RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
(Korrektur zu oben G1 E200 bei 200mm)
Hab mir noch PTFE Schlauch geholt, den mit 4mm Aussendurchmesser und 2mm Innen. Leider lässt sich das Carbonfilament nur mit etwas Kraft duchziehen. Habt ihr da Erfahrung, wie sich das Extrudergetriebe da anstellt? Ich denke das hat zwar ordentlich Drehmoment und kann sicher einigas an Last ziehen, nur fürchte ich, dass das Filament dann duch die Zähne durchrutscht.
Vielleicht mache ich aber nur ein paar Schlaufen als Filamentführung, damit ich das eher steife CF20 sauber zuführen kann... mal sehen wie ich morgen drüber denke.
lgTom
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Hi Tom,
das ist ja echt ärgerlich mit Deinem Filament.
Ich nutze das XT-CF20 ja auch, allerdings ganz ohne Probleme.
Du hast bestimmt schon mal den Durchmesser über einige Messpunkte gemessen, oder?
Bei mir geht das ganz sauber, ohne großartigen Widerstand, durch die PTFE Schläuche.
Ich verwende es allerdings in einem Setup mit sehr kurzer Führung durch den Schlauch.
Nur ca. 20 cm. um das Filament durch den Schrankboden zu führen. Dann geht es auch schon direkt in den Extruder.
Damit führe ich das Filament mittig über dem Drucker zu.
Die MMU nutze ich dafür allerdings nicht.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja, ärgerlich, aber irgend wie auch tüftlerisch : )
Hab hier ein interessantes Topic zum CF20 gefunden, bin erst bei der Hälfte: https://community.ultimaker.com/topic/10920-printing-with-colorfabb-xt-cf20-um2/
Aber ich seh da schon ein paar Parallelen, auch mit der Schichthaftung die für einen Moment nicht da was, den blobs und so weiter...
Mein Filament hier hat ziemlich gleichmässig 1,8mm. Blöderweise habe ich beim PTFE Schlauch etwas übersehen. Der 4mm hat nur 1,9mm innen. Der dünwandigere hatte die 2.1mm innen, war aber zu flexibel. Ich hole mir nächstens noch einen mit 4mm innen und 6mm aussen. Das sollte auf jenden Fall das Filament gut zuführen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Na da werd ich heute Abend mal etwas im Ultimaker Forum stöbern.
Wenn Du auf 4/6er Schlauch gehen willst, kannst Du das auch erst mit billigem Aquarienschlauch testen.
Den bekommst Du in jeder Zoohandlung und der liegt so bei 30 - 40 Cent pro Meter.
Und bei 4mm Innendurchmesser reicht das zum Testen allemal.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ach so, das hab ich noch vergessen. Der 4/6er Aquarienschlauch ist auch recht flexibel.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
OK, ich konnte es nicht lassen. Ich hab in der Pause grad mal den Thread quer gelesen.
Ich fürchte das da nur wenig von verwendbar bzw. für den MK3 anwendbar ist.
Dort wird hauptsächlich über Drucker mit Bowdensystem und Haftungsproblemen geschrieben.
Inter Layer Bonding ist auch noch ein Thema. Hier allerdings gleich mit der Einschränkung das die verwendeten Heizelemente möglicherweise nicht Leistungsstark genug sind um die verwendete Edelstahl Nozzle konstant auf Temperatur zu halten.
Bei der Haftung geht es auch hauptsächlich um Glas und Aluplatten. Zusätzlich geht es auch direkt um das Thema das die dort verwendeten Drucker im Originalzustand die erforderlichen Temperaturen nicht schaffen. Unsere MKx Drucker schaffen diese aber sowohl am Hotend, als auch beim Druckbett spielend.
Edit: Soweit ich mich erinnere druckst Du doch aktuell auch mit einer Edelstahldüse, oder? Passiert das alles bei Messing auch so?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Naja, was ich so rausgelesen habe ist eben auch bei denen das Problem, dass nach einer Weile eine dünne Schicht flüssiges Filament an der Düse anliegt und die dann wo runter tropft. Da das Filament sehr schnell aushärtet, wird dieses überschüssige Material zum Hinderniss und es kommt früher oder später zur Kollision. Ich denke das hat auch nicht mehr viel mit Überextrusion zu tun.
Ich werde in Zukunft auch immer nur mehr ein Teil drucken, da ich beobechten konnte, dass immer der Beginn jedes neuen Layers zum "abschüttler" für das an der Düse haftende Material wurde.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich hab leider momentan nichts für das cf20 zum drucken.
Sonst würde ich das auch mal wieder probieren.
Ich kann im Moment auch nicht sagen ob sich bei mir dann auch ein "Schmierfilm" auf der Düse gebildet hat. Das werde ich aber beobachten sobald ich wieder "carbonhaltig" drucke.
Hast Du denn weiterhin auch das Problem mit der Layerhaftung?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich hab z.Z. auch nichts im Pflichtenheft für Carbondruck.
Es gab immer wieder mal wo eine Schicht, die entweder einfach gefehlt hat oder eben nicht gehaftet hat. Immer in zusammenhang mit so einem blop-artigen Patzen. Einige Teile sind auch makellos geworden, aber dann auch wieder diese eine Schicht, wo ich das Druckteil einfach abheben konnte.
Ich dachte auch schon daran, einen einfachen dünwanndigen hohlen Zylinder mit aufs Druckbrett zu stellen, quasi dort wo der Layer immer beginnt. So wie der Block bei den mehrfarbigen Drucken, um die Düse zu reinigen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
So, ich zieh jetzt die letzten Meter CF20 durch ; ) Meine PTFE Schlauchkonstruktion dürfte auch funktionieren. Das Filament ist zwar straff aber der Extruder zieht es schön Stück für Stück nach.
Sag mal bitte Kai, wieviel Infill hast du eigentlich immer so gegeben? Weil ich hab bisher immer 100% gehabt und reduziere das jetzt mal. Bei den Felgen, die ja eher dünnwandig waren denke ich war das kein Fehler aber bei anderen Teilen die eher mehrere mm Stärke haben, brauchts das warscheinlich nicht.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hier mal was erfreuliches, schreiben tu ich dazu dann morgen was. Jetzt eine gute Nache : )
Fillamentführung:



Druckteile:

So sieht die Messingdüse nach ca. 3Std Druckzeit aus:
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Hi Tom,
ich mache das ähnlich wie Du. In Abhängigkeit zum Teil bzw. zur Beanspruchung gehe ich auch bis auf 100% hoch. Bei einer Dämpferbrücke z.B. arbeite ich mit 100%. Bei Achskappen für eine Harley habe ich auch nur 20% genommen.
Es könnte aber helfen wenn Du das Filament direkt durch die Deckplatte führst. Also senkrecht zum Extruder. So habe ich das bei mir gelöst. Die Rolle steht bei mir auch so dass das Filament von oben zugeführt wird und dann direkt durch die Platte verschwindet.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Guten Morgen.
Jetzt erst mal der Reihe nach. Das mit Filament senkrecht von oben funktinoiert bei mir mit dem steifen CF20 nicht. Da verspießt sich alles und das Filament will von der Rolle springen. Dafür müsste ich die Rolle viel höher rauf, damit sich das widerspenstige Material gut "aushängen" kann. Eine von der Decke hängende Halterung habe ich mir schon gedacht, aber be fast 4m Raumhöhe wird das eni ordentliches Pendel.
So jetzt wird das Filament duch die "Zwangsführung" so gebremst, dass immer nur so viel nachkommt, wie nötig ist. Ev. tausche ich einen der Schläuche noch gegen einen dickeren, damit nicht gar so viel gegenzug entsteht. Aber ich habe jetzt ein gutes Gefühl was die Filamentzuführung betrifft. Extrudermenge passt und die Rolle steht gut.
Im Slicer habe ich nun in etwa folgende Einstellungen:
Temp 260°/90°
Retraction 1mm bei 40mm/s - Z-Lift 0,6mm
Extruderfaktor 0,95
Cooling 30%
Trotzem ich die beiden Teile nahezu perfekt gedruckt habe (70% infill, jeder 3. Layer 100%) wäre es bald wieder zu einem Blop gekommen.
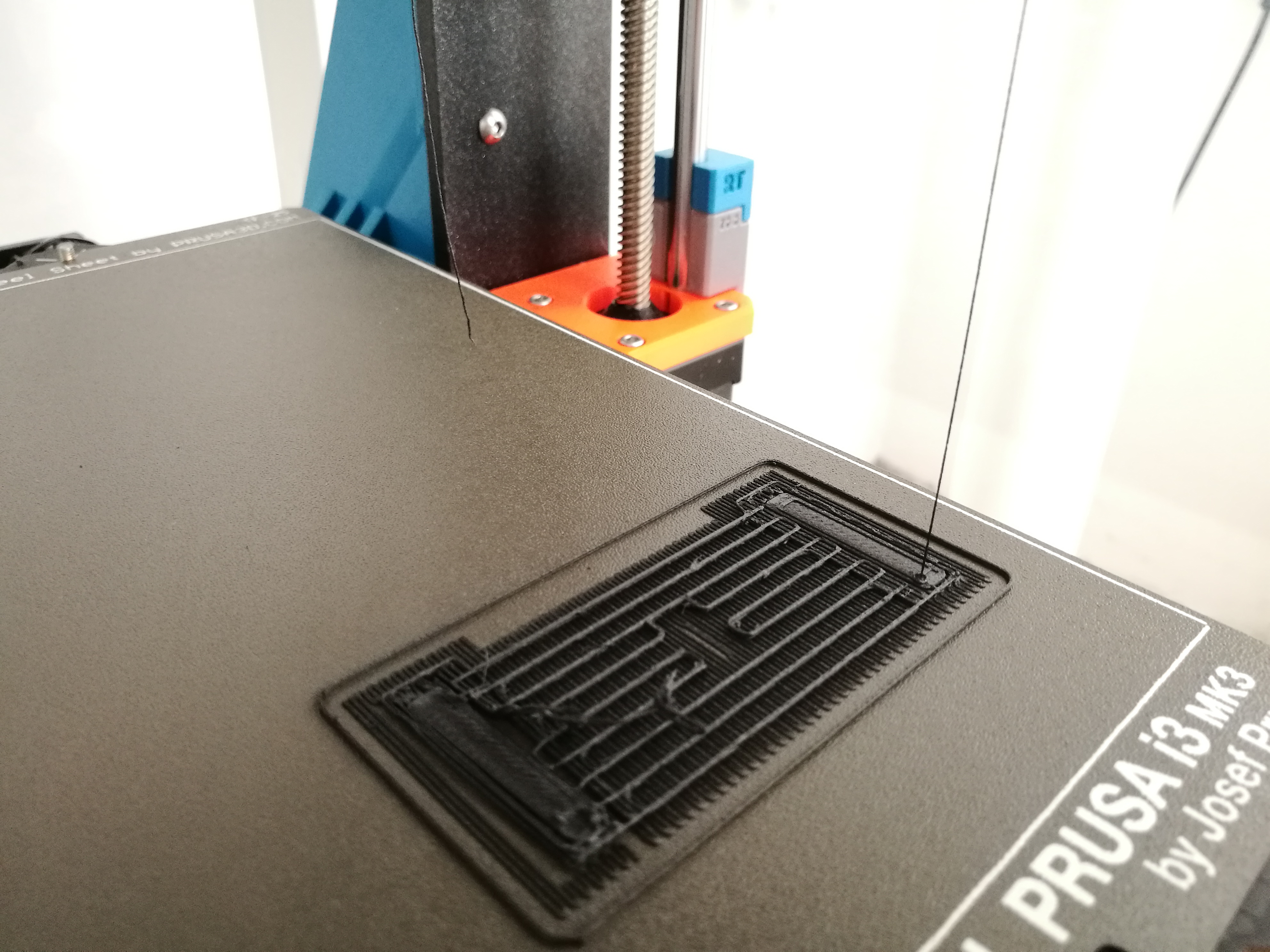
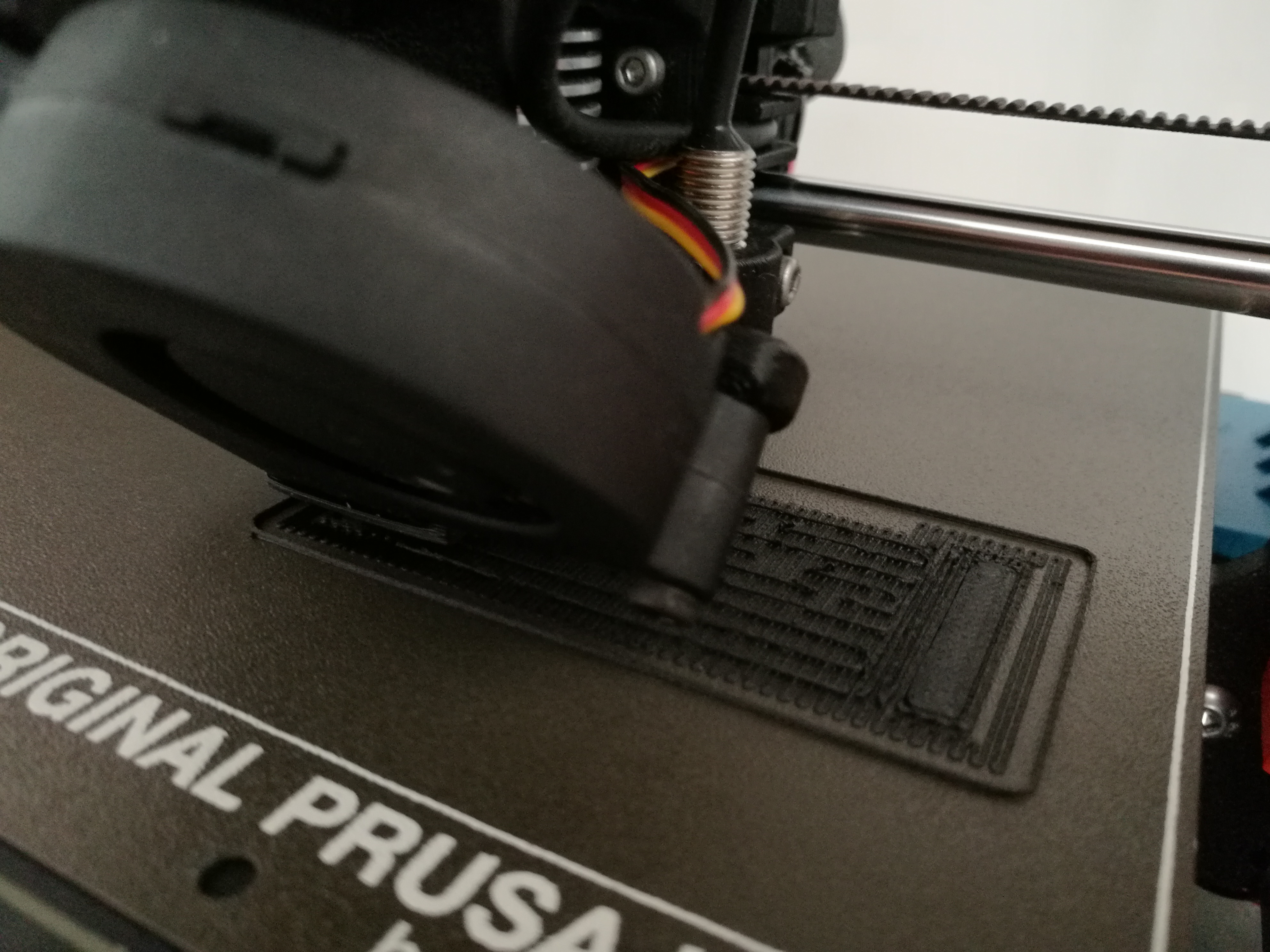
Das Foto habe ich sofort nach Ende des Drucks geschossen, als das Hotend auf Home gefahren ist. Der Druck in der Düse hat noch schön Material rausgequetscht und ich denke genau das ist das Material, was nach langen "traveln" zwischen den einzelnen Bauteilen dann immer zu Beginn des jeweils nächsten Layer am Druck hängen bleibt.
So wie hier geschehen:

Ich versuche nun mit der Retraction noch weiter rauf zu gehen, 1,5mm oder gar 2mm und 50mm/s und den Rest so zu lassen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ja stimmt, da ist bei Dir recht wenig Platz über dem Drucker.
Ich habe da ca. 10 cm mehr "Deckenhöhe" aber dann steht mein Filament auch direkt auf der Platte.
Aber Deine Lösung ist ja auch gut. Ich kann mir nicht vorstellen das der Widerstand dabei zu groß ist.
Das bei Dir aber so viel direkt nach Abschluß des Drucks aus der Düse kommt ist schon beachtlich.
Klar, Basis für des Filament ist PETg, und das auch mit dem damit verbundenen "sabbern" aus der Düse. Aber direkt nach dem Drucke ist das schon viel. So nach einer Minute oder mehr hab ich auch nen ordentlichen Strang unter der Düse hängen. Das ist halt der "Restdruck" in der Düse der das Material raustreibt. Aber das sind bei mir auch immer nur so ca. 3cm. Der Strang bleibt dann auch hängen und erkaltet dabei.
Mit was für einer Düse arbeitest Du? Ist das noch eine Standard 0,4er?
Ein kleiner Tip noch.
Prusa hat da leider noch einen Fehler bei der Verwendung von brim bzw. vom skirt. Der skirt wird leider anhand des Objekts vor dem brim gedruckt. Das hat zur Folge das die Fläche des Brim über die erste Linie des skirt gedruckt wird. Mit ein wenig Pech sammelt sich dabei schon was an der Düse, oder beeinflusst den Druck anderweitig. Bei der Verwendung von Brim deaktiviere ich den Skirt mittlerweile immer.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Die Düse ist immer noch die originale 0.4er. Das mit Skirt und Brim ist mir aufgefallen, war aber bisher kein Problem, das hat den Brim einfach sauber drüber gedruckt.
Gestern das Objekt hatte ja keinen Support, heute schon und schon fängt der Eiertanz wieder an. First Layer haftet perfekt, die ersten Supports der Quer nach sind nur mehr fransige Linien, der Layer darüber schon etwas dichter. Trotzdem führt es dazu, dass Material auf der Düse hängen und kleben bleibt. Habs dann abgebrochen und du kannst ganz gut sehen, wie da der Faden aus der Düse gezogen wird. Von 3cm bin ich weit davon entfernt.
Jetzt suche ich mal andere Einstellungen für den Support, dass der etwas massiver anfängt.

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
... und so sieht das dann aus, wenn sich der Support etwas aufkräuselt. Das reicht dann schon mal, dass der Druck dann schief gehen kann.

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Oh mann, das sieht echt fies aus. Vor allem diese langen Fäden die noch senkrecht am Druck hängen irritieren mich sehr.
Das macht meiner überhaupt nicht. Und unsere Voraussetzungen sind ja fast identisch, soweit ich mich erinnere.
Ich drucke im Schrank, mit einem originalen Extruder, mit originaler Düse und auch das ColorFabb xt-cf20.
Mittlerweile nehme ich auch das von Prusa vorgefertigte Profil. Lediglich mit der Temperatur gehe bei kalten Ausgangstemperaturen ca. 5° hoch.
Aber die Temperaturen sind ja aktuell auch nicht das Problem.
Du könntest mir diesen flächigen Druck mal schicken, dann drucke ich davon mal ein paar mm Höhe um zu sehen ob das bei mir besser aussieht.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hey Kai.
Ich schick dir gern mal den GCode mit den unteren paar mm.
Habs jetzt noch mal erfolgreich gedruckt, daduch ich die Settings für den Support ordentlich getuned habe. Da zieht es jetzt einen Skirt herum und die unteren drei Layer sind ziemlich durchgehend. Ziemlich gegen Ende vom Druck hat es mal den Tropfen von der Düse abgeschüttelt, den kann ich aber eh leicht wegputzen. Zumindest hat er diesmal zu keinem Crash geführt.
Wenn ich mein Setting mit dem vom Prusa Slicer Preset vergleiche, hat Prusa da doch deutlich mehr Extruderfaktor mit 1.05, ich hingegen bin nun bei 0.94 angelangt. Auch retract is tnur 0.6mm oder so, ich bin bei 1.5mm. Ich bekomm das schon auf meine Art hin, denn Geil find ich das Zeug allemal. Richtig gut für die RC-Sachen.
Ich drucke mit dem Rest noch die vorderen und hinteren Hubs und ein paar Kleinteile. Alle auf einmal, mal sehen wie sich das mit dem hin und her springen jetzt tut, denn ich hab ja diesen ungewöhnlichen "Auslauf" im Leerlauf.
Zu diesem Thema, wenn ich den Druck z.B. am Drucker mit X, also Not-Aus, anhalte, dann gibt es warscheinlich kein retract mehr und die Sauce rinnt aus? Aber wenn der Druck normal abgeschlossen wird, sollte es ja das Material doch zurückziehen, wenn das Hotend auf HOME fährt. Es müssten dann ja auch wilde Fäden zwischen den einzelnen Objekten entstehen, aber das sehe ich ja wenn ich später von der Arbeit heim komme.
lgTom
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So, den Bauraum kann ich zwar noch nicht komplett anfüllen, aber bei der Druckdauer eh eine blöde Idee. Zumindest hab ich jetzt die letzten drei Druckduchgänge erfolgreich durchgebracht. Lediglich beim First Layer hat es mal gebockt und ich musste nochmal neu starten. So kann ich zumindest mal arbeiten.
Hab mir gestern dann noch eine 0.4er Nozzle X bestellt, einfach um mal zu sehen ob da was geht. 😊
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Also hier die Teile für mein momentanes Projekt. Ich find die sehen ganz ordentlich aus. Könnte natürlich mit 0.15 oder 0.1 drucken aber mich stört die Schichtoptik nicht. Top Layer auch echt schön geworden, keine Löcher, keine Überextrusion. Also so falsch kann ich ja nicht unterwegs sein. Trotzdem immer noch der Tropfen alle ca. 2 Stunden, der aussen von der Düse abläuft.

