elastische Clips
Hallo liebe Spezis,
ich habe ein Ersatzteil für eine Gewürzmühle konstruiert. Zum Einbau in den Holzkörper der Mühle müssen 3 Clips einmalig eine Verformung überstehen, was leider nicht gelingt. Ich vermute, es liegt am Material. Ich verwende bis jetzt ausschließlich PLA und habe schon 2 Drucke zerbrochen. Das Teil sieht so aus:
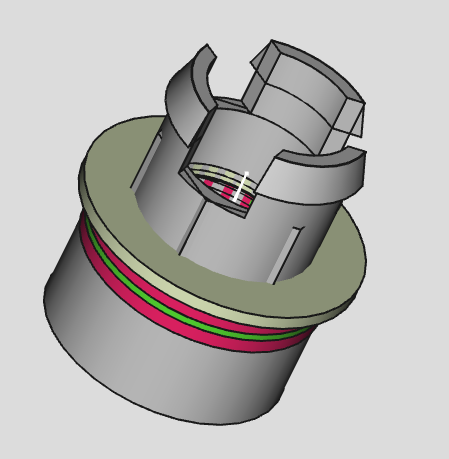
Welches Material würdet Ihr empfehlen?
Vielen Dank für Eure Unterstützung.
RE: elastische Clips
PETG ist deutlich "flexibler", wie PLA, daß ja absolut Spröde ist. Läßt sich auch sehr ähnlich drucken und ist Lebensmitteltauglich - sofern das der Rest des Druckers den ist (Abrieb, andere Filamente, die in Spuren an Ritzeln und Düse etc. zurück bleiben etc...).
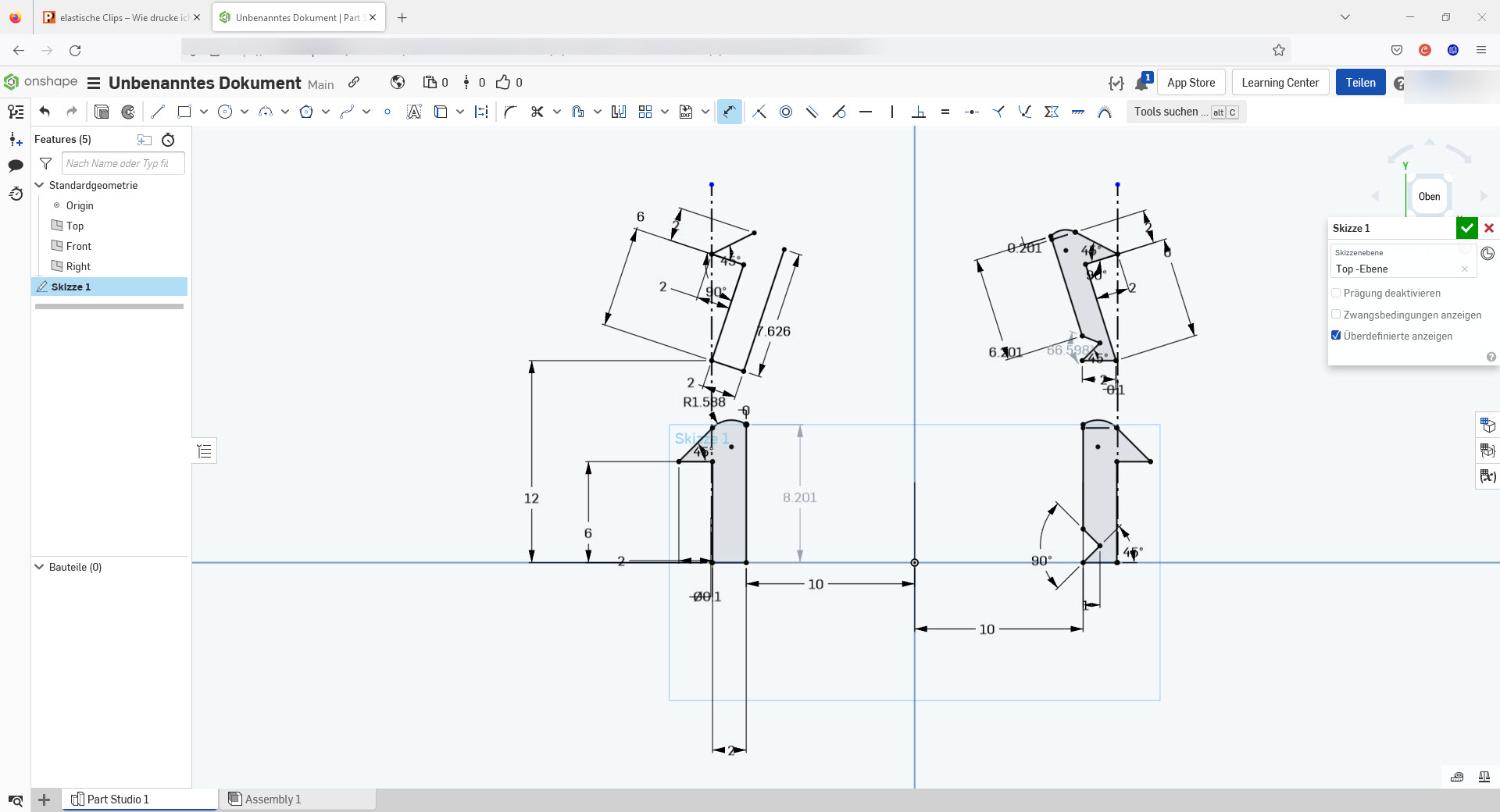
Und, wenn ich noch einen Tip geben darf: Wenn du innen, auf höhe des Anfangs des Einschnittes (sind ja 3 Stück da), einen "Ring" mit einer 45 Grad Kante nach oben und unten rein zeichnest, der im Durchmesser ungefähr 1/3 bis 1/2 in die "Nasen" rein reicht und diesen dann abziehst, hast du eine definierte "Knickstelle", wo deine "Rastnasen" den vollen Weg weg klappen können, aber auch wieder zurück federn werden - Es entsteht immer eine Stauchung (Innen) und Streckung (Außen), die das Material beim Verbiegen zurück legen muß - je dünner, desto geringer die Differenzen, desto mehr Weg "verkraftet" die Struktur... Bei 2 mm ist es Stabil, allerdings auch "Bocksteif", bei 0,8 mm sieht das ganze dann schon wieder ganz anders aus... Zeichne es dir mal auf mit der Materialstärke und wieviel du auslenken mußt, um in die Rastnut zu kommen und schau dir mal den Weg von Außen und Innen an und halbiere mal die Materialstärke und schau nochmal...
Gruß, Digibike
RE: elastische Clips
Hallo Digibike,
vielen Dank für Deine Antwort und die Tipps. Ich werde das Fillament bestellen und gebe dann Feedback. Solang: guten Rutsch ins neue Jahr!
RE: elastische Clips
Ich hab mal ein Bild erstellt, wie ich das mein - Links, so wie du das erstellst hast und Rechts, wie ich das meine. Wenn dir dann anschaust, wie hoch die Differenz zwischen Innen und Außen ist, was das Material mitmachen mußt, wird es dir deutlich. Aber auch schon, wenn du dir die "Nut" anschaust - Bei dir hast 90 Grad Winkel, bei mir bei der Nut, reduziert sich der Winkel in der Nut, auf knapp 67 Grad. PLA ist generell nicht gut geeignet, wenn etwas "flexibel" sein muß. Je Dicker, desto schlimmer wirds bzw. desto geringer dürfen die Winkel nur noch sein...
RE:
PLA ist oft nicht zäh genug.
PETG ist schon eher geeignet. Danach wird’s schwierig.
Ich habe mal einiges zusammengetragen für mich. Herkunft der Info nicht mehr bekannt.
Which 3D printing material should I use?
When you select a print material, it is important to consider the characteristics of the object you want to print and the environment in which it will be used. Ideally, you will select your print material based on material characteristics such as:technical propertiesaesthetic qualitiesprocessing abilityThe following material descriptions will help you select the right material for your 3D printing application. For further information, refer to the material data sheets for technical data and the material guides for printing instructions.
PLA (polylactic acid)
PLA is a biodegradable polymer that is ideal for prototyping 3D models with pleasing aesthetics. It has good surface quality, is somewhat glossy, and prints details with a high resolution. PLA is a reliable and easy-to-print material that can be printed at low temperatures. It has a low shrinkage factor and does not require the use of a heated build plate. It is the perfect choice for creating concept models, visualization aids, or for use in education.Overall, PLA is not as strong as more technical materials but does have a high tensile strength. It is not recommended for functional and mechanical parts. Items printed with PLA can lose their mechanical properties and may become brittle over time.
CPE (co-polyester), PETG
CPE is a popular material for mechanical applications. It has the same strength as ABS but also has high tensile strength, dimensional stability, and chemical resistance. This means that CPE can be used in combination with most industrial oils and chemicals without adverse effects. CPE is odorless and emits few UFPs (ultrafine particles) and VOCs (volatile organic compounds) during printing. This makes it a safer choice than many other materials.Note: CPE should not be used for parts exposed to high temperatures as it may deform at temperatures above 70 °C.
CPE+ (co-polyester), PETG+
CPE+ is stronger than CPE, which makes it suitable for applications where the strength of the object is key. CPE+ is primarily used for functional prototyping and modeling. It has greater thermal resistance than CPE, and therefore parts printed in CPE+ can be used at temperatures up to 100 °C without deforming.Note: Printing in CPE+ is more challenging than CPE because of the high temperature required to print.
TPU (thermoplastic polyurethane) 95A
TPU 95A is a semi-flexible material for use in applications that demand the qualities of rubber and plastic.TPU has a score of 95 on the Shore A Hardness Scale, with an elongation break of up to 580%. TPU is flexible, strong, and can withstand high impacts without deforming or breaking. It is also resistant to many common industrial oils and chemicals and easily resists normal wear and tear.Unlike other (semi-)flexible materials, TPU is easy to use, prints quickly, and does not require a high level of expertise to use effectively. TPU is not recommended for applications that will be exposed to UV light, moisture, or high temperatures for extended periods.
PETG Special
CPE, PETGPolyethylenterephthalat (kurz PET) ist ein thermoplastischer Kunststoff, der den meisten Menschen in Form der PET-Flaschen bekannt ist. PETG ist ein mit Glykol modifiziertes PET, das sich durch seine besonders hohe Transparenz und niedrige Viskosität auszeichnet.Modifizierung von PET mit Glykol ist eine beliebte Methode, um die Verarbeitungseigenschaften von reinem PET den gewünschten Druckattributen näher zu bringen. Die gewünschten Druckeigenschaften sind hierbei eine niedrigere Schmelztemperatur und die Senkung der Kristallisaton. Glykol sorgt in diesem Fall für beide Eigenschaften, welche sich wiederum in einfacherem Druck und höherer Transparenz des gedruckten Objekts niederschlagen.Zum Zweiten verleiht Glykol dem PET eine niedrigere Viskosität! Viskosität ist die Messzahl für die Dickflüssigkeit eines Stoffes – je höher die Viskosität, desto zähflüssiger ist das Material. Dank des Glykols wird das geschmolzene PETG weitaus mehr niedrigviskos – „flüssiger“ – was wiederum den Druckprozess und dessen Geschwindigkeit um ein Vielfaches verbessert. Schnellere und verlässlichere Druckergebnisse sind die Folge, die ein angenehmes Gesamtpaket für jeden Nutzer des PETG Filaments schnüren.Abgerundet durch sehr hohe Zähigkeit und die erwähnten guten transparenten Eigenschaften, die optimale Voraussetzungen für mechanische Anwendungen bieten, in denen der „richtige Durchblick“ benötigt wird, ist PETG ein äußerst verlässlicher Kunststoff für den Heim- und Profianwender. Aus mechanischer Sicht besticht PETG wie z. B. HDglass Filament durch hohe Schlagzähigkeit und ist zudem äußerst witterungsbeständig, was Objekte beispielsweise für den Garten auch in Betracht kommen lässt. FormFuturas HDglass ist zudem durch das FDA lebensmittelecht zertifiziert und kann daher unbedenklich in Berührung mit Lebensmitteln kommen, oder sogar als medizinische Anwendung Nutzen stiften.
PETG Verarbeitung
PETG ist vergleichbar einfach zu drucken wie PLA. Mit nahezu keinem Warpingrisiko, was das Filament einsteigerfreundlich macht, ist PETG zudem relativ geruchslos im Druck und erfordert wenig spezielle Add-ons für den Drucker. Durch die gute Viskosität sind schnelle Druckgeschwindigkeiten bis zu 100 mm/s zu erreichen.
PETG Nachbearbeitung
Um ein tolles Endergebnis mit dem fertigen 3D-Druck zu erhalten, empfehlen wir es entweder zu schleifen und anschließend mit Klarlack zu überziehen oder es mit Epoxidharz, wie z. B. dem speziell für den 3D-Druck entwickelten XTC-3D, nachzubearbeiten. Epoxidharz verhilft dem fertigen Druckobjekt zu einer weichen und hochwertig glänzenden Oberflächenstruktur. PETG kann ebenfalls eingefärbt werden, allerdings gibt es ebenfalls bereits eingefärbtes Material, das diesen Schritt erspart.
RE: elastische Clips
PETG sollte eigentlich für diesen Zweck gut geeignet sein. Ich würde evtl. die Nasen etwas reduzieren. 0.5mm sollten ausreichend sein um den Adapter gut zu arretieren.
Falls es doch nicht klappt, wäre PA6 oder PA12 meine erste Wahl.
Guten Rutsch und viel Erfolg!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.