Drucken von dünnen Wänden
Hallo,
Ich möchte einen wetterfesten Deckel drucken für ein Gehäuse. Die Wände sollten zudem möglichst dünn sein.
Wenn ich bei 0.3mm Schichthöhe drucke, werden nur Aussenwände gezogen. Bei der geringsten Störung entsteht dann ein kleines Loch.
Deshalb drucke ich mit etwas Infill-Struktur, was bei 0.2mm dann automatisch passiert.
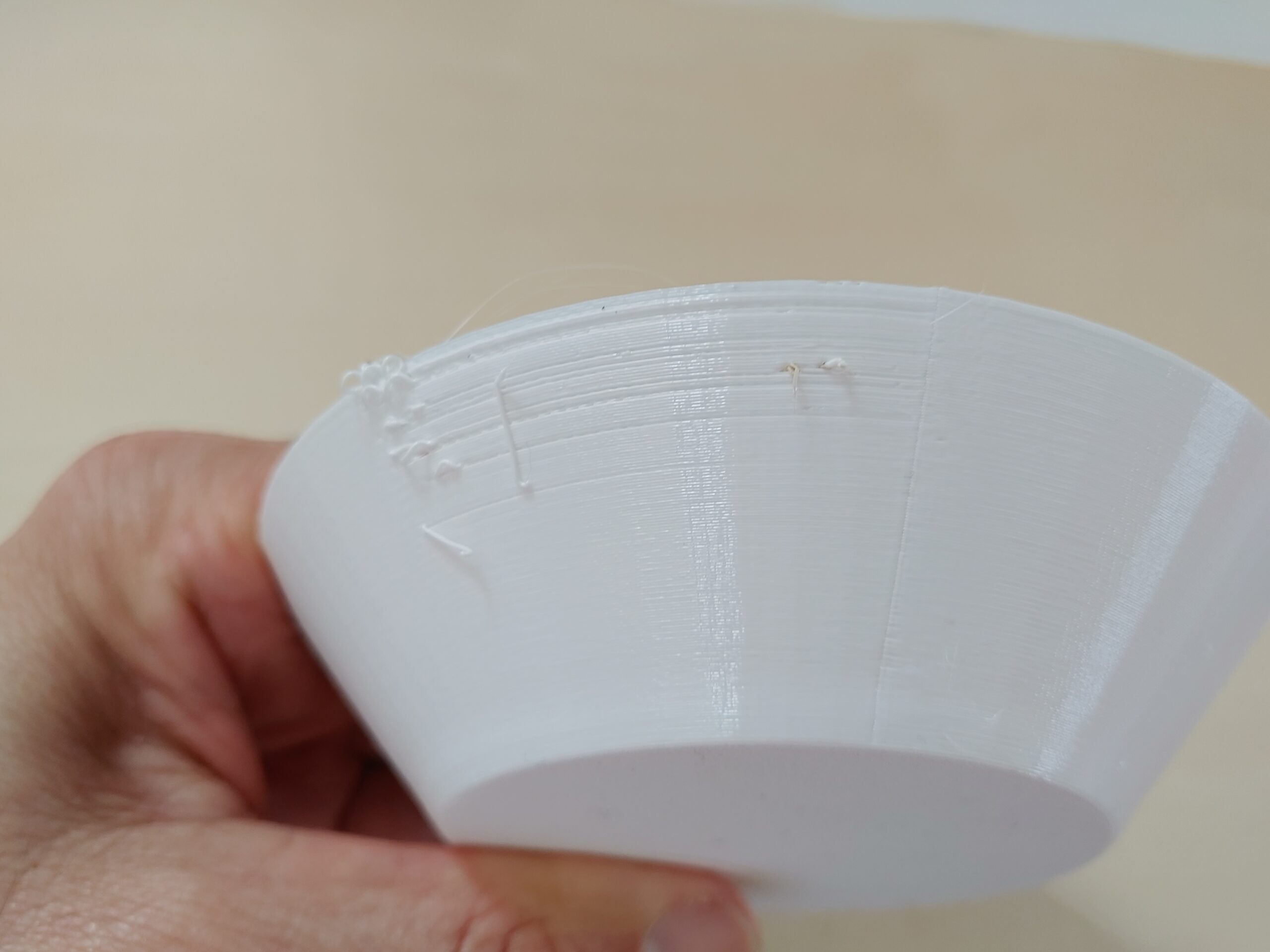
Allerdings habe ich hier Probleme mit sehr vielen Störstellen, die nicht an der Naht (im Bild auch zu erkennen) passieren, sonden an anderen Stellen. Es sieht so aus, als würde er beim Infill häufig neu ansetzen.
Mein Erwartung wäre gewesen:
zuerst Aussenlinien auftragen, dann mit Infill füllen, und zwar in einem Zug.
Der Slicer erzeugt aber immer eine Menge Travelling, was vermutlich zu den Störungen führt.
Derzeit läuft ein Druckversuch mit Avoid crossing perimeters, in der Hoffnung, dass evtl. Reste glattgebügelt werden, bevor sie größere Störungen verursachen.
Hat jemand evtl. bessere Vorschläge?

BR
Sam
RE: Drucken von dünnen Wänden
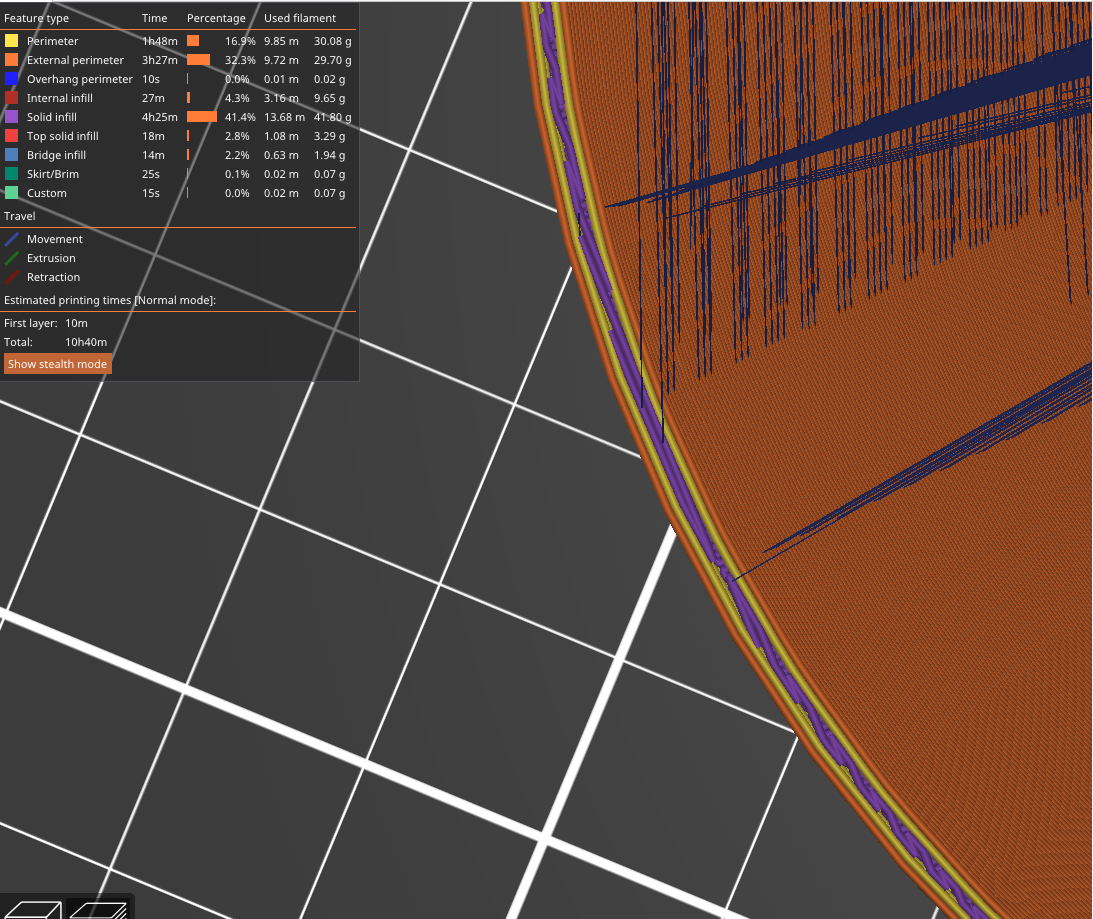
Also letztendlich suche ich ein Füllmuster für runde Objekte, das 360 Grad gleichmäßig so füllt:
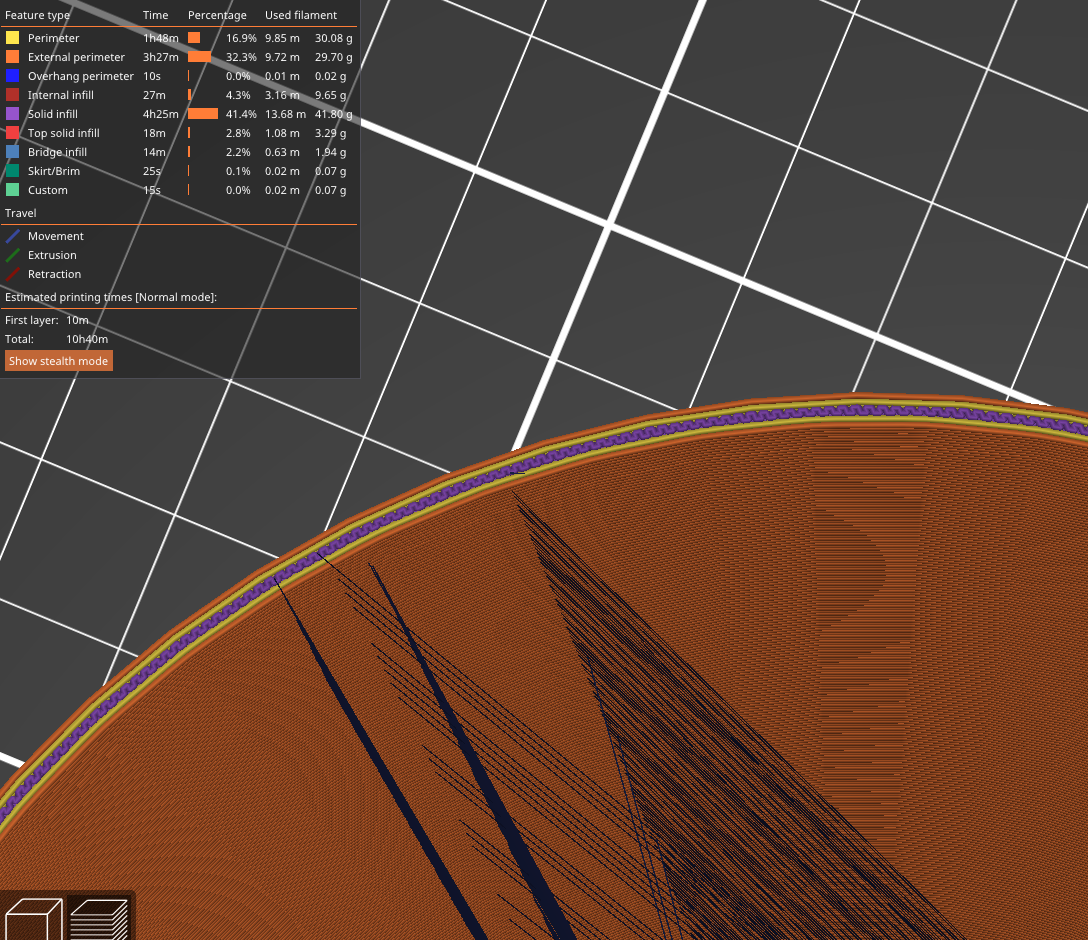
und nicht so:
Wie löst Ihr das?
BR
Sam
RE: Drucken von dünnen Wänden
Du könntest den Haken unter "Druckeinstellungen -> Schichten und Umfänge -> Qualität -> Stelle die vertikale Hüllenstärke sicher:" rausnehmen. Dann funktionieren auch die Einstellungen, die du unter "Infill" machen kannst.
Ich würde einfach mit mehr Konturen/Wänden/Perimeter drucken oder die Wandstärke im Modell selbst auf eine "passende" Größe verringern.
Wobei das Stringing schon sehr auffällig ist und zu einem Großteil deiner Probleme beitragen dürfte. Was ist das für ein Filament? TPU?
RE: Drucken von dünnen Wänden
Hallo TXX,
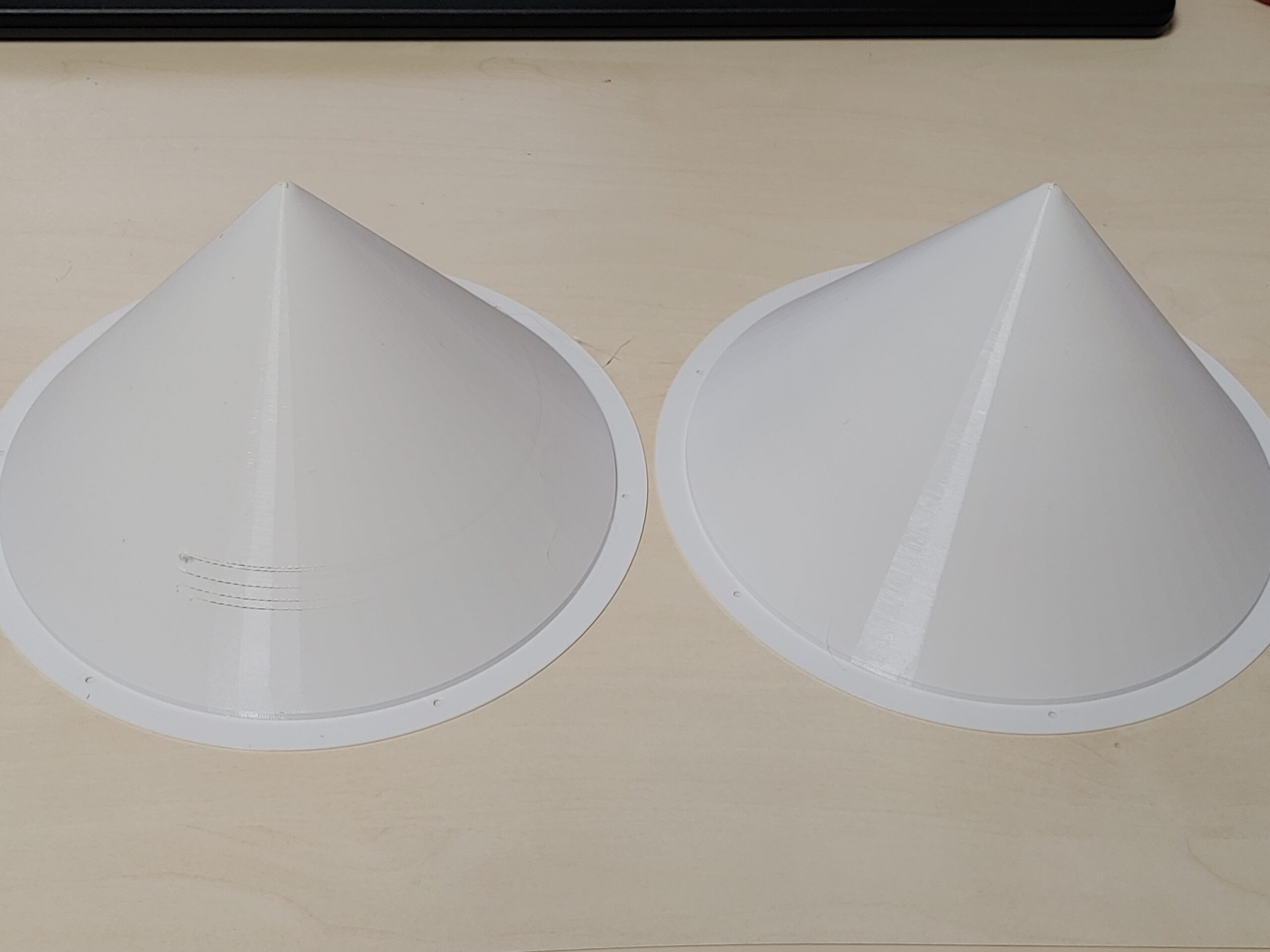
Filament ist PETG. Und das Stringing kommt durch die Abbrüche und Neuanläufe bei Crash detected. Bei bei reinen Konturen-Wänden hatte ich eben auch schon diese Störstellen. Aber Deine Bemerkungen haben mich zum Grübeln gebracht, und ich habe mal testweise im Vase-Mode gedruckt. Und auch hier hatte ich Störstellen hervorgerufen durch Y-Crash detected (linkes Objekt). Das kam mir dann schon sehr seltsam vor, weil im Vase-Mode sicherlich keinerlei störende Vorläuferartefakte existieren sollten.
Ich habe dann die Steppermotoren angefasst und sie waren sehr heiß. Deshalb habe ich einen zweiten Druck mit offenem Gehäuse gemacht. Und siehe da - die Störungen sind weg (rechtes Objekt).
Mein Fazit:
1) Bei geschlossenem Druckergehäuse besteht die Gefahr der Überhitzung der Streppermotoren, was zu Crash detected führen kann.
2) Ich werde zusätzlich noch überprüfen, ob die Lage noch einwandfrei gleiten.
BR
Sam