Dünne Säulen sauber drucken.
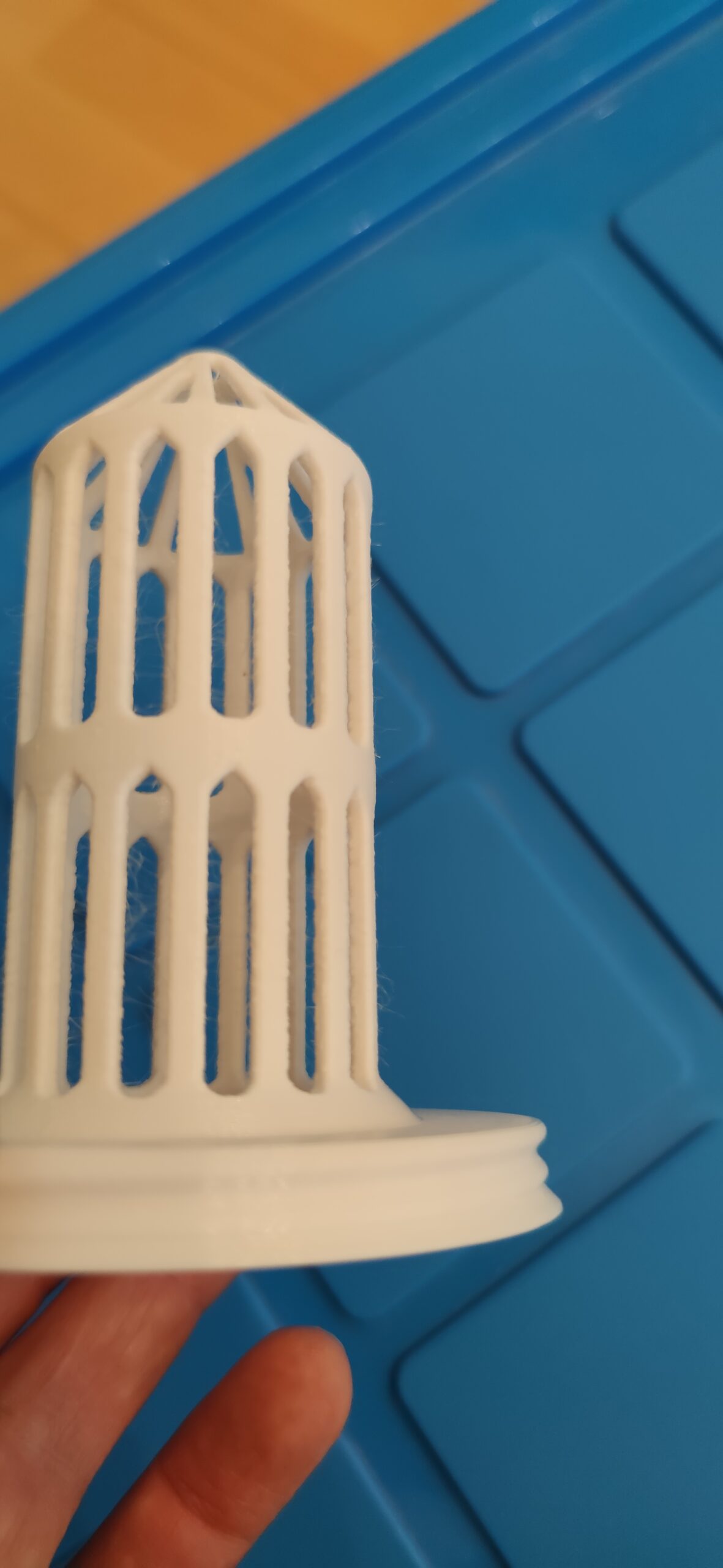
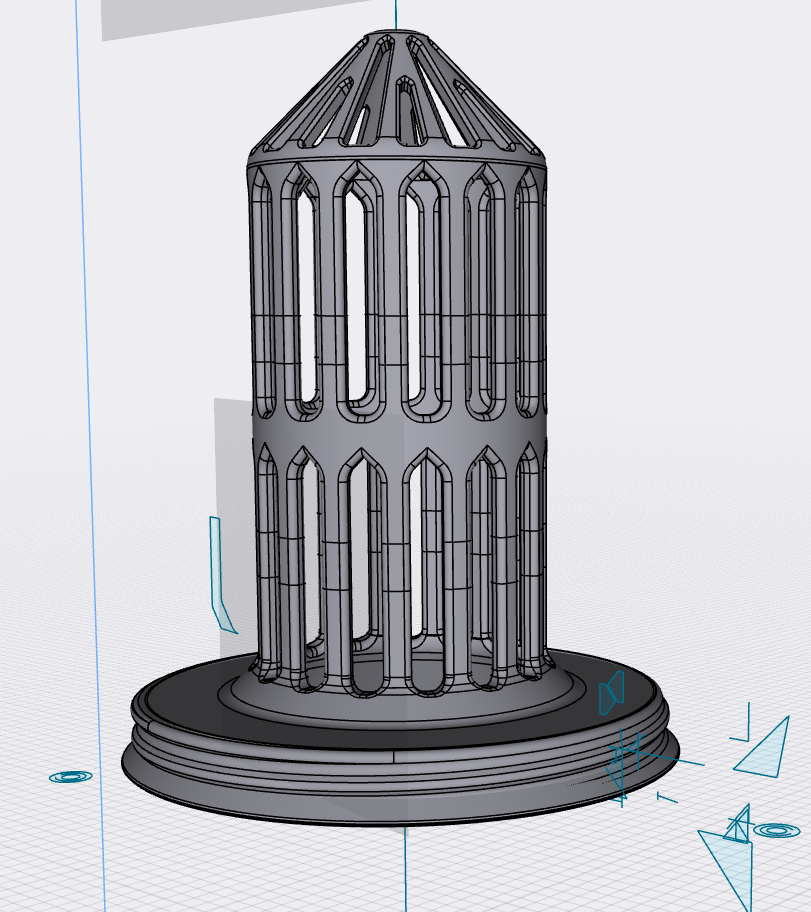
Ich habe ein Art Korb (Pool Filter) und drucke den mit Prusament PETG, Prusa Slicer 0.2 Quality Profile mit 4 Außenkontouren.
Die vielen Dünnen Säulen werden allerdings nicht schön. Wie kann ich solche Säulen ordentlich drucken? Langsamer drucken bringt keine Verbesserung.




RE: Dünne Säulen sauber drucken.
Hallo und willkommen im Prusaforum!
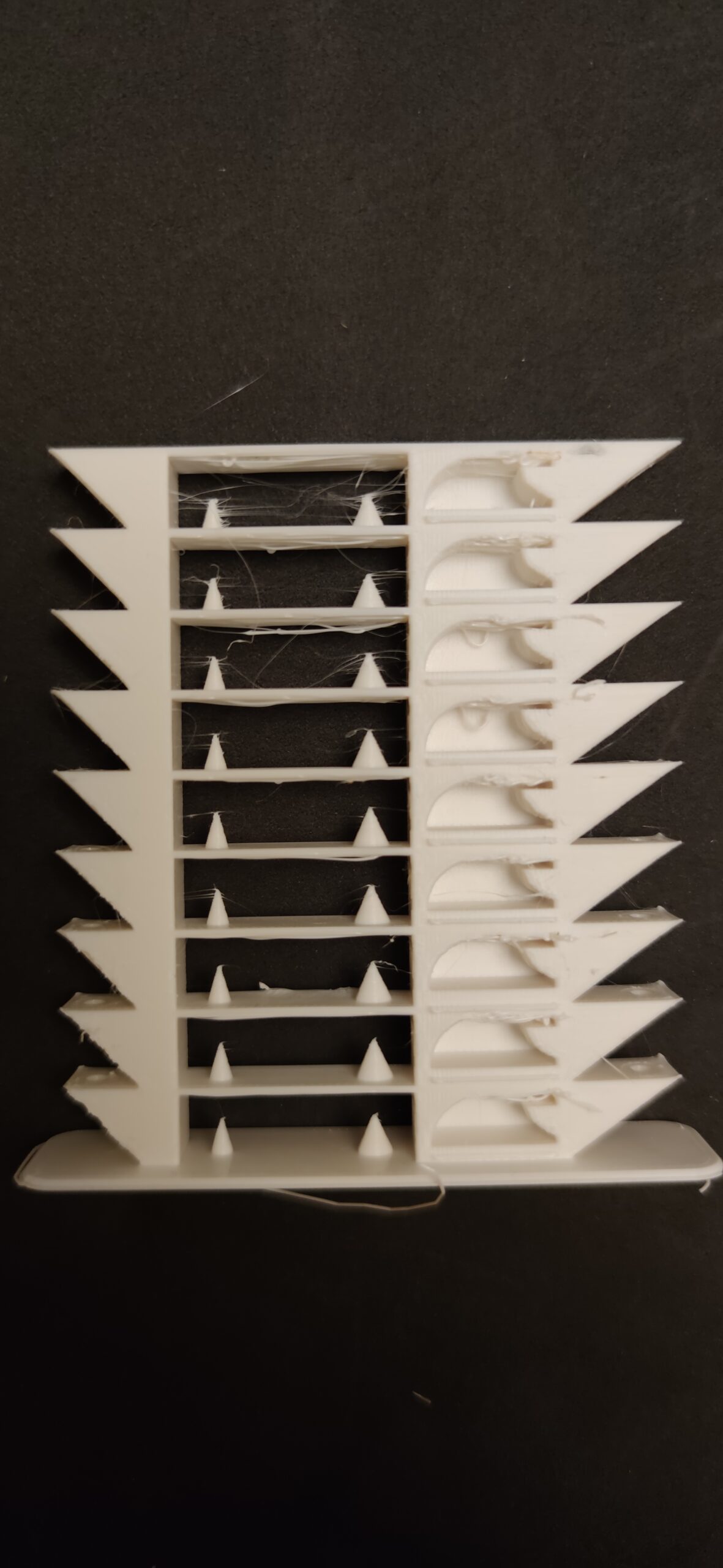
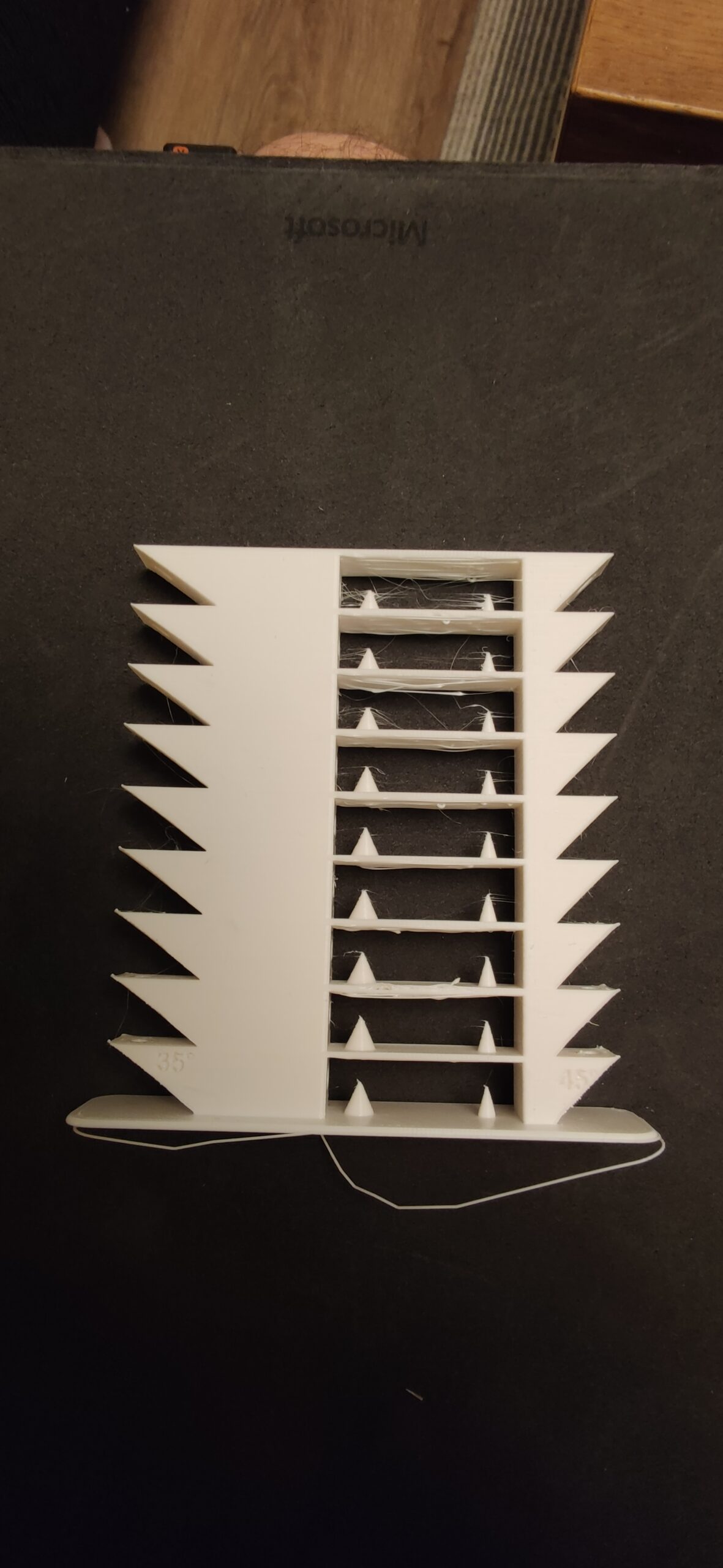
so wie ich das anhand der Bilder deute, hast Du ein Problem bzgl. unregelmässiger oder Überextrusion.
Überextrusion entsteht, wenn der Extruder nicht korrekt kalibriert ist oder die Flowrate im Slicer nicht passt. Zu dem Thema findest Du hier Tipps:
https://help.prusa3d.com/de/article/kalibrierung-des-extrusionsmultiplikators_2257
https://drucktipps3d.de/extruder-esteps-kalibrieren/
Bei unregelmässiger Extrusion kann die Ursache ein verschmutztes oder "zugekleistertes" hotend sein. In diesem Fall kannst Du zuerst versuchen einen "coldpull" durchzuführen. Auch hier einige Tipps:
https://help.prusa3d.com/de/article/verstopfte-duse-hotend-mk3s-mk2-5s_2008
Möglicherweise ist auch das kurze PTFE Stück im Hotend nicht mehr ok. Dann müsste es ausgetauscht werden.
Weiters würde ich noch den Druck eines Temptowers empfehlen um gute Werte für Temperaturen, Lüftereinstellungen und Geschwindigkeiten zu finden:
https://www.printables.com/de/model/4667-all-in-one-temperature-bridging-tower-pla-petg-gco
Gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Dünne Säulen sauber drucken.
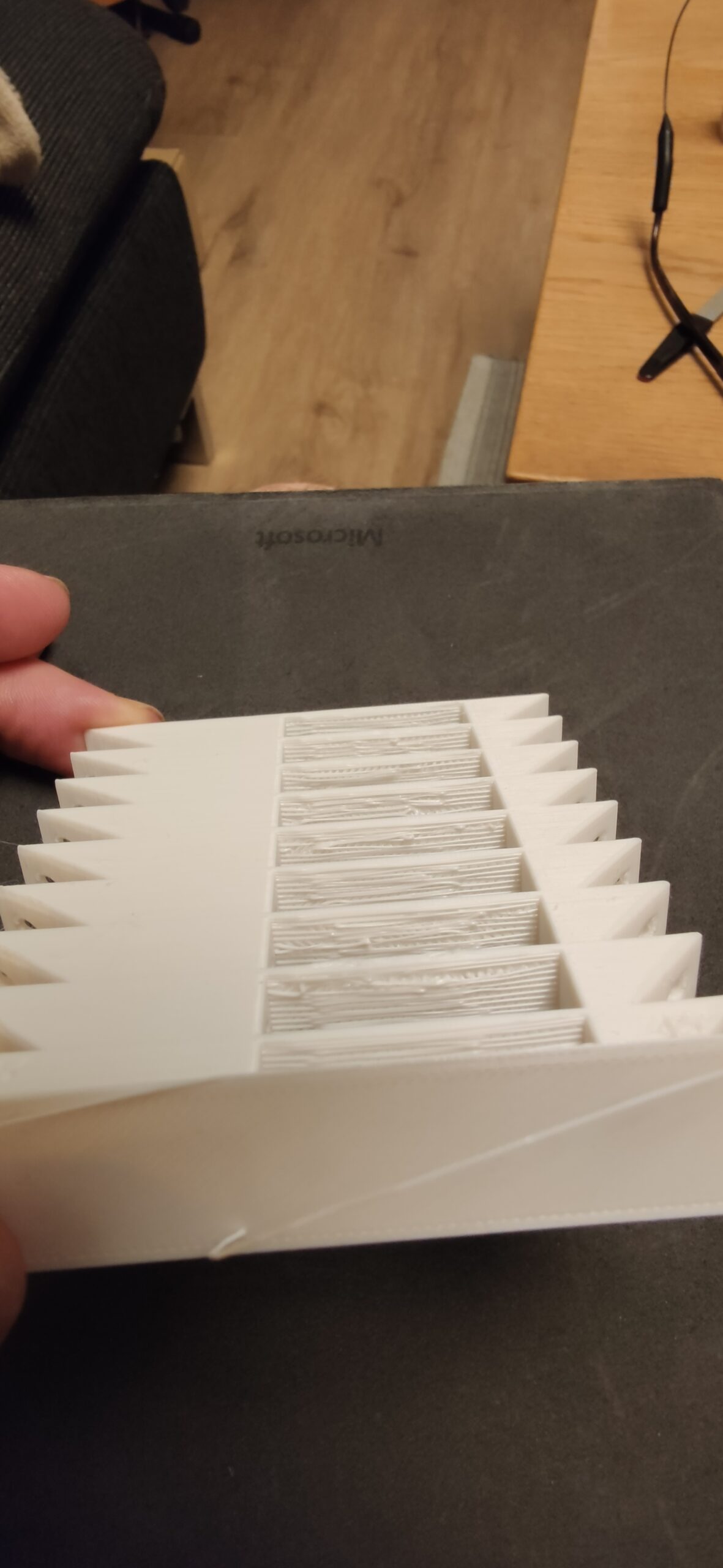
Ich habe mal mit einem Temp Tower angefangen (220 bis 260° PETG) So bei 240° scheint ein gutes Mittel zu sein - wobei die Brücken schon teilweise übel aussehen.
Morgen werde ich mal "Coldpull" probieren, und schauen ob das Problem auch bei einer einzelnen Säule auftaucht - oder erst wenn er zwischen mehreren hin und herhüpfen muss.
RE:
Das kann auch sein, dass die Struktur zu schnell gedruckt wird um das Material abkühlen zu lassen. Ich würde, da ja Brücken in Deinem Modell nicht wichtig sind, mit der Temperatur in den unteren druckbaren Bereich gehen und die Geschwindigkeit für die Layers mit den dünnen Strukturen deutlich reduzieren, so auf 10 m/s und für externe Perimeter sogar nur 7. Dauert dann zwar, aber ich könnte mir vorstellen, dass es hilft.
Kannst ja das Modell in den Boden versenken und testweise nur die dünnen Säulen ein Stück drucken, um zu sehen, ob es einen Unterschied macht.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: Dünne Säulen sauber drucken.
Ich habe schon "Nur eine Säule" und "Zwei Säulen" gedruckt. Das Fehlerbild ist in beiden Fällen gleich.
Der Druck dauert so schon 26h. Das will ich ungern noch länger ziehen. - aber ich teste es mal gaaaanz langsam - nur um zu sehen ob es helfen würde.
Cold Pull und Extruderkalibrierung: Erledigt, aber seit dem keinen Test mehr gemacht.