RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Die Z-Achse habe ich zweimal kalibriert, bzw nach jeder kollision. Heute auch schon XYZ kalibriert. Das sollte alles Passen, hoffe ich.
Das Teil schick ich dir per PN.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Das einzige was ich anders gemacht habe: 100mm waren mir zu ungenau. Ich habe 300mm als Referenz verwendet und habe eine Abweichung von 2% korrigiert. Bei mir war es allerdings Unterextrusion. In der Regel muss man das nur wiederholen wenn man die Filament Antriebsrädchen wechselt, da diese unterschiedliche Fertigungstoleranzen aufweisen. Was ich noch erwähnen muss ist, dass ich einen selfmade Bondtechextruder benutze, was aber diesbzgl. keinen großen Unterschied machen dürfte, ausser eben unterschiedliche steps/mm Werte (415 statt 280 theoretisch).
Wie gesagt, ich würde das Teil selbst mal gerne testen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Optisch sehe ich keine Merkwürdigkeiten an der Z-Achse. Alles sauber, lässt sich abgeschalten mit der Hand schön drehen. Aber komplett ausschliessen kann ich dann auch nicht.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
wenn ich mir dann den "persönlichen" extruderfaktor errechnet habe, kann ich den dann in einfach in der Firmware ändern? Der bleibt ja konstant und solche Werte jedes mal im Slicer zu korrigieren nerft mich langsam ein we nig.
Ich drucke gerade wieder CF20 und gehe mit dem Flow auch immer weiter runter. Bisher sehr schönes Druckbild, 18mm geschaft. Mal sehen obs bei den ca. 30mm wieder scheppert.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
... und zum Schluss frist der Vogel doch den Wurm : )
Jetzt hat es aber astrein geklappt. Extruderfaktor 0.92 und flow manuell auch auf 92 runtergedreht. So lange bis ich an der immer markanten Stelle, da wo der Layer jeweils beginnt (vorher lange fahrt vom zweiten Objekt zurück), keine Überextrusion mehr hatte, auch kein "häärchen" mehr. Trotzdem sind die Schichten füllend.
Nebenbei erwähnt, ich habe die Düse getauscht, dabei den alten originalen Shroudwieder montiert (mein längerer Nachdruck war sehr glasig geworden) und den Silikonsocken abgenommen. So konnte ich zumindest die Düse sehr gut beobachten ob und wo sich was ablagert.
So, jetzt aber bitte das ganze noch einmal und dann halt immer wieder. Ich bin immer noch etwas verdutzt, dass eben auch beim PETG das Objekt umgeworfen wurde.
Ich wundere mich jetzt nur, ich habe ja bisher schon einiges gedruckt, auch viele sehr dünnwandige Testwürfel (Vasen). Da müsste mir ja schon früher aufgefallen sein, dass der Extruder sehr viel Material auswirft.
Na auf jeden Fall gehe ich mit einem Erfolg schlafen, gut so.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Na dann mal einen "verhaltenen" Glückwunsch.
Ich drücke die Daumen für den nächsten Carbon Druck !
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Bedankt!
Ich drucke das Teil gerade noch mal. in zwei Stunden kann ich mehr sagen und dann ein Resume ziehen und weitere Schritte planen. Da ist schon viel zusammen gekommen. Unterextrusion durch die Abrollung gepaart mit überextrusion (warscheinlich der Extruderfaktor immer zu hoch gewesen)
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Freut mich, dass es nun mal geklappt hat. Ich denke, dass der Düsenwechsel nicht verkehrt war. Ich selbst schwöre auf hochwertige Düsen, da Oberfläche und Bohrungsgeometrie, sowie Materialwahl eine wesentlich Rolle spielen und bei dementsprechend mangelhafter Ware oft unerklärliche Dinge passieren. Ich hatte letztlich Diskussionen mit Leuten die nur zum Billigsten greifen und darauf schwören. Ich glaube das hatten wir schon mal "Geiz ist g..." 😋
Der Extrusionsfaktor spielt auch eine wichtige Rolle. Da ist es mir auch schon passiert, dass ich bei ein und demselben Material plötzlich von 1.0 auf 0.9 reduzieren musste. Nach dem Düsenwechsel war der Wert 1 wieder ok. Wie auch immer, man lernt nie aus und entdeckt immer Neues, was die Sache spannend und interessant macht, auch wenn es manchmal ein wenig ärgert wenns nicht gleich klappt.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hi. Der zweite Druck hat jetzt auch gepasst. Danke euch schon wieder einmal.
@kai
Die Anleitung habe ich schon mehrfach durch, allerdings war das Druckbild für mich bisher auch so okay, also dachte ich hätte keine Bedarf da was am Extruder zu drehen. Dachte ich jedenfalls.
@ Karl
ich hab mir das die Nacht schon etwas genauer angesehen und werde nun Anfangen, meine eigenen Profile zu erstellen. Bisher habe ich immer die Presets genommen und den Rest aus dem Gedächtnis umgestellt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Eigene Profile ist eine gute Idee. Da bedarf es bei wiederholten Drucken meist nur kleiner oder gar keiner Änderungen. Fremdprofile sind oft nur eine sehr grobe Richtlinie oder können auch mehr schlecht als recht sein. Die Drucker sind halt alle Unikate.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo die Runde. Bin wieder da : )
Und auch meinen Liebling, den CF20.
Was macht denn mein Drucker da schon wieder, will der die Kurve schneiden? Oder doch wieder das alte Problem, dass das Filament wo gehakt hat? Hab gestern wieder mit PETG gedruckt und da sieht alles einwandfrei aus.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Servus Thomas,
ich hoffe Du hattest eine interessante Reise bzw. Aufenthalt! Und da wird man doch gleich mit einem außergewöhnlichen Druckergebnis konfrontiert. Hast Du an den Parametern zum CF20 etwas geändert (Layerhöhe, Temperatur, Speed, Extrusion, Filament evtl. alt/feucht)?
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Guten Morgen Karl,
war eine super Zeit am Land, gut erholt und meine reguläre Arbeit geht auch endlich wieder los.
Am Setting habe ich gar nichts mehr geändert, das Filament war jetzt auch nicht besonders alt da ich fast nur mehr mit dem gedruckt habe. Und wenn nicht, lag es im Zip-Bag mit Silikonsäckchen.
Ich hol mir jetzt mal eine Teflonschlauch und sehe, dass ich die Filamentzufuhr in den Griff bekomme, denn wo anders kann ich kein Problem mehr sehen : /
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ja, das carbonhaltige Material kann manchmal schön widerspenstig sein. Beim carbonhaltigen Nylon und PEEK (verhält sich wie aufgewickelter Draht) von 3DXTECH nehme ich die MMU2 gerne aus der Kette um Widerstände möglichst gering zu halten. Meinen Extruder habe ich auch gerade neu gedruckt, alle Bohrungen präzise nachgearbeitet, die PTFE's schön sauber gefast, den Sensor gelevelt, Festo Kupplung geändert, neuer Filamenttransport (hochwertige vernickelte Transporträdchen), neue Lager und noch die x-nozzle verschraubt. Erfahrungsgemäß geht Carbonhaltiges besser mit etwas größeren Düsen zum Drucken. Beim Nylon hatte ich massive Probleme mit der 0.25er Düse bzgl. gleichmäßigem flow. 0.5mm wäre wahrscheinlich der ideale Durchmesser.
Das mag zwar manchen übertrieben erscheinen, aber wenn man mit solchen Materialien druckt, muss man eben auch auf die kleinen Details achten.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
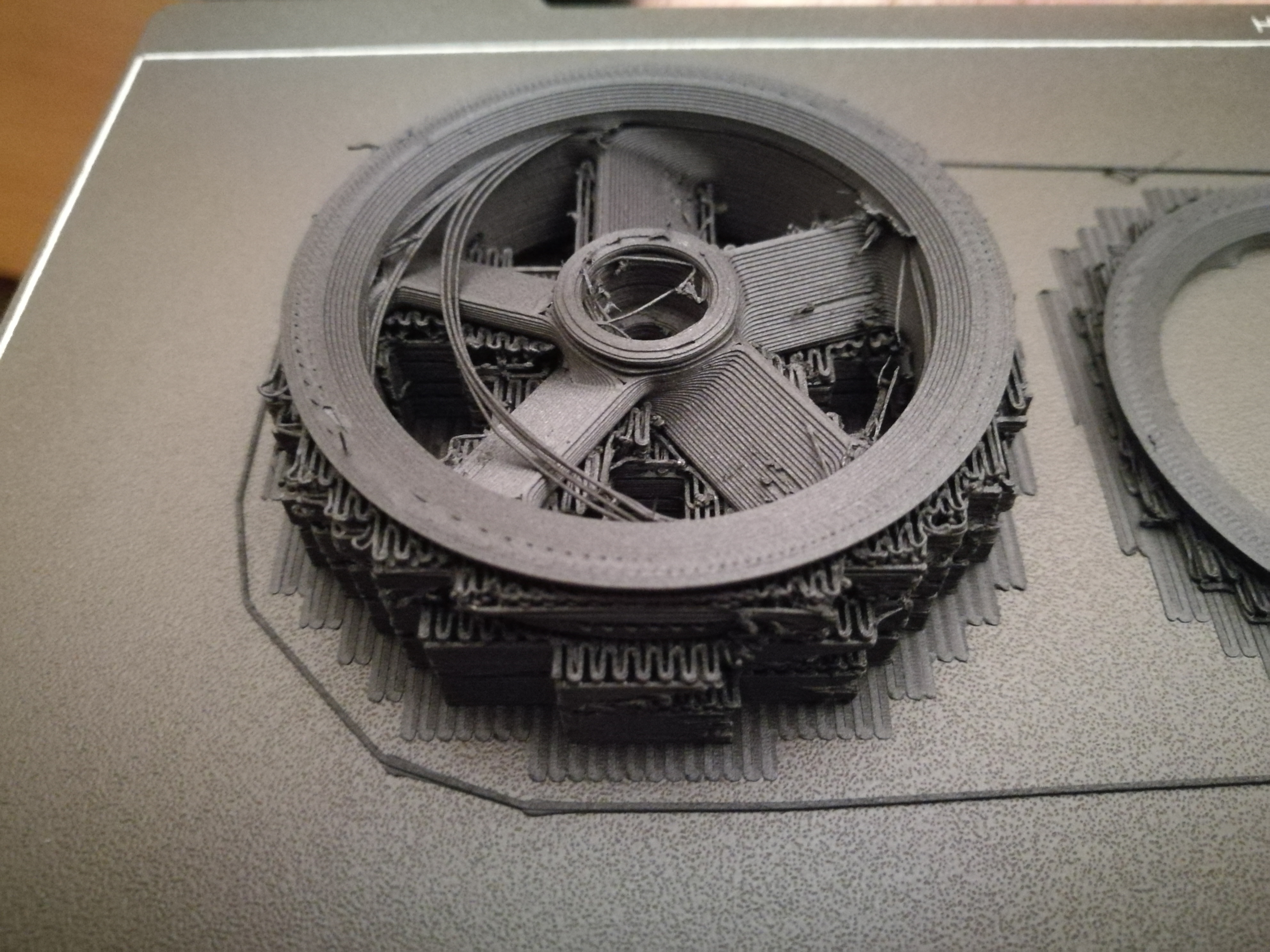
@karl-herbert
Hab das Gefühl, hier war auch wieder ein Blob schuld. Hab die Felge sauber freigelegt und gespalten. Hier dieses Kneudel auf 12 Uhr, das glaube ich wars.
Jetzt frag ich mich aber, den Extruderfaktor hab ich schon so weit reduziert, dass ich schon kleine Lücken in den Schichten habe (allerdings ganz sauberen First Layer). Wie kann da noch zu viel Material raus kommen (offensichtlich immer da wo der nächste Layer beginnt) obwohl eh schon so wenig durchgedrückt wird?
0.6mm Nozzle habe ich jetzt und werde die echt mal probieren.

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Welche Düse (Messing, Stahl... Durchmesser) hast Du denn im Einsatz? Ich erziele mit 245/70 Grad und Faktor 0.95 (bei gut kalibriertem Extruder) sehr gute Ergebnisse, allerdings mit einer schlichten Messingdüse 0.4mm. Falls Du eine Edelstahldüse verwendest würde ich gleich mal 15-20 Grad höher gehen mit der Düsentemp. und den Extr. Faktor mal auf 1 stellen (was auch immer Du jetzt eingestellt hast). Speed ca. 50mm/s und die Kühlung und retract mal deaktivieren. Versuch aber einfach mal die von Dir vorgeschlagene 0.6er. Mehr fällt mir jetzt dazu nicht ein, da es bei mir mit den genannten Einstellungen gut läuft. Evtl. das Filament noch trocknen.
Ich werde mal bei Gelegenheit mein restl. XT-CF20 ausgraben und mal einen Testwürfel drucken. So eine Felge wäre auch interessant. Könntest Du da eine STL Datei per PM zur Verfügung stellen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Anfangs habe ich mit der 0.4er Messing Nozzle gedruckt, jetzt mit der 0.4er Edelstahl. Temp ist auf 260/90°c und bei Edelstahl 5° mehr.
Nur mal ganz naiv gefragt, ist es normal, dass im Stillstand bei aufgeheiztem Drucker immer Filament aus der düse rinnt? Wenig aber doch ein 4cm langer Faden nach ein paar Sekunden.
Die letzten Felgen haben dann auch einwandfrei geklappt, jetzt halt wieder der Salat. Das Filament geht auch langsam zu Ende und ich hab momentan auch nichts zu drucken. Ich überleg mal wie ich weiter tu. Ich mag nicht nur "sinnlose" Testobjekte drucken.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Das bei geladenem Filament etwas aus der Düse gleitet ist normal. Beim Laden des Filaments baut sich im Düsenbereich ein Druck auf, welcher nach einigen Sekunden bei Stillstand entweicht. Wie viel das ist, hängt vom Filamenttyp ab. Verhindern kannst Du das durch einen Rückzug, welcher den Druck sofort abbaut. Ein wenig Restmat. kann aber immer aus der Düse tropfen.
Wenn Deine Drucke schon mal funktioniert haben, würde ich wieder auf die Messingdüse umsteigen. Die halten mehr aus als man denkt und die Düse ist billiger als eine Menge Fehldrucke. Allerdings müsste da ein Temperaturbereich von ca. 240 Grad C. ausreichend sein. Bzgl. Temperaturbeständigkeit sind die Messingdüsen die bessere Wahl.
So ganz nebenbei würde ich mal einen coldpull durchführen. Das kann nie schaden. Das geht sehr gut mit transparentem Nylon.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Coldpull mache ich eh immerwieder. Die Sehen bei mir aus wie im Lehrbuch. Ich hab etwas schwarzes Nylon, aber sonst nehme ich das silberne PLA von Prusa.
Vielleicht waren die 260°C einfach immer zu heiss und es ist deshalb immer etwas ausgelaufen. Ich probiers mal mit messing 0.4 und 240°, bevor ich immer wieder Düsen wechsle.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hallo werte Kollegen, Regentag ist Wartungstag. Neben ein paar Kleinigkeiten habe ich mich noch mal dem Extruder gewidmet.
Der Durchsatz ist absolut perfekt eingestellt gewesen. Ich habe mit Pronterface gearbeitet. Vorschub auf F150 (150mm/min) definiert und 200mm Filament (G1 E100) durchgelassen. Es sind auch genau 201mm durhgekommen, das alles zweimal wiederholt. Immer konstant. Also somit möchte ich den Extruder und das Vorschubgetriebe als OKAY abhaken.
Denke die Probleme mit dem Carbon-Filament kommen eher von der Rolle und vom Abwickeln.