Reinigung des Hotend außen
Hallo zusammen,
ich weiß, es ist keine gute Kombi, blutiger Anfänger und nicht wirklich Ahnung.....
Dennoch komme ich mit Handbuch und Forumsbeiträgen nicht weiter und bitte um Hilfe. (Bevor ich mit Kaltzug, Ausbau etc. pp. beginne)
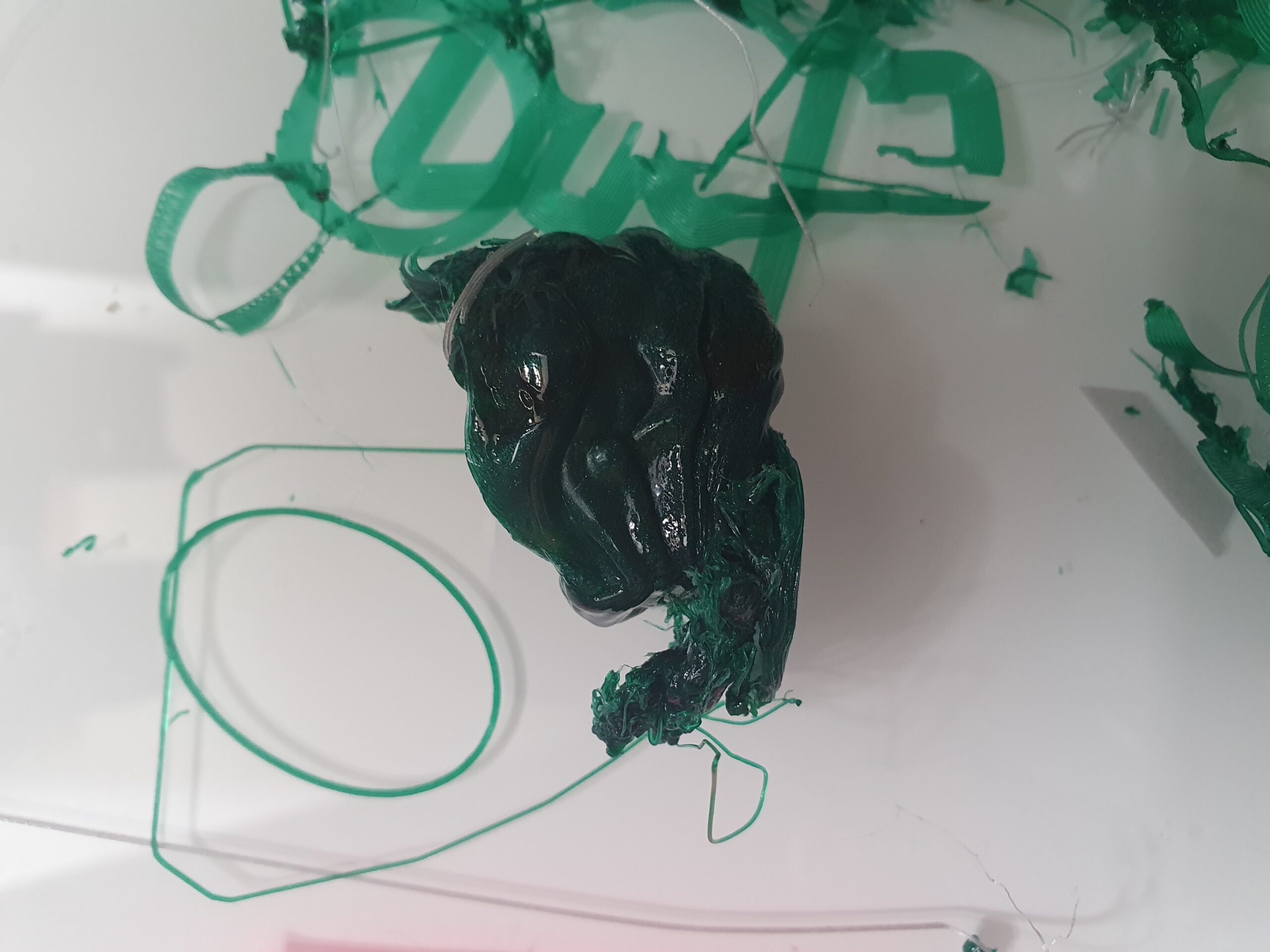
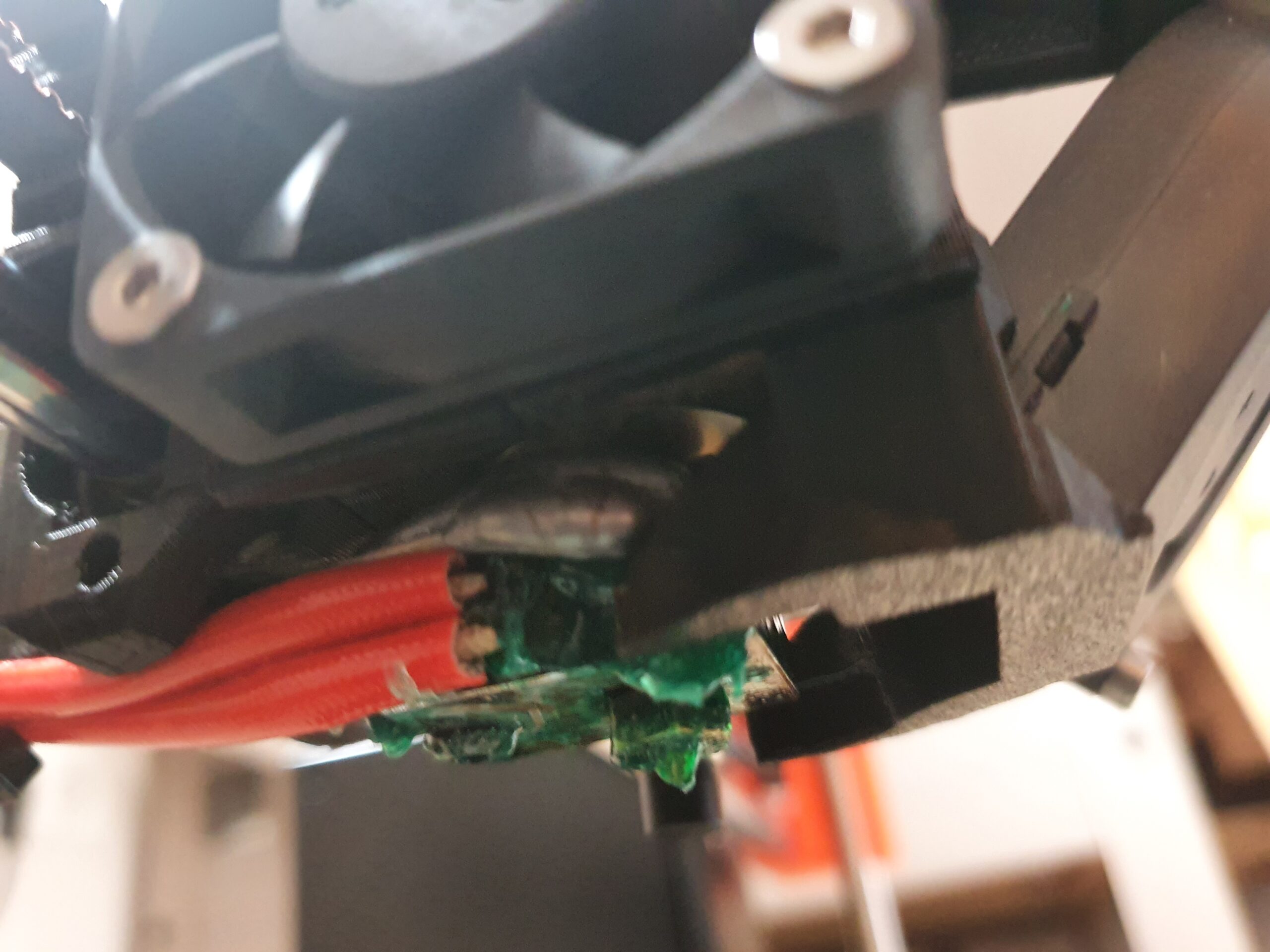
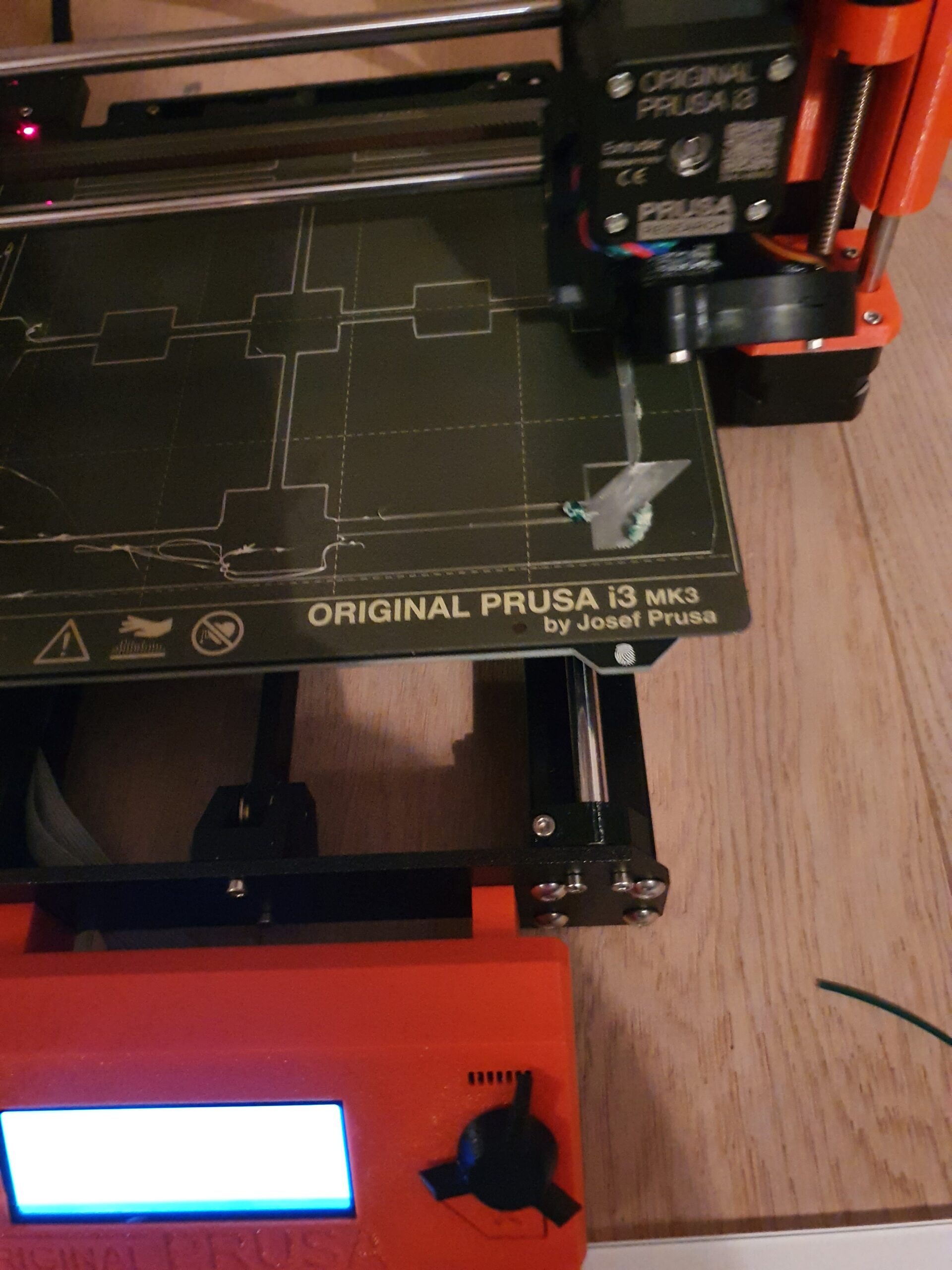
Er druckt immer wieder "Klöße" s.u. (nicht Spaghettimonster). Nachdem es bislang gelungen ist, das rückstandslos zu entfernen, ist vom grünen PLA (Prusament) diesmal richtig viel (Bild2) außen dran geblieben (davor 2 Rollen Silber verdruckt, 2 x Klöße, keine Rückstände).
Er druckt kleine Objekte anstandslos, nur die Ergebnisse verschlechtern sich zusehend.
Wie bekomme ich die verklebten Stellen außen sauber, ohne Gewalt und ohne etwas zu beschädigen?
Und wo finde ich eine echte Beschriftung der Feinteile? Es wird z.B. immer wieder darauf hingewiesen, dass Hotend nicht gleich Düse ist, ok verstanden. Wenn man aber nicht weiß und auch nicht beschriftet wird, was was ist, ist es schwierig. Düse ist vmtl. das, was unten raus steht, Hotend alles im Extruder, wäre aber schön zu wissen, welches Teil wie benannt ist.... . (habe ihn nicht selbst zusammengebaut....)
Danke für Hilfe Guldu
RE:
Nachtrag:
https://forum.prusa3d.com/forum/postid/188305/
gibt es eine Beschriftung für den i3...S
Filament kommt noch raus, innen scheint nichts verstopft....
RE: Reinigung des Hotend außen
Hi,
schonmal gegoogled? Z.B. das hier?
Wegen dem säubern: Eventuell ein Holzstiehl (Eisstiehl z.b.) da? Hotend aufheizen und entlang streifen. Aber vorsicht beim Holzspachtel säubern - Das Material kann richtig heiß sein... Noch effektiver dürfte ein Baumwollstreifen drum herum sein, allerdings setzt sich das sehr schnell zu und wird schwierig, wieder aus den Fasern zu bekommen...
Übrigens gibt es für das E3D Hotend auch sogenannte Silikonsocken. Das wird über das Hotend gestülpt und die Düsenöffnung schaut raus. Was bringt das? Nun, wenn du deinen Aufbau anschaust, siehst du, daß direkt vor die Düse der Bauteillüfter bläst. Da Luft aber verwirbelt und ggf. von Druckplatte oder teilen des Drucks reflektiert wird, entsteht fast zwangsläufig auch dort, wo du es eigentlich nicht willst/brauchst, ein Kühleffekt: An der Düse bzw. dem Heizblock. Die Silikonsocke stellt eine Isolierschicht dar. Die Elektronik braucht weniger nachheizen, Regelung geht feiner - die Wärmeenergie wird effektiver auf den Kunststoff übertragen.
Gruß, Digibike
RE:
Sorry, bin etwas in Zeitnot, nur so viel:
1) Du hast mit ziemlicher Sicherheit ein Kalibrierungs- und Druckbettreinigungs-Thema zu lösen. Bitte mal diesen Thread hier lesen, da habe ich gerade erst einiges dazu geschrieben.
2). Daß Du den Drucker aufgebaut gekauft hast, ist kein Problem - aber Du mußt Dich halt jetzt mit dem Zerlegen beschäftigen. Die Aufbauanleitung - bei Prusa online auch sehr detailliert auf Deutsch einzusehen - ist mit Sicherheit der erste Stop, um sich mal mit den Funktionen der einzelnen Teile und deren Bezeichnungen auseinanderzusetzen; gleiches gilt für die Reparaturanleitungen z.B. für den Hotend-Ausbau, die auch auf der Prusa-Seite zu finden sind.
3). Reinigen der Sauerei - ich mach´ das so: Erst mal die Lüfterhaube abmontieren, die neben dem Heizblock sitzt, siehe Schritte 43-45 hier.
Dann den Drucker anschalten, Extruder hoch und in die Mitte fahren ( LCD-Menü - Einstellungen - Achse bewegen - Z. ), Düse auf 250 Grad heizen (nur die Düse, nicht das Druckbett. Dann Drucker stromlos schalten, ansonsten kann man nicht mit einer Zange am Extruder arbeiten - Kurzschlußgefahr.
Wenn man den Drucker auf die Seite legt, kommt man ggf. besser dran, aber darauf achten, daß dann der Extruder "unten" ist auf seiner Achse, sonst kommt er einem entgegengefahren und der ist heiß....
Dann nehme ich mit einer Spitzzange o.ä. möglichst zügig die Filamentreste ab, so gut es geht, ohne aber die Kabel vom Heizelement oder Thermistor zu berühren oder gar zu beschädigen. Eine kleine Messingbürste benutze ich auch ganz gerne, aber mit den gleichen Vorsichtsmaßnahmen. Wenn´s geht versuche ich, daß keine Reste mehr in den kleinen Madenschrauben von Heizelement oder Thermistor verbleiben, ansonsten brennt einiges von dem restlichen Zeug auch über die Zeit bröselig ab. So bald ich fertig bin, schalte ich den Drucker wieder ein, damit die Lüfter wieder anspringen und der Extruder wieder heruntergekühlt wird.
Letztlich - Silikonsocke von E3D drüber, dann passiert so was nicht; die kollidiert aber gerne auch mit der Lüfterhaube, weswegen ich die gar nicht mehr montiert habe.
Beste Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE:
Eine Idee dazu von meiner Seite: Um solche "Klumpen" zu vermeiden, sollte im Vorfeld die Extrusionsmenge korrekt eingestellt sein (esteps, Extrusionsfaktor), dann wird auch kein überschüssiges Material "geschoben bzw. geschaufelt", vorausgesetzt Düsentemperatur und Kühlung passt auch.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Reinigung des Hotend außen
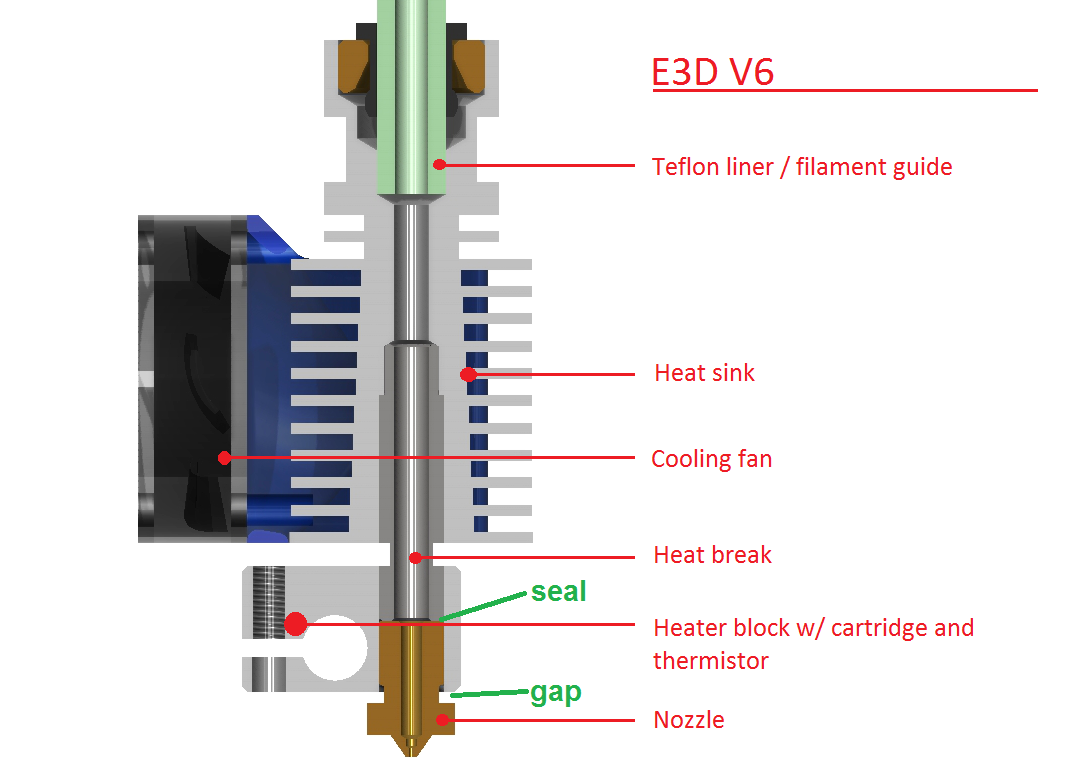
Beim Zusammenbau oder Düsenwechsel die grün beschrifteten Anmerkungen beachten (gap = ca. 0.5 bis 1mm Abstand zwischen Düsen-Sechskantbund und Heizblock und seal = absolut dichter Bereich zwischen Heatbreak-Düsen Bund).
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Reinigung des Hotend außen
Danke erstmal für die hilfreichen Antworten. Da werde ich mich am WE dran wagen und berichten bzw. sicher nachfragen!
RE:
Wenn Du die Düse entfernen willst: Düsentemp. auf 280 Grad C. einstellen, aktivieren und warten bis die Temp. erreicht ist. Dannach die Düsenheizung abschalten und vorsichtig mit einem 7'er Steckschlüssel die Düse lösen während Du den Heizblock mit einem 16'er Gabelschlüssel sicherst. Vorsicht bei den dünnen Drähten (Thermistor und Heizpatrone). Diese können dabei leicht beschädigt werden. Beim Einbau umgekehrt vorgehen. Anzugsdrehmoment ca. 2-3 Nm. Dazu findest Du aber per Google eine Menge Ideen, Tipps und auch Werkzeugtypen für den Düsenwechsel.
Sicherheitshalber auch hitzefeste Handschuhe verwenden.
Hier ein kurzes Video: https://www.google.com/search?client=firefox-b-d&q=mk3+change+nozzle#kpvalbx=_J-0CYsTRPKGQxc8PqryhkAs16
Falls Du das Hotend ausbauen willst, findest Du auf den Prusa Help Seiten Unterstützung: https://help.prusa3d.com/de/guide/wie-man-einen-hotend-austauscht-mk3s-mk3s_161575
oder hier (je nach Druckertyp): https://prusa3d.dozuki.com/Guide/How+to+change+a+heatbreak-heaterblock-heatsink+-+MK3-MK2.5/1450
Schöne Grüße und gutes Gelingen,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Reinigung des Hotend außen
Erstmal bin ich mehr als begeistert von der konkreten und genauen Unterstützung.
Allerdings spielen wir so sehr in verschiedenen Ligen..... Ich beginne zu realisieren, entweder den Drucker wieder abschaffen oder viel, viel Zeit investieren (dabei habe ich noch nicht mal einen hohen Anspruch an das Druckergebnis, vorläufig jedenfalls, bislang kannte ich nur den Umgang mit Ultimaker....)
Punkt 3 wie von JustMe3D insofern durchgeführt, als dass ich von außen tatsächlich durch Erhitzen usw. das meiste abgekommen habe, Drahtbürste bestellt, Silikonsocke ist auf dem Weg, alles prima...
Platte mit Isoprop gereinigt, Probedruck mit schrecklichem Ergebnis, wie zu erwarten war, links vorne druckt er nix, aber vom Ergebnis war ich doch irritiert, da ich auch größere Objekte bereits drucken konnte.
Noch mit alten Einstellungen (wie geliefert) , wie zuvor bereits in Gebrauch....
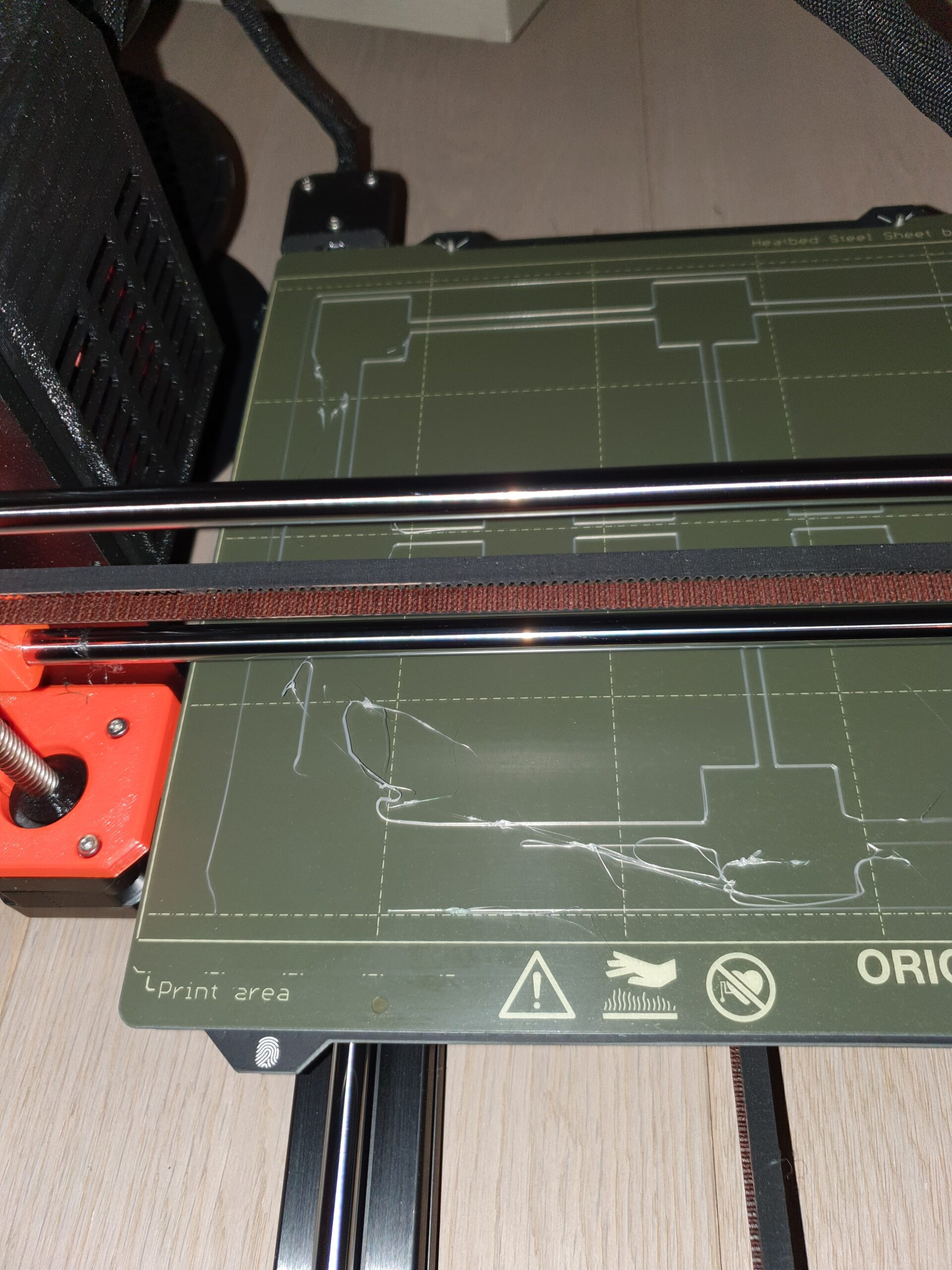
Und jetzt kommt der Fehler: XYZ Kalibrierung durchgeführt (ja, da steht nur bei Selbstbaukit) , Z-Kalibrierung auch nochmal durchgeführt, auf 7x7 umgestellt.
Jetzt erkennt er die Y-Achse wie es scheint gar nicht mehr richtig. Auch die "erste Schicht" wird eher in erster Annäherung als Parallelogramm gedruckt.
Besonders irritierend ist auch, dass der erste Druck, bevor es losgeht, jetzt spiralförmig ist.


Nun weiß ich nicht, wo ich ansetzen soll, das scheint so Basic zu sein, dass ich in den Anleitungen nichts gefunden habe.
Beste Grüße und Danke für Eure Geduld.
RE:
Ich wiederhole mich:
1) Du hast mit ziemlicher Sicherheit ein Kalibrierungs- und Druckbettreinigungs-Thema zu lösen. Bitte mal diesen Thread hier lesen, da habe ich gerade erst einiges dazu geschrieben.
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE:
@guldu
Mach mal ein Homing, fahr manuell an verschiedenen X/Y Positionen auf Z0 und beobachte wo die Düse steht. Sind da größere Differenzen ersichtlich (Distanz Druckbettoberfläche - Düsenspitze), ist das Druckbett nicht eben, gelevelt oder die Führungswellen schlecht justiert. Zusätzlich wichtig, ich würde sagen grundsätzlich ein Hauptpunkt für einen erfolgreiche Druck, ist der Z-First-Layer-Adjust. Eine oft verlinkte, aber gute Anleitung dazu findest Du hier: life-adjust-z-my-way
Wie mein Vorredner/Schreiber schon meinte: Enorm wichtig -> Druckbettreinigung, fettfrei, staubfrei, kalkfrei, trocken.
Falls Du doch Unterstützung benötigst, findest Du hier evtl. Jemanden in Deiner Nähe.
Gutes Gelingen,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.