Problem z jakością wydruku
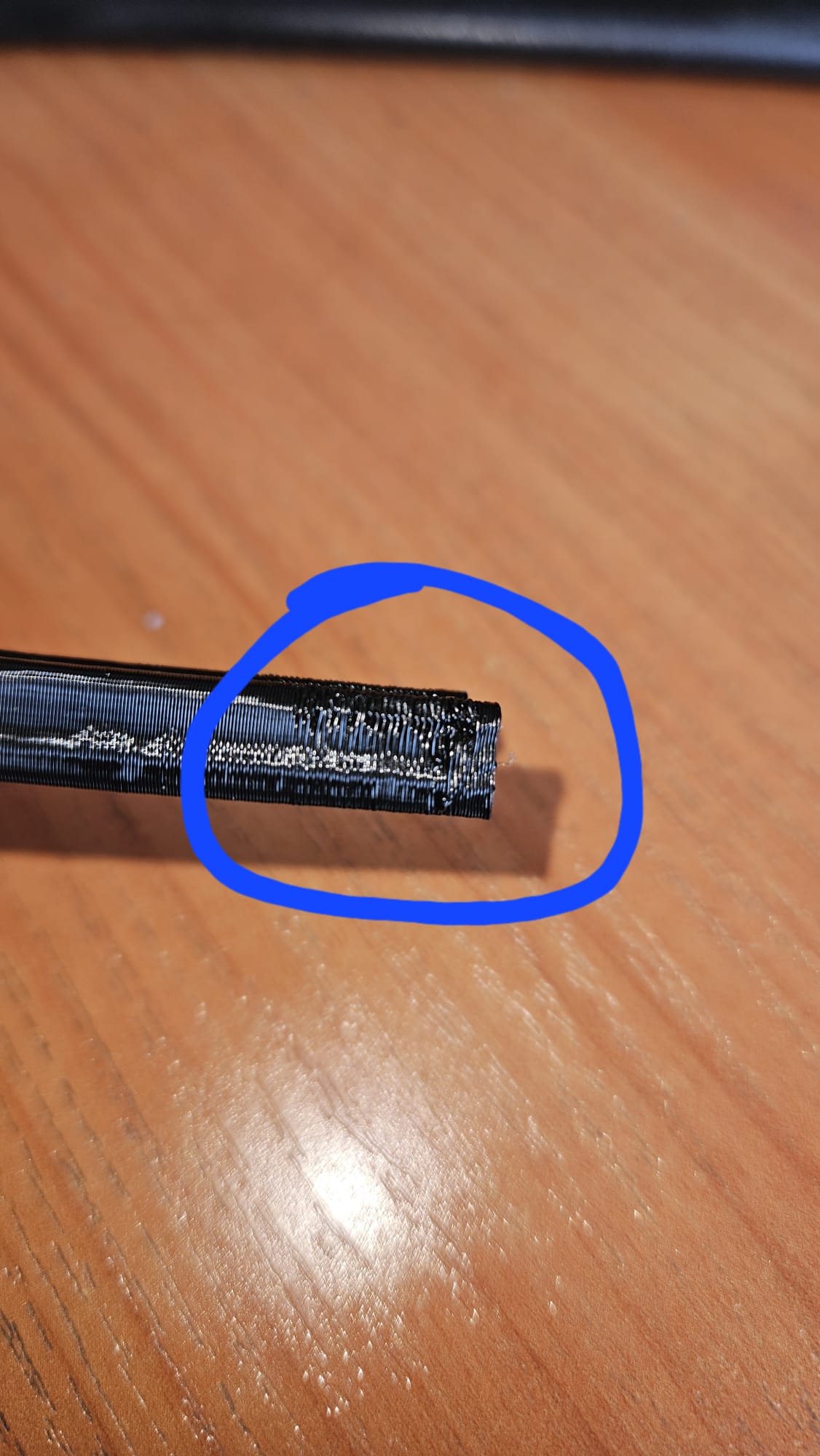
Mam mały problem z jakością wydruku. Od kiedy zmieniłem dyszę na nową, to gdy mam ustawioną wysokość warstwy na 0.2 druk wygląda dobrze ale czasami pojawiają się "deformacje" (zdjęcie), a im mniejsza wysokość druku to jest coraz gorsza jakość wydruku (np przy 0.1, 0.07), gdy pierwsza warstwa wygląda dobrze. Z czego może wynikać ten problem?


RE: Problem z jakością wydruku
Przepraszam, że piszę drugi post ale nie potrafię znaleźć ikony edytuj
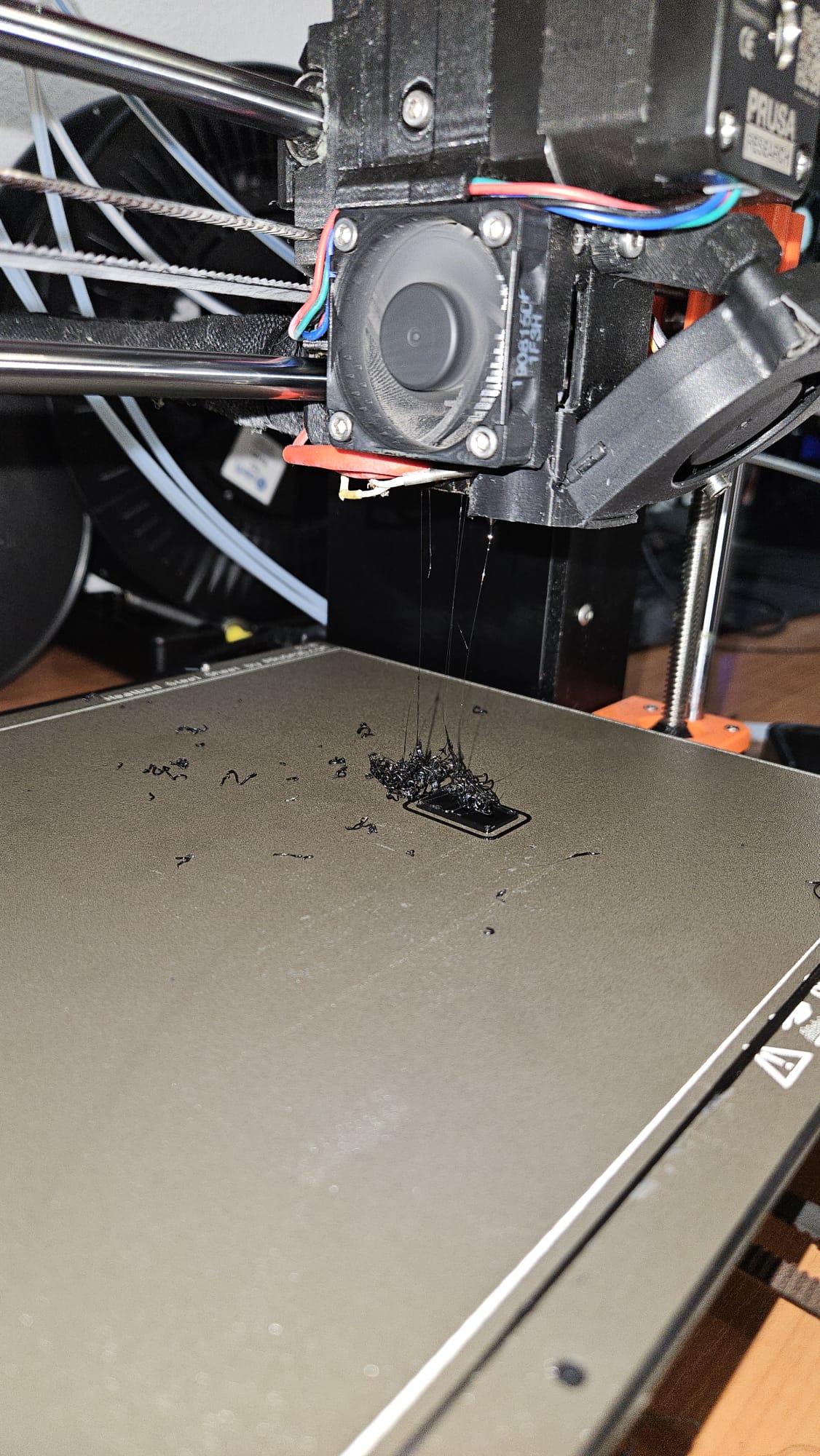
Gdy drukuje przy większej szczegółowości to coś takiego mi wychodzi
RE: Problem z jakością wydruku
Several options come to my mind:
- is there a small layer shifting?
- nozzle size setted correctly? (in slicer + printer).
- correct temperature (you could print a temperature tower for that).
- you have this with all stl? or just this one?
Could you upload the sliced file/stl/project (zipped file), so we can have a look at settings?
We will do what we have always done. We will find hope in the impossible.
RE: Problem z jakością wydruku
Several options come to my mind:
- is there a small layer shifting?
- nozzle size setted correctly? (in slicer + printer).
- correct temperature (you could print a temperature tower for that).
- you have this with all stl? or just this one?
Could you upload the sliced file/stl/project (zipped file), so we can have a look at settings?
1. Where can I find settings where I can check and later change that?
2. Yeah I thing I have correct setted
3. Yea, the temeprature is correct
4. I have problem with all stl above 0.2 PET-G but the biggest problem is with 3d print from PLA (I can't print anything because all look like picture above)
Settings? You are mean g-code? Sorry I am newbie
RE: Problem z jakością wydruku
1. Where can I find settings where I can check and later change that?
2. Yeah I thing I have correct setted
3. Yea, the temeprature is correct
4. I have problem with all stl above 0.2 PET-G but the biggest problem is with 3d print from PLA (I can't print anything because all look like picture above)
Settings? You are mean g-code? Sorry I am newbie
1. This explains all printermenu options: https://help.prusa3d.com/pl/article/menu-lcd-original-prusa-i3_142322 On the printer, go into the menu; and study it a bit, For now look at setting of nozzle; sheet you will use, filament (PLA, PET, etc)lots of interesting stuff there.
2. OK, What slicer are you using? PrusaSlicer? In the slicer also choose correct profiles (nozzle, filament, etc.) if on the printer and in slicer it is different, it will give strange effects.
NB: There are several differences between PET and PLA. Most people have problems in beginning with PET.
Differences is the 1st layer height (for PET it is higher then for PLA!); And also temperature + cooling.
3. With the pictures it is hard to see what is really happening. So best is to go in small steps:
A. Clean the sheet with warm water + dish washing soap. (Just to be sure the sheet is OK)
B. Adjust the 1st layer height. Read about that on the forum (lots of info),
When you do the first layer print, it starts with the long zigzag movements.
You go down lower until the corners are correct and stay put on the plate.
If they get pulled rounded, you are too high.
I always go in steps of 0.050 and when fine tuning to 0.020
There is this great explanation and stl to go the next step: https://www.printables.com/model/251587-stress-free-first-layer-calibration-in-less-than-5/files. Good to read and the stl is easy to print, and because it is larger you see what is happening on the plate.
C. If that is correct, print a small item. Best is to print the calibration cube (30x30x30). It is fast and you get a lot information.
Make pictures when the cube is on the sheet (to see if the problems are in one direction, caused by layer shifting).
Take it off, and also make picture of bottom (1st layer).
Interesting to hear/see your results.
PS: 3/4 of a year ago I was a newbee too 🙂
We will do what we have always done. We will find hope in the impossible.
RE: Problem z jakością wydruku
PS; Today I thought about this, and maybe there is something else going on too:
- If temperature in room is very high (say above 30 degrees Celsius for PLA and much higher for PETG) the printing will change. The filament is more weak, will string faster, and when the filament is retracted (before hops to other spots) and back the idler wheel will grind the filament. Together this will easyly cause clogging in the extruder, -> underextrusion . And this mostly happens on higher layers (because then everything gets really hot)
- So maybe you have enclosure? Open the door to test this
And/or lower retraction speed to (~ 20 mm/sec) in Prusa slicer.
We will do what we have always done. We will find hope in the impossible.
RE: Problem z jakością wydruku
I changed nozzle and all started working great. The previus one (nozzle) was from AliExpress :p
RE: Problem z jakością wydruku
Settings? You are mean g-code?
I mean the settings for nozzle-diameter in slicer (and HW setup of printermenu).
You say that is correct, so cannot be the cause of the problem.
So what could be causing the "spaghetti" in your prints?
- 1st layer setting seems OK.
- could er be a small clog in the nozzle? Consider heating it up to PETG-temp and then do cold-pull (read about it before doing 🙂
- and also I think about the belts (Y-axis and X-axis) are not correctly on tension (you can check that with app from Prusa).
We will do what we have always done. We will find hope in the impossible.