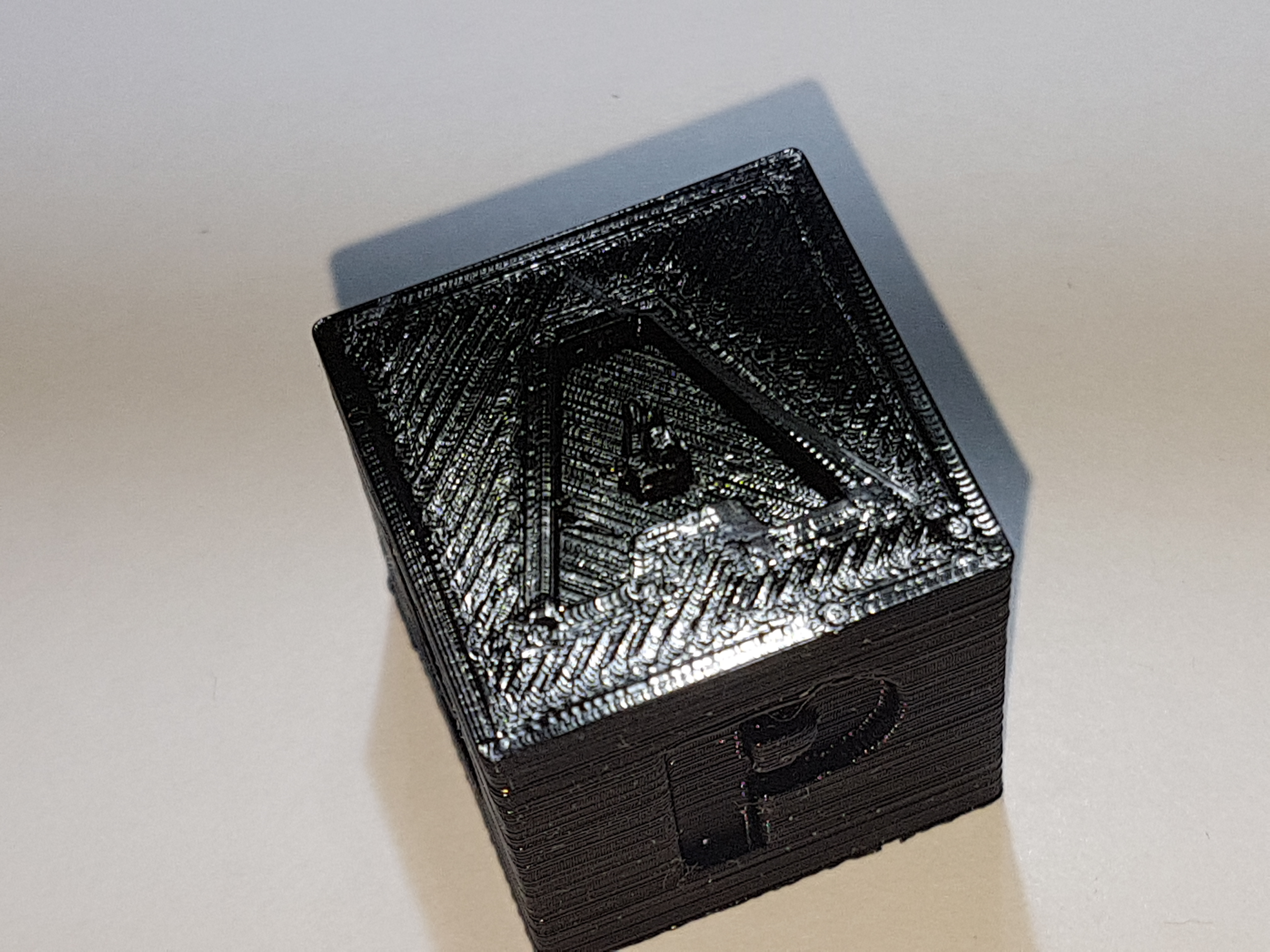
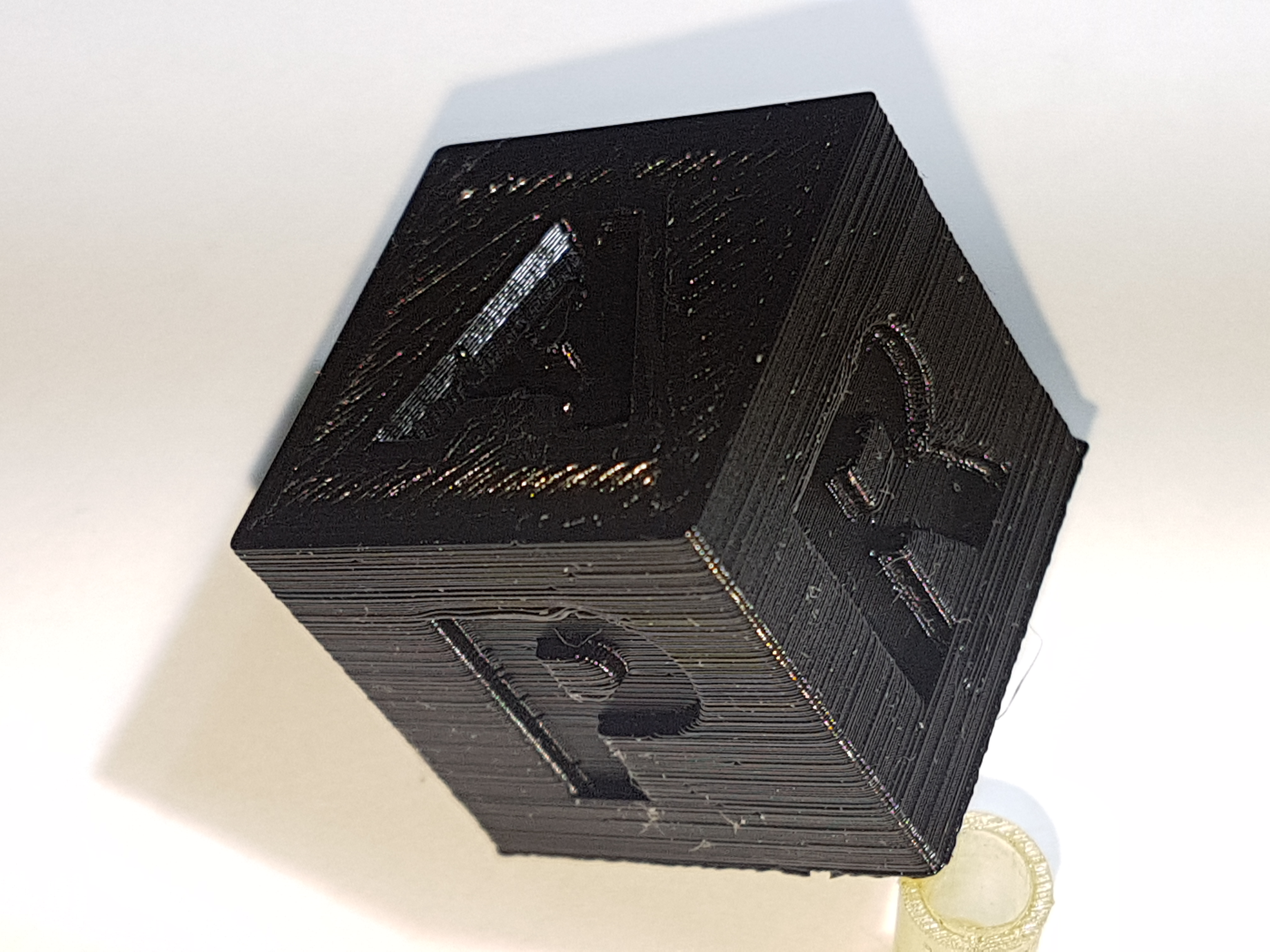


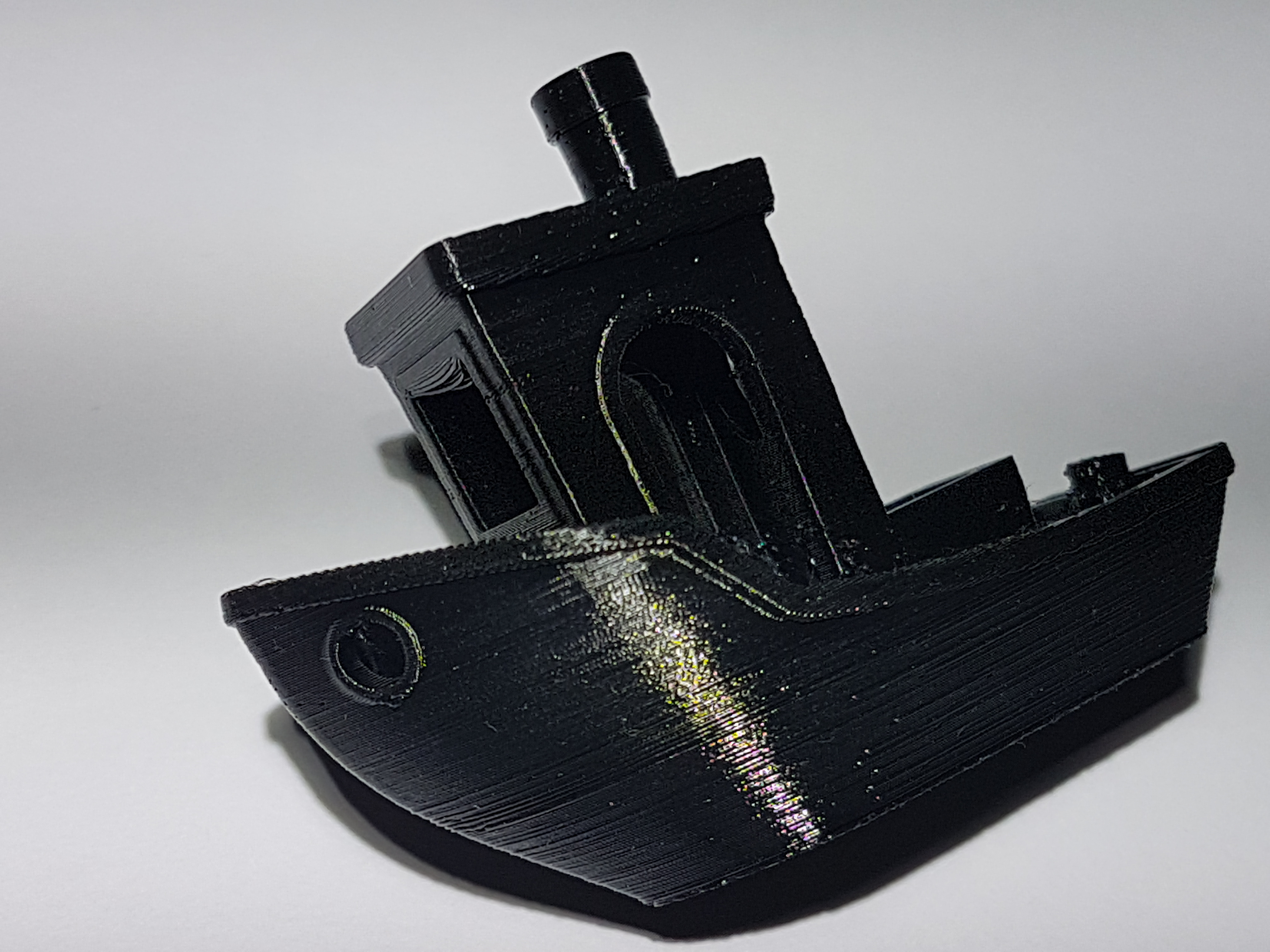
- Da es sich bei TPU um ein sehr hygroskopisches Material handelt und ich dieses "natürlich" vor dem Druck keinem Trocknungsprozess zugeführt habe, spiegelt sich das an den Ergebnissen wider, wie man sieht.
- Am Extrusionsmultiplier muss auch noch geändert werden.
- Was mir aber am meisten aufgefallen ist, ist die Tatsache, das die Druckergebnisse, je nach Tisch-Orientierung des benchy's (parallel zur X oder Y-Achse) sehr unterschiedlich ausfallen. Nach einigen Tests habe ich herausgefunden, dass dies in direktem Zusammenhang mit der Düsenlüftung steht. Die Lüftung ist noch sehr ausbaufähig. Die Luft strömt vorwiegend von vorne auf das Bauteil und vernachlässigt die seitlichen und hinteren Bereiche, was dann bei solchen Filamenten gut sichtbar wird. Man sieht es teilwiese auch auf den Fotos.
Was heißt das jetzt für mich:
Erstens: TPU Slicereinstellungen weiter optimieren
Zweitens: Eine neue Düsenlüfterkonstruktion austüffteln. Dabei haben Holger und Thomas mich schon auf die richtige Spur gebracht. Umrüsten auf mehr Leistung und den Luftstrom optimieren und zwar so, dass er großteils zur Düse und Material bläst. Ich denke da an einen Radiallüfter direkt am Extruder angebracht oder vielleicht auch an eine externe Variante mit einem leichten und felxiblen Luftkanal.
So, das wars erst mal. Vielleicht sieht jemand noch etwas, was ich übersehen habe.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So, bin einen Schritt weiter gekommen. Entschuldigt das schlechte Foto : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Na, das kann sich schon mal sehen lassen. Ein einfaches und funktionelles Gehäuse. Das RC macht Dir sicherlich viel Freude!
Ich gehe richtig in der Annahme, dass Du und Kai recht viel im Modellbau tätig seit, und sich da im Laufe der Zeit viel Materialwissen angesammelt hat bzw, noch ansammeln wird. Da wäre natürlich Euer Feedback bzgl. Materialeigenschaften ein wertvoller Input.
Ich drucke derzeit viel mit Nylon, was sich halt bei manch filigranen Teilen recht schwierig gestaltet und aufgrund der Formgebung des Bauteiles kaum mehr druckbar ist. Die Betthaftung ist auch schwierig. Da suche und teste ich laufend Druckplatten, Beschichtungen, Kleber usw.
Da sich Nylon gut für vollvolumige Bauteile eignet (Zahnräder, Träger, Gleitbuchsen..), weniger für Bauteile mit Hohlräumen, dünnen Stegen oder Überhängen suche ich nach Alternativen wie z.B. Eure Erfahrungen mit Materialien aus dem "Rennsport" (hohe Zähigkeit, Schlagfestigkeit, Temperaturbeständigkeit).
Derweil sind die Alternativen noch ABS, CPE-HG100, ASA (in der Testphase). Mit carbonhaltigen habe ich nicht so gute Erfahrungen bzgl. Festigkeit bei Wechselbelastungen gemacht. Ebenso nicht mit Polycarbont, welches zwar hohe Festigkeitswerte aufweist aber hochdynamischen Wechselbelastungen mit der Zeit Risse bildet und in Folge zerbricht.
Ich wünsche noch einen schönen Sonntag,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Dann beginn ich mal mit den Felgen aus PTEg. Werd die zweite Seite dann aus ABS drucken und am gleichen Buggy fahren. Mal sehn welche zu erst aufgibt. Obwohl, das PTEg sieht schon vielversprechend aus.
Gedruckt mit 0.3mm Schichtstärke und "Standard PTEg" Setting ohne weitere Änderung im Gehäuse mit offenen Türen (ca.24°C).
Nur am Rande, die Lagersitze sind 10.9 im CAD und 10.8 im gedruckten Modell. Lager passen so mit etwas schmackes rein.



RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Wo ich mich jetzt gerade frage, wenn ich z.B. die Felgen ABS drucke und dann mit Aceton glätten will, mach ich da 0.1mm Schichtstärke, was wirklich lange zum Drucken braucht oder reichen 0.2mm, weil die Oberfläche dann eh verrinnt? Ich hätte einfach auch gerne eine schöne Oberfläche, die nicht dach FDM Druck aussieht.