RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
@karl-herbert
Ich komme nochmal auf unsere "Materialdiskussion" zurück.
Mittlerweile hatte ich Zeit um PET, ASA und XT-CF20 unter härteren Bedingungen zu testen.
Direkte harte Schläge können zumindest PET und ASA nicht leiden.
Damit meine ich Betonkontakt aus 2 Metern Höhe. Konkret also nach einem Sprung direkt mit der Nase in den Asphalt bzw. Beton.
Da zerbröselt es beide. Auch bei 100% Infill. Das ASA Filament scheint hier auch nicht so "schlagzäh" zu sein wie in den Erklärungen zum Filament. "Verhält sich wie ABS" kann ich also so nicht bestätigen.
Auch ein Teil des Servosavers (Bauteil zum schonen/entkoppeln des Lenkservos) aus ASA bricht recht schnell. Bei PET reißt es eher. Ich habe davon mittlerweile 6 Stück durch. Das werde ich also aus XT-CF20 testen.
Die Dämpferbrücke aus XT-CF20 hat bislang alles weggesteckt ohne das irgendetwas zu erkennen wäre.
Den Heckflügel aus PET habe ich mittlerweile mehrfach neu gedruckt. Da scheint es besser zu sein auf etwas flexibles zu gehen.
Bei Akkuhalterunge aus ASA ist mit aufgefallen das daß Material bei schmalen Stegen (2mmx2mm) mit Zugbelastung sehr schnell brechen. Da bin ich auf 2mmx5mm gegangen um das ausreichend stabil hinzubekommen. Im Original ist das ABS gespritzt und hält super.
Soweit mal zu einem mehr oder weniger subjektiven Ergebnis meiner outdoor Tests.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@kai-r3
Hast Du es schon mal mit Tempern versucht? Ich habe mir das hitzebeständige 3dkTOP gekauft und muss sagen, dass das Material nach dem Tempern (110Grad C. inkl. langsamem Abkühlen im Ofen) hervorragende Eigenschaften bzgl. Festigkeit und Temperaturbeständigkeit aufweist. Hast Du Nylon auch schon versucht? Das ist kaum umzubringen und hat meine bisherigen Stresstests am besten überstanden.
Ich verwende dieses Nylon: https://www.3djake.at/aprintapro/printament-pa12-black#reviews
Das lässt sich mit der MK3 Standardausrüstung drucken. Für die Haftung auf dem PEIsheet garantiert Dimafix. Stringing lässt sich nicht ganz vermeiden, lässt sich aber gut mechanisch entfernen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Ich denke das ich mich mit dem Thema Nylon noch beschäftige. Aktuell drucke ich halt jede Menge Teile zum austauschen. 🤣
Und mindestens bei einigen Teilen ist der Bruch ja auch einkalkuliert. Aber spätestens bei dem kleinen "Bumper" vorne könnte das Sinn ergeben.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hi.
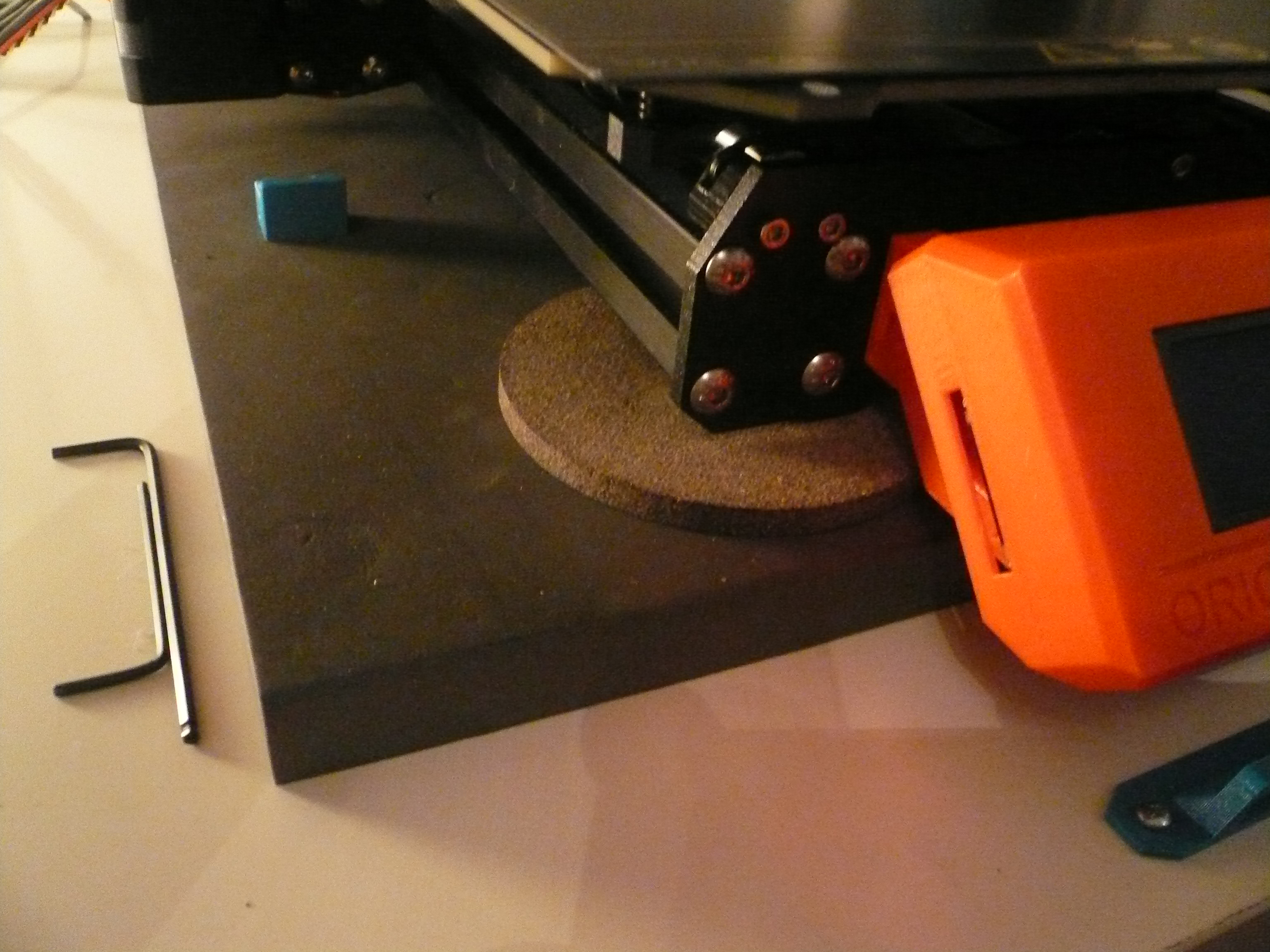
Hab gestern mal etwas Material zusammen gesucht und den ganzen Drucker und Schrank akustisch entkoppelt.
Was soll ich sagen, das ist ein komplett neues Gerät! Absolut keine Resonanz mehr vom Drucker und vom Schrank. Ich kann das absolut jedem empfehlen. Der Drucker steht auf festem Schaumgummi und Korkscheiben. Zwischen den Kunststoff-Elementen vom LACK habe ich noch weichen dünnen Schaumstoff gepackt. Der Tisch selber steht auch noch auf Hartschaum-Scheiben. Welchen Shore Wert kann ich nicht sagen, aber schon eher festers Zeug.

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
... und aus der Motivation heraus gleich meinen Testhund gedruckt. PLA mit 0.2mm. Ist ca 5cm hoch. Sogar die Öse vom Halsband ist da, das hab ich echt nicht erwartet.


RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Gute Idee und schönes Ergebnis. Hast Du an der gedruckten Oberfläche eine Verbesserung aufgrund Deiner Maßnahmen feststellen können (z.B. beim Testwürfel 20x20x20mm)?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Testwürfel hab ich länger keinen gedruckt aber 0.2mm hohe quadrate mit 75x75mm. Sehr gleichmäßige Oberfläche. jede kleine Änderung am Z-Leveling sofort merkbar. Ich wollte aber demnächst mal einen Würfel (Vase) mit 50x50x50 und 2 perimeter Wandstärke drucken und mit dem Micrometer vermessen. Wenn ich die Extruderrate auf 0.96 bei flow 0.95 reduziere, schaffe ich auf jeden Fall eine otisch sehr homogene Oberfläche/Top Layer.
Was kann ich meinem Drucker jetzt noch gutes tun, ohne großen Aufriss? Die Silikonsocken fürs Hot End kommen ja gerade per Post und ich drucke gerade diesen Fan Shroud: https://www.thingiverse.com/thing:3652424
Was gibts sonst noch so kleine nette Gadgets, die sich lohnen? (Der Ducker bleibt erst mal zusammen 😊 )
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich habe das mit der Dämpfung ja nicht so umfangreich gestaltet wie Du. Bei mir arbeiten 4 Stück halbierte Squashbälle (2 gelbe Punkte). Das dämpft auch hervorragend.
Wenn Du mit den Druckergebnissen soweit zufrieden bist, würde ich eigentlich nichts mehr am Drucker schrauben. Es sei denn Du möchtest irgendwann mal PEEK oder Ähnliches Drucken.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
Ich hab auch an Tennis oder Squash Bälle gedacht aber die Schaummatten und den Kork hatte ich noch hier liegen.
Ja, ich bin vollauf zufrieden mit dem Drucker. Eigentlich sollte ich es so lassen, stimmt.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Der Drang nach Änderungen kommt dann früher als Du denkst. Vorlagen, Ideen und Optimierungen findet man genug hier im Forum oder im Netz. Mein ursprünglicher MK3 besteht eigentlich noch aus dem Originalgerüst, der Rest "leicht verändert". Vieles war nur durch die Unterstützung einiger User in diesem Forum möglich. An dieser Stelle noch mal Dank an alle Beteiligten 👍 !!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@karl-herbert
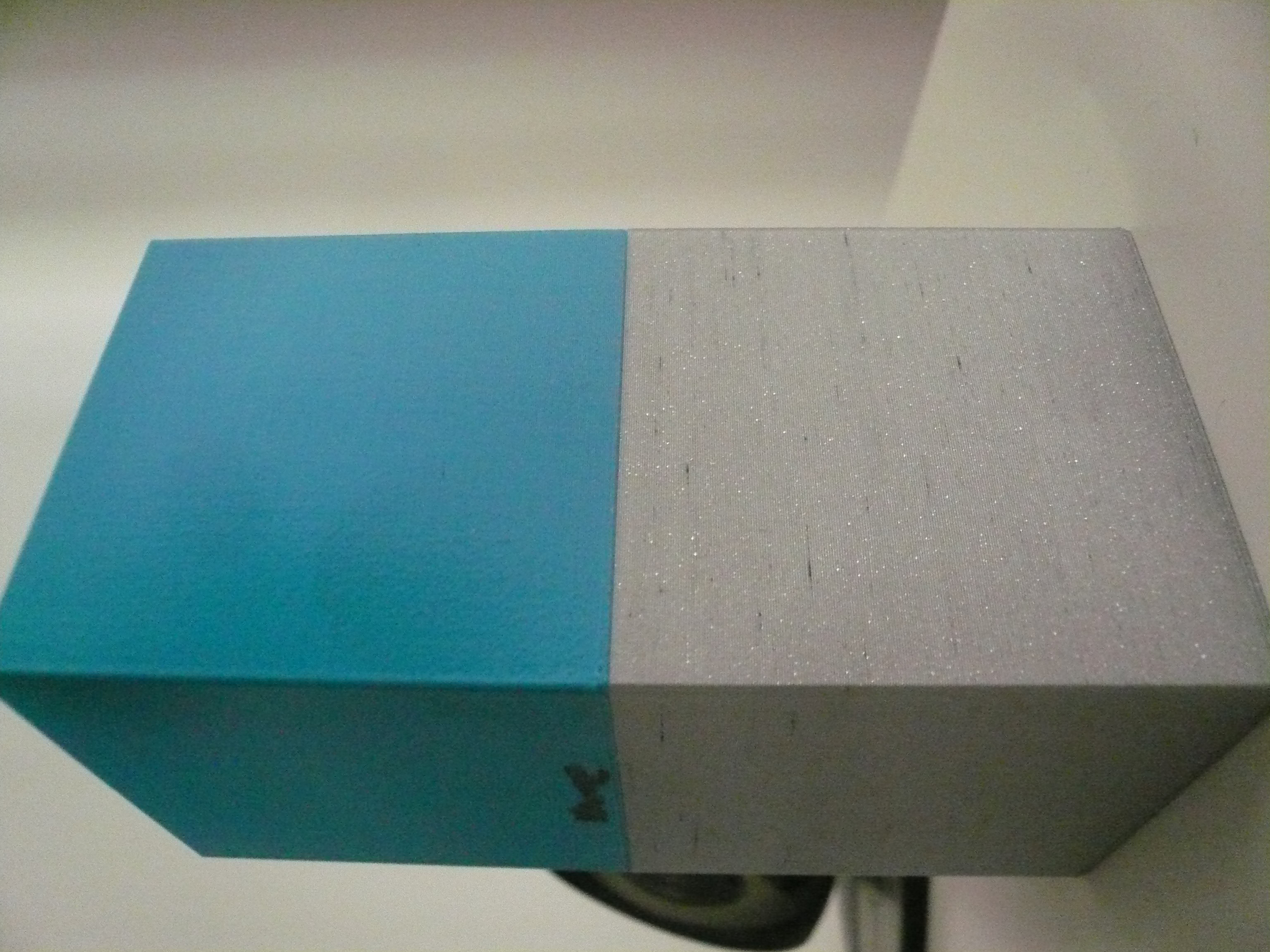
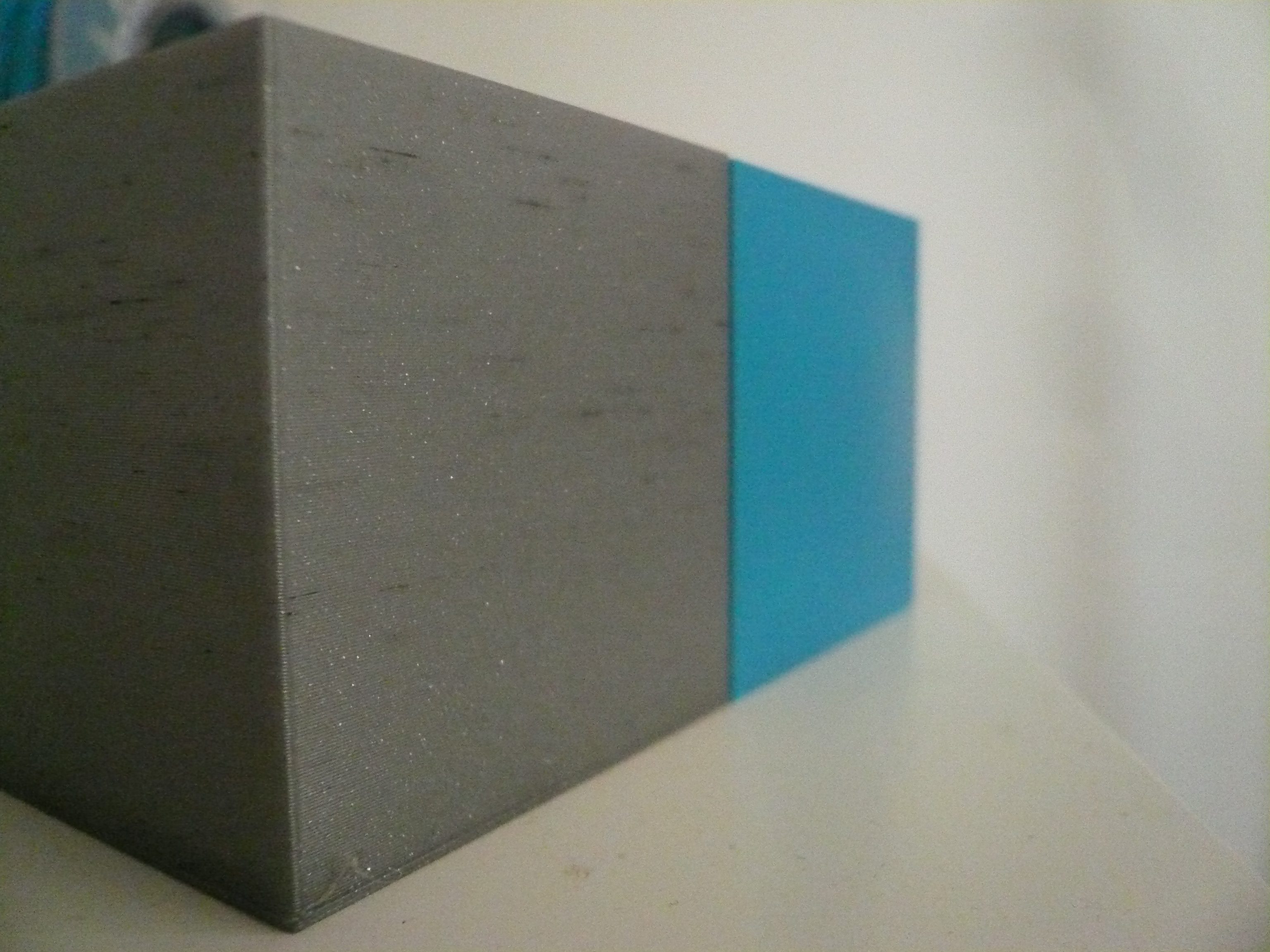
Hab gestern noch eine Vase (Würfel) mit 50x50x50 und einem Periemeter Wandstärke gedruckt. Was ist dabei raus gekommen? ~50,05mm in allen Achsen, Wandstärke mit der Schiebeleere gemessen ~0.43 an allen Seiten und keinerlei Druckfehler zu sehen. Gut, es war PLA aber trotzdem. Die kleinen Tüfteleien haben sich alle gelohnt!
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Was willst Du mehr. Die Wenigsten kommen an solche Toleranzen heran. Alles innerhalb eines Toleranzbereiches vom 1/10mm finde ich, wenn man die Bauart des Druckers bedenkt, sehr zufriedenstellend. Dein Drucker bringt also mechanisch die Basis für präzise Ergebnisse mit. Nun gilt nur noch abzuwarten wie es mit anderen Mareialien aussieht.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
So, weiter gehts ins Detail. Ich frag mich schon lange wegen der Positionierung im Bauraum. Also jetzt nicht wegen der besseren Druckbarkeit, sondern wegen dem Verschleiß an den Führungsstangen und Riemen. Gerade bei kleinen Objekten werden die ja immer automatisch in der Mitte des Sheets positioniert. Auch wenn ich mir Fotos von PEI sheets ansehe, sind die oft dort ziemlich durch und rundherum noch astrein.
Bin ich da alleine mit meiner Philosophie oder wie seht ihr das?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Ich nutze aus diesem Grund die gesamte Druckplatte und positioniere die Druckteile im Slicer dementsprechend variabel. Schon alleine wegen dem Verschleiß der Druckplatte.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Jetzt habe ich mal mit PLA den 50x50x50 (Vasen-)Würfel gedruckt. Alle Achsen gleich, nur messe ich überall ca. 49,90mm. Da werd ich wohl minimal mit dem extruder multiplyer nach oben gehen müssen (?). Ich glaube Materialbedingt sind die Seitenwände etwas bauchig geworden nach dem abkühlen. Wandstärke an allen seiten ~0.42mm.

RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Du bist da maßlich sehr gut unterwegs. Man muss bedenken, dass es sich um 3d gedruckte Teile handelt und das Material Schrumpfungen und Spannungen aufweist. Manche tun sich schon schwer Metallteile konventionell in diesen Toleranzen zu fertigen. Aber mit den zahlreichen Einstellmöglichkeiten, unter Anderem dem Extrusions Multiplkationsfaktor im Slicer, kommst Du wahrscheinlich dort hin wo Du sein möchtest. Die diversen Materialien verhalten sich halt sehr unterschiedlich in Bezug auf Schrumpfung und Spannungen.
Ich wünsche Dir jedenfalls gutes Gelingen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Ja super, hab auch das Gefühl, dass an meinem Drucker und den Einstellungen alles passt. Im Normalfall braucht ein 3D Druck ja auh nicht sooo die Genauigkeit, wie wenn z.B. Motorenteile aus Metall gefertigt werden.
Is nur gut zu wissen, dass man richtig dran ist. Bei einer Comic Figur würde ich nicht nach 1/10 fragen und die Achsverhältnisse wären mir da auch eher egal. Aber so was wird hier eher auch nicht gedruckt : )
Heute war noch nichts in der Post, ich warte noch auf Morgen und frag dann mal wegen der Socken nach.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
@tomstar
Derweil habe ich noch keine kalten Füsse. Die Socken müssen sich nicht beeilen ☕ !
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Hi.
Weil ich gerade den Silikonsocken für den Heat-Block übergestülpt habe. Ist der Thermistor und die Sonde eigentlich ohne Wärmeleitpaste montiert? Mich wunderts nur... hab leider keine hier, ansonsten hätte ich da ein wenig drauf geschmirt. Oder falsch gedacht?
RE: Maßhaltig drucken im 1/10mm Bereich, wie geht das?
Noch etwas ist mir heute aufgefallen, weil die x-Achsen Rods schon trockene schwarze Ölspuren hatten. Hab mal alle Stangen entfettet und geölt, Extruder ließ sich wesentlich leichter bewegen. Hab dann alles kalibriert, Selbsttest und die Riemenspannung kontrolliert. Beide Achsen ~285.
Laut diesem eigentlich sehr überzeugenden Artikel aber zu locker. https://prusacommunity.com/your-belt-status-and-you/
Ich hab nun beide Riemen auf ~260 gebracht und musste an beiden zwei Zähne kürzen. Der testwürfel sieht sauber aus, alles druckt nur finde ich diese Riemenspannung subjektiv schon sehr hoch. Mit ~285 waren die Riemen auch nicht zu locker aber der Zug auf die Stepper-Motor-Achse schon weit weniger. Ich denke es wird jetzt schon so auch passen, aber eigentlich find ich das jetzt schon ziemlich straff.