RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Manchmal ist es notwendig, je nachdem welches Filament Du vorher gedruckt hast, die Platte ordentlich mit einem Schwamm, Seife und heißem Wasser zu schruppen. Ich mache dies recht ausgiebig, ca. 2 Minuten, und spüle die Platte dann gut ab. Mit einem fuselfreien Tuch getrocknet gibt es anschl. keine Probleme mit der Haftung. Entgegen vieler Meinungen verwende ich manchmal auch Aceton um evtl. vohandene Schatten zu entfernen. Die Platte (texturiert) verwende ich immerhin schon seit 2 Jahren und diese hat bislang alle Reinigungsprozedere schadlos überstanden. Wenn aus irgendwelchen unerklärlichen Gründen mal etwas nicht haften will, kannst Du immer noch Klebebänder oder Kleber verwenden (Bluetape, Kapton, Magigoo, Dimafix...). Die schonen auch zusätzlich die Druckplatte. Oft ist es auch hilfreich, wenn man sich die zahlreichen Kombinationsmöglichkeiten von Filament, Druckplatte, Kleber, Bänder in eine Tabelle schreibt, um später darauf zurückgreifen zu können.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Jetzt hälts auch wieder. Hab dann tatsächlich länger gespühlt. War aber trotzdem komisch, weils so aus dem Nichts raus passiert ist. Egal, der nächste 12 Stunden Printjob läuft. : )
Mein schwarzes Buch hab ich sowieso und da wird auch viel notiert. Es kommen echt viele Varianten zusammen bei all den Parametern.
Was ich gerade vor hatte, war die 0.6mm Nozzle zu montieren, da ich die Kunsstoffüße für eine Garnitour Gartensessel drucke. Das sind eben 12Std bei 0.4mm Nozzle und 0.3mm Schichtstärke. Leider passen die Nozzles die ich hier liegen habe dann doch nicht für den Prusa. Gewinde zu kurz und Düse zu lange. Wenn jemand was damit Anfangen kann, gegen Portoersatz verschicke ich sie gerne. Sind neue gehärtete von A-Express. 2Stk. sind es.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Danke für das Angebot, aber ich kaufe meine Düsen aufgrund schlechter Erfahrungen nur mehr in E3D Qualität. Ich werde mir noch eine E3D-X zulegen und dann bin ich soweit komplett gerüstet für alle Eventualitäten (und Überraschungen).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Eine neue Frage zur Steuerung der Achsen via G code.
Ich hab ja die schicken Z-Achsen Anschläge für smooth und textured sheet gedruckt. Jetzt hatte ich gestern eine Kollision und der Anschlag hat das alles brav abgestoppt. Mir ist dann aufgefallen, dass rechts der Schlitten am Anschlag anstand und links aber noch Luft was. Jetzt möchte ich das mit der Spaltleere nachmessen und müsste dadurch den Crash simulieren.
Wie mach ich das? Mit den G Codes komme ich nur auf die Home Position und die liegt ja höher als der Anschlag sitzt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Wenn die Motoren stromlos sind, kannst Du händisch die Z-Spindeln links und rechts auf Anschlag drehen. Anschließend ein Leveling durchführen und Abweichungen gegebenfalls anpassen. Über Pronterface oder Octoprint kannst Du die Z-Achse positionieren.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ich verstehs nicht ganz, wenn ich das händisch mache, kann ich links und recht ja irgend wo hin stellen (bis zu einer bestimmten Grenze).
Oder meinst du ich lasse die Z Achse an meinem höheren Anschlag aufliegen, messe den Spalt zwischen Nozzle und Bett an dieser Seite.
Darauf hin Extruder auf die andere Seite und den selben Abstand wischen Nozzle und Bett einstellen. Dann müßt ich messen können um wie viel der eine Anschlag zu niedrig ist... Richtig?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Oder meinst du ich lasse die Z Achse an meinem höheren Anschlag aufliegen, messe den Spalt zwischen Nozzle und Bett an dieser Seite.
Darauf hin Extruder auf die andere Seite und den selben Abstand wischen Nozzle und Bett einstellen. Dann müßt ich messen können um wie viel der eine Anschlag zu niedrig ist... Richtig?
So kannst Du es auch machen. Dann musst Du den zu niedrigen Anschlag eben anpassen bzw. neu drucken. Hast Du eine Fühlerlehre. Falls nicht, könnte ich dir eine zur Verfügung stellen. Ich habe mehrere davon.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Jaja, Fühlerlehre habe ich. Ich bin mir Werkzeug ganz gut ausgerüstet.
Ich wollte halt wissen, ob ich die beiden Stepper synchron bewegen kann, über ihren vorgegebenen 0-Punkt oder Anschlagpunkt hinaus. Denn mit G1 Zxx kann ich zwar nach oben und mit G1 Z-xx nach unten fahren, aber eben nicht, bis der Ganze Aufbau am Anschlag ansteht. da ist einen knappen mm vorher einfach schluß.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Wenn Du mit der Düse am Druckbett anstehst und Du einen mm Luft zu den Anschlägen hast, sind diese zu niedrig gedruckt. Du fürst einen "homerun" durch, fährst anschl. auf Z0. Dann solltest Du eigentlich auf beiden Anschlägen stehen. Wenn nicht, misst Du die Differenz und druckst sie neu. Dass Du nicht ins Z minus fahren kannst ist firmwarebedingt und würde bei einem 3D-Drucker dieser Bauart auch keinen Sinn machen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Nein, die Düse steht nie am Druckbett an. Aber in der Home Position liegt der ganze Extruder Schlitten auch nicht auf den Anschlägen auf. sonder ein ganz kleines Stück darüber. Ich dachte nur ich könnte irgend wie über Pronterface oder Octo die Z-Achse so lenken, dass sie am Anschlag aufliegt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Bei der Homingfunktion bleibt Z immer 0.2mm über dem Bett. Da sollte der Spalt zu den Anschlägen dann 0.2mm betragen. Wenn Du dann über Pronterface auf Z0 fährst, liegst Du auf den Anschlägen auf. Wenn die Anschläge zu niedrig sind könntest Du evtl. auch die PINDA nachjustieren um dies zu erreichen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Danke, jetzt komm ich weiter. Ist ja gerade viel Zeit zum Über-optimieren : )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ja genau! Für mich und meine KollegInnen ist die nächsten 4 Wochen Homeoffice angesagt. Wir richten gerade unsere Laptops dazu ein. Das bietet neben der Arbeit auch etwas mehr Raum, wie Du meintest, zum "Überoptimieren" 😀
Viel Spaß dabei!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
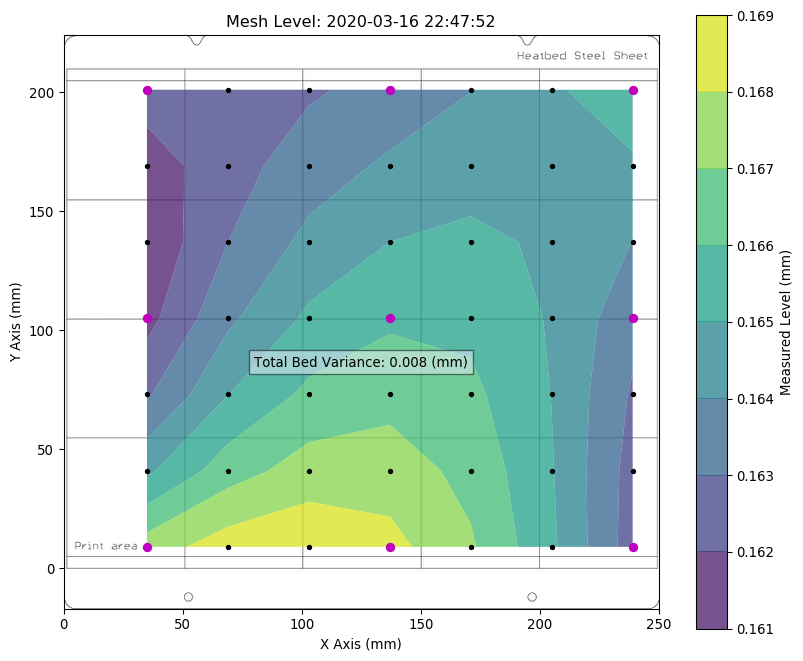
Ich vertreibe mir gerade Zeit mir dem OctoPi Mesh Level Plugin. Egal wie ich tue, die rechte vorder ecke bleibt einfach so weit unten.
Die Schraube in dieser Ecke wirkt auch nicht genau in dem Bereich sondern eher zwischen den zwei violetten Punkten (unten Mitte & Rechts).

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Wenn Du die rechte untere Ecke nicht anpassen kannst, würde ich die anderen tiefer setzen. Ich habe auch schon eine Stunde herumgeschraubt bis das Druckbett sich im Bereich von 0.05mm eingependelt hat. Allerdings nehme ich die Einstellungen nur bei warmem Bett vor. Versuch mal selber, einmal kalt, und einmal warm zu leveln. Ich bin gespannt auf Deine Ergebnisse. Mit etwas Übung geht das dann aber recht schnell und einfach.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja, ich hab das jetzt auch so gemacht, die rechte untere Ecke ist mein Ausgangspunkt. Danke für die bestätigung. Ich level eigentlich nur bei 80°, da das für mich ein "Durchschnittswert" ist.
Hast d noh irgend einen Schmäh auf Lager, wie du dich weiter durch arbeites? Ich versuche jetzt mal eine Seite im selben Farbbereich zu haben und arbeite mich dann parallel weiter zur gegenüberliegenden Seite.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ok, hab jetzt mal eine der originalen Hülsen her genommen und neben jeder Feder quasi als Grundhöhe eingelegt und so weit angezogen, dass sie gerade noch raus schlüpft. Die rechte untere Ecke macht mir aber trotzdem Kopfzerbrechen, warum ist die so auffällig? Brett verzogen an der Ecke? Hmmm...
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Kann gut sein, dass der Alurahmen etwas verzogen ist. Es gibt eigentlich keine feste Regel zur Vorgangsweise der Justierung. Sobald Du an einer Schraube drehst, können sich 3 weitere Punkte so verändern, so dass Du dort wieder nachjustieren musst. Ich würde mich an Deiner Stelle mit einem Bereich von 0.05 zufriedengeben. Das gleicht die Firmware recht gut aus. Ich habs auch schon mal auf 0.005mm hingekriegt, war aber einige Stunden Frimmlereiarbeit und bringt im Endeffekt nichts, da Du ja nur 9 Punkte misst und die Zwischenbereiche irgendwo liegen. Wenn Du es genauer willst dann stell auf 49 Punkte Leveling um, bedenke jedoch, dass Du nur an 9 Punkten schrauben kannst. Wenn Du im Bereich von 0.05mm bist und das Bett nach anschl. Prüfung mit einem Harrlineal eben ist, hast Du perfekte Voraussetzungen zum Druck mit einer 0.1er Düse. Für die 0.4er ist das allemal genau genug.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Also meine Überlegung. Was soll die 7x7 Messung fürs mechanische leveln bringen? Gar Fast nichts. Die 3x3 Messung misst mit der PINDA genau über den Verschraubungen. und nur da kann ich was ändern. Habs jetzt erst mit dem Prusa Leveling Guid Plugin (welches mit 3x3 misst) eingestellt und dann mit dem Prusa Mesh Leveling Plugin (7x7) gegenkontrolliert.
Vorteil beim ersteren Plugin ist die Umrechung in Grad°. Nun ja, allerdings habe ich jetzt doch kalt gemessen, da sich das Bett ja zwischen den Verschraubungen ausdehnt, wo ja nichts zum gegenjustieren ist. Also wären noch vier weitere Verschraubungen genau im Zentrum jeder Vierergrupper interessant. Oder verspannt sich dann alles?
Naja, heute mal genug Zeit tot geschlagen. Ich bin wieder mal zufrieden und muß sagen, dass ich den OctoPrint mit RasPi nicht mehr missen möchte. Echt geil zu bedienen, das alles.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Die 49 Punkte-Messung dient nur der rechnerischen Anpassung der Höhenunterschiede. Eine 49 Punkte Interpolation ist präziser als eine 9 Punkte Interpolation. Somit machen die 49 Punkte schon Sinn.
Bett justieren mache ich immer mit 9 Punkten. Beim Druckstart kann es vorteilhaft sein auf 49 Punkte umzustellen und zu kalibrieren, je nachdem wie genau Du vorgearbeitet hast.
Bei 0.009mm musst Du Dir keine Gedanken mehr machen. Das ist perfekt und vollkommen ausreichend.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.