RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Servus Thomas,
das sieht ja schon mal sehr gut aus!
Du schreibst, dass alle 2 Stunden im äusseren Bereich Material von der Düse abläuft. Kann es sein, dass der Düsenbund nicht mit dem Bund der "heatbreak" abdichtet? Vielleicht wechselst Du mal dieses Teil, und bei der Gelegenheit gleich eine Titanversion installieren.
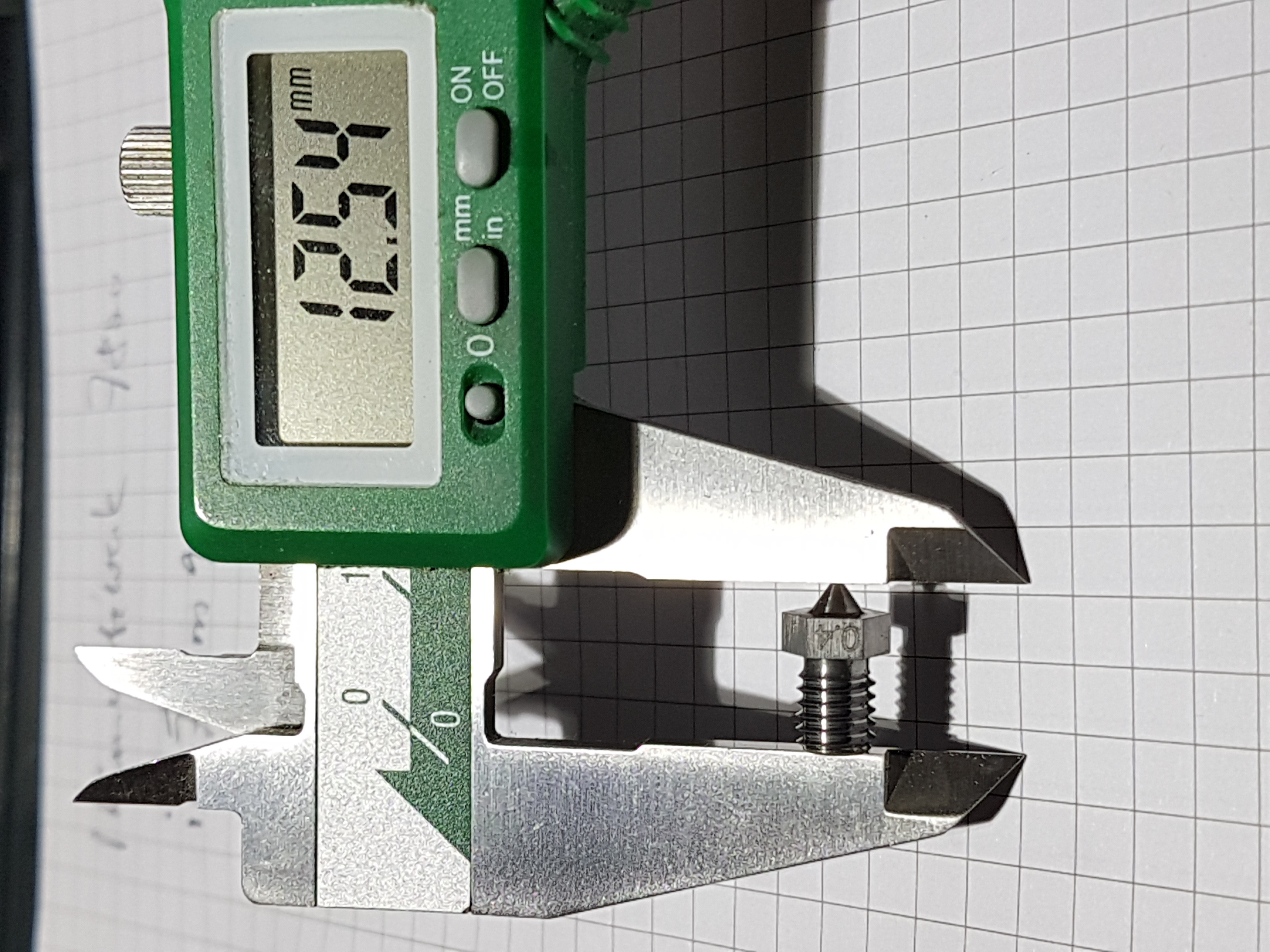
Ich habe heute gerade meine tungsten carbide Düsen aus den USA erhalten. 142 Euro für 2 Stück inkl. Zoll, Steuern und Gebühren ist auch nicht ohne, aber die Düsen in der Form sind in Europa nicht erhältlich. Ich würde Dir gerne eine zu Testzwecken zur Verfügung stellen, damit Du diese mit dem XT-CF20 testen kannst.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hi Karl.
Ich bin mir sicher, dass die Düse zum Heatbreak abdichtet. Ich hab ja jetzt zwei mal (zum aller ersten Mal!) die Düse hin und her getauscht. Die dichtet an der Stirnfläche ab, da sabbert nichts raus.
Klar versuch ich mich an der Düse! Nur wird da noch ein wenig dauern. Jetzt habe ich fast mein ganzes CF20 aufgebraucht, bekomme nächste Woche die Nozzle-X und habe noch zwei kleine Teile zu drucken, für mein aktuelles Projekt. Sinnlos mag ich nicht drucken, ist doch eine wichtige Resource, der Kunststoff.
142€ ist auch mal eine Ansage. Obwohl da warscheinlich ein ordentlicher Teil Porto und Zoll sind. Aber so Präzisionsteiel düfen schon was kosten. Wenn ich nur an die Vergaserdüsen und Nadeln aus Japan oder USA denk, na Prost.
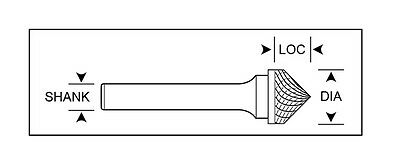
Übrigens soche ich gerade einen 90° Fräser für die Versenkungen in den Carbonplatten, die sind auch aus Carbid und kosten auch schweineviel. 60€ aufwärts für das kleiner Stifterl.
Ach was ich mich noch gerade frage, in welchen Abständen sollte man das kurze PTFE-Schläuchlein im Hotend tauschen?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Übrigens soche ich gerade einen 90° Fräser für die Versenkungen in den Carbonplatten, die sind auch aus Carbid und kosten auch schweineviel. 60€ aufwärts für das kleiner Stifterl.
Ach was ich mich noch gerade frage, in welchen Abständen sollte man das kurze PTFE-Schläuchlein im Hotend tauschen?
Falls Du Hartmetall Senker 90Grad Spitzenwinkel meinst, ist dies sicherlich besser geeignet für Carbonhaltiges aber wenn Du nur einige Senkungen zu fertigen hast, tut's auch ein HSS Senker. Allerdings greift das Graphit jeden Stahl an. Der Senker ist dann meist für die Tonne.
60 Euro ist auch nicht wenig. Ich würde hier mal nachfragen. Da gibts verschiedenen Größen zur Auswahl: https://shop.reca.co.at/werkzeug/bohr-und-zerspanungstechnik/metall/senk-und-entgratungswerkzeuge/senker/kegelsenker/hm.html
Zum PTFE Schlauch im hotend - Den habe ich seit 2 Jahren nicht mehr gewechselt, allerdings habe ich gutes Material "Capricorn" verwendet.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich hatte diesmal so einen angedacht, da ich den HSS Senker eben schon verschlissen habe.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Sowas kriegst Du z.B. hier wesentlich günstiger (Marke Tyrolit): https://www.kriete-industrievertretung.de/shop/tyrolit/10x5-6x55-52ksk-hm-fraeser-kegelsenker-90-grad-my/a-7534 .
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja das ist mal eine Ansage. Danke Karl.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Hi Tom,
wie lang hält denn bei Dir so ein HSS Senker wenn Du mit carbonhaltigem arbeitest?
Ich verwende dafür auch HSS Senker. Allerdings per Hand und nur relativ selten mal mit carbonhaltigem.
Möglicherweise sollte ich mir auch nochmal einen neuen daneben legen.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Die beiden die ich in der Werkstatt liegen habe sind nicht unbedingt die besten, einen hatten die Kollegen eh schon mit dem Stahl gekillt... Deshalb möcht ich ja diesen mit der Fräserkontur. Mit dem normalen HSS wird mir das Carbon zu heiss und es drückt auf der anderen Seite eine leichte Beule raus, auch bei langsamer Drehzahl. Mit der Hand muss ich das nicht machen, da werd ich alt. Auf der Standdbohrmaschine geht das schon schöner.
Grade aus, ich kann dir (noch) nicht sagen wie lange die halten, nur dass die beiden die ich habe nicht gut sind, auch der neuere von den beiden.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
@tomstar
Ich habe lange Zeit Graphitelektroden für die Senkerosion gefräst und da geht mit HSS gar nichts. Auch reines Hartmetall hat sich rasch abgenützt. Das Einzige was einigermassen standhielt waren diamentbeschichtete Hartmetallfräser. Für Deinen Zweck ist aber sicherlich Hartmetall ausreichend. Damit könntest Du evtl. auch glasfaserverstärktes Material bearbeiten. Früher, als wir es noch nicht besser wussten, haben wir auch Asbestplatten mit Hartmetall gefräst.
Wichtig ist auch, dass man den Schnittdruck nicht zu hoch wählt. Das Werkzeug darf nicht überhitzt werden. Du kannst evtl. auch Kühlemulsion verwenden. Dann staubt die Sache nicht so, hinterlässt aber einen schmierigen Film auf der Maschine.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Ich muss erlich sagen, ich traue dem Carbonplatten genau so wenig über den weg wie Aspestfasern. Ich bearbeite das CF eigentlich sehr ungern und wenn dann mit ordentlicher Maske und Handschuhen. Ich werd mir mal einen von den Fräser-Senkern holen und sehen ob die was besser können.
Hab vorhin mal die neue NozzleX montiert und das Polymaker PU eingelegt und einen neuen Fan-Shroud gedruckt. Super ist es geworden!
Standard Prusa-Slicer Einstellungen und flow auf 93 runter. Leichte Fäden zieht es aber nichts ungewöhnliches sonst. Ich habs mit geschlossenen Gehäuse bei ca 38°C gedruckt.
Ich glaube das PU wird mir bei den Modellautos noch sehr gute Dienste leisten, vor allem bei Felgen denke ich.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Vielleicht noch ein Tip zu den Carbon- oder Glasfaserplatten. Wenn ich dort feilen, schleifen etc. muss, versuche ich das zusätzlich zur Schutzbekleidung unter Wasser zu machen. Man wundert sich was an Schleifstaub bei ein wenig "entgraten" nachher im Wasser schwimmt. Natürlich immer nur da wo es geht. Beim Bohren und/oder Senken verwende ich dann eher etwas Wasser aus der Spritzflasche an der jeweiligen Stelle. Da ich anschließend sofort alles trockne kann ich auf den Korrosionsschutz weitestgehend verzichten.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo ihr beiden.
Ich hab was vor und möchte eure Meinung dazu. Hab eben beobachtet, wo der Tropfen uuf der Düse her kommt. Filament eingelegt, Drucker im Leerlauf und es rinnt ein Dünner Faden aus der Düse, das ist ja soweit normal, denke ich.
Wenn ich den Druck starte und das Leveling geschieht, drückt es ein kleines Stück ausgeronnenes Filament um und das klebt dann fest.
Auch wenn ich vorher die Düse penibel reinige stehen da schon wieder 3mm raus.
Jetzt möchte ich den Startcode ändern, so dass das Hotend nach dem Leveln nach Oben (Z) ind die Mitte (X) fährt, ich die Düse noch mal reinigen kann, und nach drücken des Drehtasters der Druck beginnt.
Auch wäre mir eine längere "Vordruck" recht, so dass die Düse wieder ordenlich voll ist.
Was meint ihr dazu?
lg Tom
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Also ich habe mir zum Reinigen der Düse (kurz vor Druckbeginn) eine kleine Vorrichtung gebaut an welcher Restfilament an der Düse an einer Silikonplatte 5-10x abgestreift wird. Das habe ich im Startcode eingebaut. Das Filament wird an der Ladeposition geladen bis etwa ein 5cm langer Streifen durch die Düse läuft, kurzer Retract, 5-10x abstreifen und los gehts. Bei mir bilden sich deshalb keine Tropfen, Blobs o. Ä. auf der Druckplatte.
Hier mal ein Foto zur Vorrichtung:


Die Vorrichtung kann man auch beim MM Druck einsetzen und kann dabei den Reinigungsturm weglassen. Ich habe die Silikonhalterung derweil aus PEEK gefertigt. Wenn sich das System gut bewährt werde ich es aus Metall fertigen.
In Deinem Fall könntest Du etwas mit dem Retract spielen. Hinfahren auf Reinigungsposition - Retract - Düse reinigen. Die Düse brauchst Du nicht vorladen wenn Du bei Druckbeginn einen Rand druckst.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Das ist eine schöne Lösung. In Deinem Fall quasi auch wie zu erwarten. 😉
@tomstar
Ich bin ziemlich penibel bei der Reinigung. In meinem Fall heißt das das ich bei stark "ausfließenden" Filamenten direkt vor, und direkt nach dem Leveln die Düse reinige. Vorher mache ich das normalerweise mit einem fusselfreien Tuch, und danach mit einer bereitliegenden Pinzette. Zusätzlich, sollte ich mal nicht schnell genug sein, habe ich das Glück das sich ein solcher Filamentfaden bei mir fast immer an die Andrucklinie heftet und dort auch verbleibt. Zusätzlich reinige ich generell vor und nach jedem Druck, egal welches Filament drin war, die Düse.Das mache ich normalerweise mit einem Tuch, wenn die Anhaftungen zu viel werden (oder nicht abnehmbar sind mit einem Tuch) dann verwende ich auch eine weiche Messingdrahtbürste. Das ist aber immer die letzte Wahl. Mit einer Nadel habe ich beispielsweise das letzte mal vor über 2 Jahre in einer Düse gestochert. Wenn ich dran denke mache ich bei sehr vielen PLA Drucken auch immer gleich einen Cold Pull am Ende des Drucks.
Aber zurück zu Deiner Frage: Ich finde die Idee einer Reinigungsposition gut. Manchmal hängt nach dem Leveln ja wirklich ein ordentlicher Strang unter der Düse. Gebe dabei aber auch gleich zu bedenken das Du dafür einen TimeOut einplanst. Nicht das der Druckkopf durch einen blöden Zufall mal längere Zeit aufgeheizt über dem Drucker schwebt.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich hab mir das so gedacht.
G80 ; mesh bed leveling
*ab hier geht mein Code los*
G1 X170 Y20 Z120 E-0.05410*Extruder fährt auf angenehme Reinigungsposition und macht retract*
M17 *brauche es den M17 hier? die Stepper sollen aktiv bleiben, damit ich sie nicht verschiebe*
M117 PAUSED; CLEAN NOZZLE *Extruder steht da und ich reinige die Düse*
*und jetzt bin ich mir nicht sicher wie ich den Drucker wieder mit Tasterdruck aus der Pause raus bekomme*
M1; user stop
M105; return to current temp
*hier endet mein Code*
G1 Y-3.0 F1000.0 ; go outside print area
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Ich arbeite auch sehr sauber aber duch das Startprocedere verdreckt es mir wie beschrieben wieder die Düse.
@karl-herbert
Super lösung, nur schiebt es da nicht das überschüssige Filament einfach von der Düsen und es bleibt erst an der Seite hängen?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Okay, habs mal einfach probiert, obwohl ich eigentlich nicht so gerne einfach im Code herum schreibe.
Es passt fast, ich muss den Extruder nach dem Reinigen wieder in die Position ausserhalb des Druckbereichs bringen.
G1 X0 Y-3.0 Z0 F1000.0 ; go outside print area *passt hier Z0 oder fährt dann die Düse schon in Bett?*
Was mir noch nicht gefällt, ich bekomme den Drucker nur über den OctoPrint aus der Pause raus. Da wäre mir viel lieber, wenn ich das mit dem Drehknopf-Taster machen könnte. Geht das so einfach?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Die Sache ist die, dass ich die Düse vor dem Drucken immer mit einer Nylonbürste sauber reinige. Ein dünner Restfaden, welcher aufgrund der Temperatur entsteht wird relativ gut vom Silikonplättchen durch mehrmaliges hin und herfahren entfernt. Man muss halt die Position und die Abstreifhöhe gut justieren. Danach fließt Filament durch die Düse (Reinigungseffekt) in den Auffangtrichter und von dort in einem Sammelbehälter. Im Prinzip könntest Du statt dem Silikonplättchen auch eine Messingbürste verwenden. X-carriage habe ich auf der Idler Seite neu gedruckt um den Verfahrweg nach X+ (ca. 2mm) zu erhöhen. Somit komme ich über den Bettrand hinaus zum Reinigungspunkt. Die Firmware ist rasch angepasst.
Ich habe ein kurzes Pausescript verfasst, welches ich zum Einlegen von Inserts verwende. Da muss ich im Prinzip nur die Layerhöhe definieren an welcher der Drucker pausieren soll, lege mein Insert ein und drücke dann auf fortsetzen.
Dasselbe könntest Du für Dich verwenden, nur eben halt zum Reinigen:
M117 pause printing
M300 S1000 P500 ; Piepton, brauchst Du aber nicht
G91 ; inkrementel verfahren
G1 Z50; pause, move print head up (check max_z) - oder Deine gewünscht Wechselposition, beachte aber -> inkrementeler Verfahrweg
M104 S0 ; evtl. Düsenheizung deakt. - brauchst Du wahrscheinlich nicht
M0 pause - press knob to continue
M109 S[first_layer_temperature] ; Düsenheizung wieder aktivieren
G1 Z-50; continue, move print head down - denselben Weg den Du vorher verfahren bist inkrementel wieder zurückfahren (Vorzeichen umkehren)
G90 ; absolute Positionierung wieder aktivieren
M117 continue printing - Jetzt sollte der Druckkopf wieder dort stehen wo er vor der Reinigung war
und hier weiter mit dem gcode.............
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Also ganz so will as nicht. Nach dem Reinigen fährt der Extruder jetzt ganz rauf und nach rechts...
Auch das mit dem press knob to coninue will nicht, muss immer zum Computer rüber und von dort steuern.
G80 ; mesh bed leveling
M117 CLEAN NOZZLE
G91 ; inkrementel koordinaten
G1 X170 Y20 Z120 E-0,05410
M0 pause - press knob to continue
M109 S[first_layer_temperature] ; Düsenheizung aktivieren
G1 -X170 -Y20 -Z120
G90 ; absolute koordinaten
M117 continue printing
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X80.0 E9.0 F1000.0 ; intro line
G1 X120.0 E12.5 F1000.0 ; intro line
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ah, das minus falsch gesetzt... es ist einfach zu heiß um klar zu denken.
Jetzt noch das mit dem Taster.