Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hallo,
nachdem ich vor geraumer Zeit feststellen musste, dass die Außenwände meiner Ausdrucke (MK3s) immer sehr uneben aussahen, trotz Kalibrierung des Extruders und Konfigurationsänderungen , Drucken mit S3D usw., habe ich mal ein wenig im Forum nachgeforscht und bin dann darauf gestoßen, dass dieser Fehler schon seit längerer Zeit (2018) bekannt ist. Der Fehler wurde unter der Nummer 602 im GitHub dokumentiert und geschlossen ( https://github.com/prusa3d/Prusa-Firmware/issues/602), da keine Lösung dafür gefunden wurde. Im Rahmen meiner Recherche bin ich darüber hinaus noch auf Bondtech gestoßen, die hierzu ein Upgrade anbieten. Dieses Upgrade hat zumindest bei meinem Drucker das Problem nicht beseitigt.
Nun bin ich 350€ ärmer und habe einen Drucker, der meinen Ansprüchen nicht genügt. Eigentlich finde ich das Konzept des MK3S mit der MMU super, aber was hilft das, wenn man mit dem Druck Ergebnis nicht zufrieden ist. Jetzt gibt es wohl einige Lösungsansätze, anscheinend liegt das Problem an den beiden Zahnrädern, die das Filament transportieren (Drive Gears). Man könnte z.B. anstelle der zwei Zahnräder nur eins davon nutzen (das Drive Gear auf dem Motor) und das könnte dann dazu führen, dass diese Muster nicht mehr auftreten. Es gibt noch weitere Lösungsansätze. Hier im Video (www.youtube.com/watch?v=32dTLRNIYmw&t=577s) gibt es sogar ein STL File, mit dem das zweite Zahnrad etwas versetzt eingebaut wird.
Jetzt meine Frage an euch: Habt Ihr auch diese Muster und falls ja, was habt ihr dagegen unternommen? Ich würde mich freuen, wenn ich hierzu vielleicht noch den ein oder anderen Tipp bekommen könnte, bevor ich den Drucker wieder bei ebay verticke.
Besteht die Hoffnung, dass Prusa sich um dieses Thema kümmert?
Ich Danke euch schon mal im Voraus für Eure Ideen und Anregungen!
Viele Grüße
Frank
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Ob es an den in Github diskutierten Problemen mit unregelmässiger Extrusion liegt, kann ich nicht beurteilen, da ich verschiedene Extruder wie. Z.B. Hemera, Bernie's, Bondtech ähnliche... verwende und dieses Problem bislang "noch" nicht aufgetaucht ist. Ich möchte aber nicht ausschließen, dass dies die Ursache für die unregelmässige Oberflächenqualität sein könnte.
Der Drucker ist im Allgemeinen ein Konstrukt aus vielen Kunststoffteilen, einfachen und billigen Führungselementen und bietet generell viel Raum für mechanische "Unebenheiten", schon alleine aufgrund der mech. Instabilitäten in Bezug auf Krafteinwirkungen und thermischen Schwankungen.
Ich vermute (mutmasse) mal, dass die Ursache also eher mechanischen Ursprungs im Bereich der Führungs- und Antriebselemente (inkl. Gurtantriebe) zu finden ist. Da jeder Drucker hinsichtlich Zusammenbau und Wirkungsweise ein Unikat ist, kann sich das Verhalten bei ein und derselben FW, unabhängig von der Bauart (Marlin, RepRap, Klipper..) sehr unterschiedlich abzeichnen.
Was ich an Erfahrungen berichten kann:
Ich habe mehrere Druckerprojekte aufgebaut und darauf Wert gelegt, dass ich im Bereich der Mechanik und Stabilität sauber gearbeitet und eher hochwertige Elemente verwendet habe. Ein weiterer, wesentlicher Part waren gut optimierte Einstellungen der Werte wie Jerk, Accerlation, Linear Advance, Input Shaping, Druckgeschwindigkeit, Kühlung, Retraction usw., was in der Regel immer sehr viel Zeit in Anspruch genommen hat, da die Werte optimal auf die Mechanik abgestimmt werden mussten. Dazu kommt noch , dass sich die Druckergebnisse von Filament zu Filament unterscheiden. Ich nenne da nur einige Begriffe wie Ghosting, Ringing, Echoing, Rippling...
Die Ursachen solcher Unregelmässigkeiten lassen sich also eher im Detail begründen, was aber offensichtlich auch Prusa nicht gelungen ist, da es sich offensichtlich nicht bei allen Usern abzeichnet.
Den Extruder ausser Acht gelassen, würde ich den gesamten Zusammenbau mal durchchecken, besonders im Bereich der Führungen und Antriebe. Da könnte irgendwo zu viel oder zuwenig Spiel vorliegen oder die eine oder andere Komponenten (eine lose Schraube, zu straff gespannter Riemen, was auch immer) Einfluss auf andere Komponenten und auch die Elektronik (Stepper, Endstufen...) ausüben.
Dual- und Singeldrive Extruder und auch die FW arbeiten in der Regel ganz gut und zuverlässig, deshalb würde ich meinen Blick mal von scheinbar Schuldigen (Extruder) wegwenden und die "bösen Geister" andererorts suchen.
Was sich bei mir (und nicht nur bei mir) gut bewährt hat, ist die Umrüstung von Linearrollenlagern auf Sinterbronzelager, was sich positiv auf Präzision und Laufruhe ausgewirkt hat.
Dem kann man natürlich entgegenhalten, dass man für einen 800 Euro Drucker ein durchdachtes Design auf den Tisch gestellt bekommt, was aber meiner Meinung nach niemals zu 100% umsetzbar sein wird, auch nicht bei einer 300.000 Euro Anlage (Metalldrucker), bei welcher wir auch hin und wieder rumschrauben mussten.
Wenn's läuft, dann läuft's gut, andernfalls kann es eine Suche der berühmten Nadel im Heuhaufen sein!
Eine Allgemeinlösung habe ich leider auch nicht zur Hand 😏
Hier noch ein Druckergebnis bei einer Druckgeschw. von 100mm/s mit einem Standard Hemera (Dualdrive):

(Da kann man das Eine oder Andere sicherlich noch optimieren, aber die Oberfläche ist soweit zufriedenstellend, insofern es sich ja um kein Spritzgußteil handelt. Und wenn die Oberfläche ansprechender sein sollte, kann man ja auch die Druckgeschw. reduzieren, was in der Regel helfen sollte)
Viel Glück und gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hi Karl,
vielen Dank erst einmal für Deine ausführlich Antwort. Ich kann zu 99% ausschließen, dass es ein mechanisches Problem, wie die Kugellager, die Zahnriemen Spannung oder ein nicht gerade aufgebauter Rahmen ist, da ich zum einem den Drucker sehr sorgfältig aufgebaut , die Zahnriemen Spannung kalibriert(Bear Lab 90Hz Methode), die Kugellager komplett ausgetauscht (und geschmiert), andere Düsen und mittlerweile auch einen komplett anderen Extruder verbaut habe. Das Fehlerbild hat sich nicht verändert. Selbstverständlich habe ich auch die verschiedensten Filamente ausprobiert. Vielleicht hast Du ja recht und es ist was ganz anderes. Aber da das Fehlerbild ausschließlich auf der X/Y Ebene auftaucht, Decke und Boden sind OK, ist es eher unwahrscheinlich, dass hier ein Riemen, Kugellager, Motor oder Treiber die Ursache ist. Dann müsste es ja bei beiden Achsen der selbe Fehler sein.
Ich werde jetzt ein Kugellager anstelle des zweiten Bondtech Zahnrades einbauen und hoffe, dass damit das Muster verschwindet. Das wäre dann zwar noch nicht die endgültige Lösung, aber zumindest wüsste ich dann schon einmal, ob die eingeschlagene Richtung die richtige ist.
Ich glaube auch, dass viele User dieses Muster auf ihren Ausdrucken haben, es sie aber entweder nicht stört oder sie noch nicht so genau hingesehen haben. Mich stört es jedenfalls sehr. Mein "Ultimaker Orginal plus" aus Holz hat jedenfalls kein Problem mit diesem Muster. Die Ausdrucke sehen deutlich besser aus und soviel teurer ist der UM auch nicht. Er kann aber nicht so schön bunt drucken 😉
Es ist einfach schade, dass dieses Problem vom Hersteller einfach als gegeben hingenommen wird.
Ich werde von meinem Single Extruder Versuch berichten. Vielleich wird das Filament ja auch gar nicht vernünftig eingezogen...
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Nur so ein Gedankengang...
Der Mini ist zwar eine andere Liga, aber aus ähnlich gelagerten Gründen habe ich mich für den Nachbau dieses Extrudertyps entschieden, welcher schon längere Zeit im Einsatz ist und genau das tut, was er soll - gleichmässig und störungsfrei Filament transportieren.
Hast Du das Hotend auch schon genauer inspiziert (Heatbreak, angefaster PTFE Einsatz, stabile Temp. am Heizblock, Heizelement, Thermistor). Manchmal sieht man den Wald vor lauter Bäumen nicht (geht mir hin und wieder so...)
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hast Du dir das Video mal angesehen, was ich verlinkt habe (www.youtube.com/watch?v=32dTLRNIYmw&t=577s)? Da wird genau das, was Du gerade geschrieben hast, bestätigt, nämlich das der Prusa Mini diese Probleme nicht hat. Keine Pattern...
Und ja, die Heatbreak habe ich komplett ausgetauscht. Ich nutze mittlerweile die Mosquito (Bondtech) sowie einem neuen Heizblock, mit Wärmeleitpaste eingebracht usw. Alles neu, hat aber nichts gebracht. Kann sein, dass generell die Qualität etwas besser ist, aber die Muster sind nach wie vor vorhanden.
Interessanter Extruder, den Du da nutzt...
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hast Du mal versucht im PrusaSlicer an den Beschleunigungs- und Jerk Werten etwas zu verändern? Der MK3S/+ verfügt auch über LA V1.5. Damit kann man erreichen, vorausgesetzt man hat sich gut an optimale Einstellungen herangetastet, dass die gewünschte Extrusionsbreite unabhängig von der Geschwindigkeit möglichst konstant gleich bleibt. Ich behaupte mal die Muster in den Objekten aus dem Video werden durch Resonanzen in bestimmten niedrigen Frequenzbereichen erzeugt.
Mit dem Feature "Input Shaping - " kann man auch diesem Effekt einigermassen gut entgegenwirken. Soviel ich weiß, ist dieses Feature nicht in die MKxx FW integriert (Klipper- ja, RepRap - ja).
Was vielleicht noch helfen könnte: Drucker auf einen massiven Untergrund stellen um Schwingungen zu verlagern, oder Du testest eine Singledriveversion. Ja nach Extruderbauert lässt sich das mehr oder weniger einfach umrüsten.
Was mir am Original auch nicht gefallen hat: Die Antriebsräder sind mit Mini Rollenlagern ausgestattet welche durch einen Schraubenschaft zentriert werden. Die Schraube habe ich durch einen Zylinderstift ersetzt, was minimale Unregelmässigkeiten und Spiel reduziert.
Viel mehr fällt mir jetzt auch nicht dazu ein, zumal ich mit diesem Phänomen nur in geringem Maße konfrontiert bin.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
@fseider
Zu dem Thema hat CNC-Kitchen kürzlich dieses Video gebracht und zeigt dort mögliche verschiedene Ursachen für das Problem. In seinem Fall war ein unrund drehendes Extruder-Antriebszahnrad das Problem. Ebenso können damit verbundene mechanische Komponenten wie unrund laufende Antriebswellen, Lager und Stepper-Achsen solche Phänomene fördern. Die Ursache ist sicherlich nicht so einfach zu messen und zu finden. Besonders wohl ein Problem vom Direktextruder, die kurzen Filament-Wege zur Düse wirken sich stärker aus, als bei einem Bowden-Extruder. Du bist mit deiner Theorie zum Austausch des Extruder-Ritzel vielleicht schon nahe an einer Lösung.
Meine Drucker zeigen diese Artefakte zum Glück bisher nicht, das liegt im Toleranzbereich und könnte auch andere Ursachen haben. Aber sowas würde mich auch verzweifeln lassen. Wenn Du dazu eine Ursache findest, lass es uns bitte wissen.
Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Dieses Upgrade hat zumindest bei meinem Drucker das Problem nicht beseitigt.
Servus!
Diesen "Fehler" habe ich auch, aber.... ich hatte ihn schon bei Creality Drucker mit Microswiss, bei Originalen Prusa MK3S+ und bei einen Selbstbau Drucker auf Mk3 Basis mit Bondtech Extruder, also liegt es m.M.n. nicht an den Extrudern. Auffallen tut der Fehler einmal mehr einmal weniger, ist auch Filament abhängig. Bei einen sieht man es stärker beim anderen schwächer, auch kommt es darauf an was man Druck, an einen Cali. Würfel sieht man es eher weniger bis gar nicht, am meisten fällt es bei etwas größeren Flächen auf.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Moin,
@fseider: Mich würde interessieren, ob die Ergebnisse ohne/mit MMU bei Deinem Drucker unterschiedlich sind. Wie ist Deine Filamentrolle beim Drucken gelagert und das Filament geführt? Hast Du schon geprüft, ob das Ritzel in der Extruderklappe und Letztere selbst leichtgängig sind?
Wenn das Extruderritzel so unrund läuft, wie bei Stefan (CNC-Kitchen) ist das ja mit bloßem Auge gut erkennbar. Wie wahrscheinlich ist das bei den Originalritzeln? Bei einem Billigclone könnte das schon anders sein.
Falls man eine Meßuhr hat, dürfte es nicht schwer sein, ein exzentrisch laufendes Extruderritzel zu erkennen. Beim MK3 könnte man die Meßuhr am Extruder antüdeln und die Idlerklappe antasten. Evtl. Halter dafür basteln/drucken. Nun kommt es darauf an, was man messen möchte: die kämmenden Ritzel, die Nut für das Filament oder die Motorachse. Je nachdem könnte man ohne oder mit Filament bzw. einem Stück Metalldraht oder Inbus messen. Statt des zweiten Ritzels könnte man auch ein kleines Kugellager provisorisch einsetzen. Man würde in letztem Fall zwar nur die Kopfradien der einzelnen Zähne messen aber ein Anhaltswert wäre das schon mal. Ansonsten ohne Idlerklappe das Ritzel direkt antasten.
Schöne Grüße
Mathias
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Bitte nicht die Fehler verwechseln es gibt einen unterschied, zwischen den "Fehler" den fseider meint und den "Fehler" den Holger verlinkt hat.
Hier mal zwei Bilder der beiden unterschiedlichen Fehler:
Dieses von fseider:
 und der zweite wie in den verlinkten Video:
und der zweite wie in den verlinkten Video:
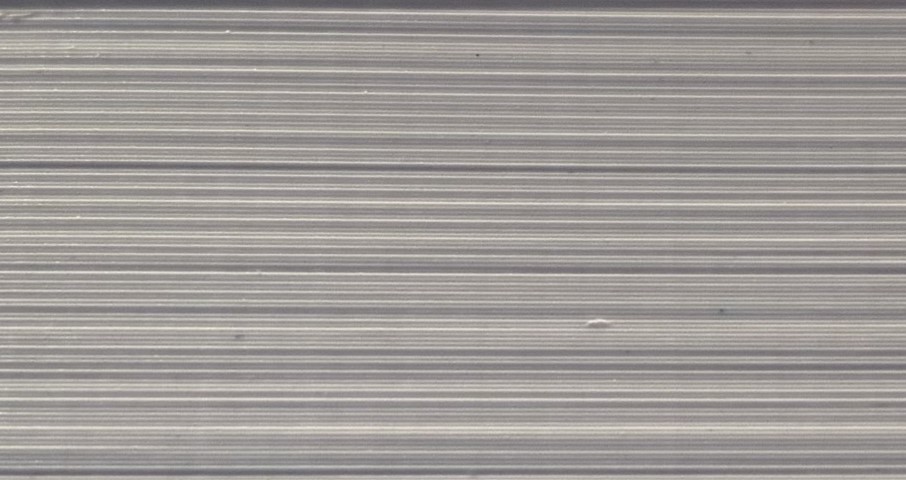
Der Unterschied ist, der erste Fehler betrifft die einzelne Bahn, dabei tritt die einzelne Bahn einmal mehr oder weniger an einer Fläche hervor.
Der zweite Fehler betrifft die ganze Layerschicht, die in der Horizontale einmal mehr oder weniger an einer Wand hervor tritt.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Ich glaube weder das es an einem Ritzel liegt, das würde sich mit der Umdrehung entlang einer Bahn nicht ausgehen, noch an einen Extruder oder Bauweise eines Druckers. Der Fehler zieht sich Quer durch alle Drucker Konfigurationen. Ich würde da eher in Richtung Stepper Treiber gehen und deren Ansteuerung.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hallo zusammen,
vielen Dank erst einmal für Eure Antworten.
@Karl: Das Thema Jerk Tuning werde ich mal ausprobieren, Klipper bringt nach Aussage der Fehlebeschreibung (602) leider nichts. Der Drucker steht im Übrigen auf einer schweren Glasplatte und hat eigentlich so gut wie keine Vibrationen. Man hört ihn fast gar nicht, außer den Lüfter.
@Holger: Der Fehler im Video ist ein anderer als meiner. Hier handelt es sich auch um einen Single Extruder, der dies Problem in der Regel auch nicht hat.
@Mathias: Die Drucke sehen ohne MMU genau so aus. Das war das Erste, was ich ausprobiert hatte. Ich möchte nicht ausschließen, dass eines der Ritzel vielleicht ein wenig "eiert" auch wenn es die original Bondtech Ritzel sind. Wenn man sich das Video, was ich schon öfter erwähnt hatte, ansieht, dann wird dort beschrieben, dass die Unregelmäßigkeiten mit jeder Ritzel Umdrehung auftauchen.
@Hotend:An die Treiber hatte ich auch schon gedacht, aber das Thema taucht ja bei anderen Druckern mit dieser Art von Extrudern auch auf. Und auch der Wechsel auf andere Treiber wurde meines Wissens von Usern schon probiert und führte nicht zum Erfolg.
Ich werde jetzt mal auf mein Kugellager warten und dann berichten, ob der Fehler verschwunden ist. Darüber hinaus werde ich ggf. noch einmal neue Ritzel bestellen, um ein "Eiern" auszuschließen.
Und wenn alles nichts hilft, finde ich sicherlich eine Käufer, der mit diesem Fehlerbild leben kann...
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade Hallo zusammen,
Hallo,
die Kugellager anstelle des zweiten Drive Gears haben leider nichts gebracht. Die ausgedruckten Teile sehen genau gleich aus und weisen auch die gleichen Muster auf. Eigentlich schade, da der Umbau nur 5 Minuten dauerte und auch das Drucken problemlos funktioniert hatte. Was mir noch eingefallen ist, und das wäre eine Erklärung, warum einige Drucker sauber drucken und andere nicht, dass das Zahnrad auf dem Motor mit nur einer Schraube auf der Welle befestigt wird. Vielleicht bekommen man je nach Fertigungstoleranz der Motorwelle und / oder je nach dem, wie kräftig man diese Innensechskantschraube anzieht, eine leichte Unwucht in das System. Ich habe mal einen zweiten Satz Ritzel bestellt, allerdings die Billigteile aus China, einfach mal um ein zweites Gewinde auf der gegenüberliegenden Seite zu schneiden und zu sehen, ob sich irgend etwas am Muster ändert. Das wird jetzt allerdings in paar Wochen dauern, bis die Teile da sind.
Darüber hinaus werde ich noch ein wenig mit den Einstellungen spielen.
Hat sonst noch jemand eine Idee?
Gruß Frank
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
oder je nach dem, wie kräftig man diese Innensechskantschraube anzieht, eine leichte Unwucht in das System.
Das kannst du dir ersparen. Der Fehler tritt ja zb. an einer 3cm langen Wand an einer Bahn mehrmals auf, das würde sich mit einer Unwucht eines Ritzels nicht ausgehen.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Ich habe immer noch den Filamentweg in den Extruder in Verdacht.
Der Extruder kann zwar recht stark ziehen aber die x-Achse am MK3s ist sehr biegeweich. Wenn der Extruder am Filament ziehen muß, hebt er sich selbst an und dreht sich theoretisch auch etwas um die x-Achse -- besonders, wenn die x-Achse in der Mitte steht. Das ändert dann den Druckabstand der Düse. Reibung und besonders deren Stick-Slip-Effekte an der Filamentführung können da Schwingungen anregen. Das kann über den gesamten Pfad gehen, von der Wickelqualität, Spulenabroller, Einlaufkanten in PTFE-Schlauch oder Steckverschraubung bis ggf. Filamentführungsöse. Mit dem Bowdenzug der MMU2s oder dem Ultimaker ist der Kraftschlußkreis direkt am Extruder geschlossen, so daß weniger Kraft über das Gestell geht.
Wenn ich ohne MMU2s aus meiner Drybox drucke, ist die Oberfläche meiner Drucke noch nicht zufriedenstellend. Drucke ich von der Spule auf dem Originalhalter, ist das besser. Auch wenn ich die Filamentspule auf einen simplen Halter (such mal in den Prints nach TUSH) stelle und das Filament um eine leere Spule auf dem Originalhalter führe ist das Ergebnis gut.
Hast Du mal ein Stück Filament abgerollt/abgeschnitten und den Cube damit gedruckt? Notfalls das Filament von Hand führen. Die Druckdauer für den Cube ist ja nicht so lang. Als Du ohne MMU2s gedruckt hast, hast Du da den PTFE-Schlauch direkt am Extruder abgezogen?
Sind die Effekte genauso deutlich sichtbar, wenn Du den Cube links auf dem Bett druckst statt in der Mitte?
Beim MK3S+ ist der Filamentweg im Extruder korrigiert worden und jetzt gerade. Wenn Du PETG und ein Stück PTFE-tube hast, kannst Du die Teile drucken und den Extruder mechanisch upgraden. Die Länge der PTFE-Tube hat sich dabei leicht geändert. Die kann man für kleines Geld von Prusa bekommen oder selbst machen. Um die Fasen daran zu machen, hat Karl-Herbert ein prima Hilfswerkzeug gemacht (siehe hier). Um mit der MMU2s das Filament möglichst störungsfrei laden zu können, habe ich den Filamentweg rein in den Extruder mit einer kleinen Rundfeile leicht geglättet.
Schöne Grüße
Mathias
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hi Mathias,
ich habe den MK3s+. Sorry, ich war in meiner Beschreibung nicht genau genug. Aber das, was Du geschrieben hast, waren auch mein ersten Gedanken und ich hatte als erstes die MMU2s ausgeschaltet (ich habe mir einen Schalter eingebaut für Flex Filament) und ohne Schlauch gedruckt. leider war das Ergebnis das selbe. Da das Ganze aber am Anfang meiner Problemlösung war und das schon eine Weile her ist, probiere ich es gleich noch einmal aus. und werde berichten.
@Hotend: Wahrscheinlich hast Du recht, aber ich möchte zumindest alles ausschließen. Und die Teile haben gerade mal 6€ mit Versand gekostet...
Gruß Frank
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade Hallo zusammen,
Wenn Du weiterhin die Ursache im Drivegear suchst, würde ich mal eines von Bernie's Teilen testen. Ich verwende diese für meine div. Extruderkonstrukte und hatte bislang nie Probleme mit Unwucht und unrundem Lauf. Kostet zwar etwas mehr, aber Du musst keine 4 Wochen auf eine "Katze im Sack" warten. Eine Madenschraube zum Fixieren des Gears sollte normalerweise ausreichend sein. Du musst nur darauf achten, dass die Stiftschraube sauber und lotrecht auf die Fläche der Motorwelle drückt. Die kleine Schraube lässt sich ohnehin nicht in dem Maße anziehen, dass dies zu einer Verformung des Ritzels an der Aussenkontur führen könnte. Halt mal eine Messuhr oder einen Fühlhebel an Welle und Ritzel Mantelfläche. 0.02-0.03mm Fehler im Rundlauf sollte in der Regel kein Problem darstellen.
Wenn Du die Messuhr dann im Einsatz hast, würde ich diese auch mal an eine Extruderfläche halten und anschl. etwas Kraft auf die Düsenspitze einwirken lassen. Du wirst überrascht sein, welchen "Freudentanz" die Anzeige der Messuhr aufführen wird, wobei wir dann bei @blauzahn's Theorie wären (also eine mechanische Ursache). Wenn man sich jetzt vorstellt, dass ein relativ großer Druck in der Düse aufgebaut wird (je nach Slicereinstellungen), kann man sich schon vorstellen, dass da nicht alles harmonisch und gleichförmig fließt. Wenn dann noch andere Komponenten einwirken, wie z.B. etwas mehr Spiel in den Führungen und man auch die Elastizität der Kunststoffteile berücksichtigt, lässt sich eine unregelmässige Oberfläche am Druckteil vielleicht besser erklären.
Anstelle der Fernost drivegears, würde ich eher ein qualitativ hochwertiges heatbreak (Titan), PTFE Inlet, Heizblock (Kupfer vernickelt) und Düse verbauen.
Dannach evtl. an der Layerbreite in den Slicereinstellungen drehen (100-135% Düsen DM). Ich würde mal bei einem Wert von 0.40mm bei einer 0.4er Düse starten, einen Würfel im Vasenmodus drucken und schauen was dabei rauskommt (Maßhaltigkeit, Oberflächengüte, Wandstärke).
Da hilft nur viel Geduld und dranbleiben.
Gutes Gelingen,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hallo Frank,
zumindest kann man schon einige Ursachen ausschließen. Dual drive ist es definitiv nicht. Die MMU2s wahrscheinlich auch nicht. Um ganz sicher zu gehen, würde ich dennoch mal Signal- und Stromkabel an der MMU2s komplett abziehen.
Bemerkenswert ist Deine Aussage, daß Boden- und Deckfläche gut aussehen.
Ich gehe davon aus, daß das Extruderritzel fest auf der Welle sitzt, mit dem vertikalen Filamentpfad fluchtet, sauber ist und die Federkraft ausreichend aber nicht unnötig hoch ist.
Was mir noch so einfällt:
Welches Filament verwendest Du? Ist es feucht oder uralt? Paßt das Profil dazu?
Druckst Du direkt von der SD-Karte oder über octoprint?
Mit dem Originalextruder hätte ich vorgeschlagen, die komplette Konfiguration im Drucker und Slicer auf default zu setzen, auch die kalibrierten E-Steps. Notier Dir vorher die geänderten Werte. Evtl. würde ich sogar die Firmware einmal neu flashen.
Hast Du seit dem letzten Umbau schon mal ein PID-Autotuning gemacht? Kannst Du den cube mal bei ausgeschaltetem Heizbett drucken?
Mit den originalen Linearlagern hatte meine y-Achse in Querrichtung mehr Spiel als bei den Sinterbronzelager, die ich seit einer Weile nutze. Das wird bei Dir aber eher nicht die Ursache sein.
Der Hinweis auf den MK3S+ war nur für den Fall gedacht, daß Du den wieder den Originalextruder statt des Bondtech(Mosquito) nutzen möchtest.
übrigens: Ich nutze die MMU2s sehr selten. Flex-Filament habe ich damit schon mal in Kombination mit PETG verwendet. Das ging, nachdem ich den Slicer dazu mit einem Trick von Vector3DP dazu überredet hatte.
Mathias
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Zum tanzenden (oder wippenden) Extruder: Der bewegt sich bereits dann meßbar, wenn man nur einen Finger auf den Kabelschlauch legt. Zieht man gar am Filament, sind das Welten. Da wird man beim nächsten Cold-Pull vorsichtiger. Zugegeben, so, wie ich die Fühlhebelmeßuhr angetüdelt hatte, wirkte ein recht großer Hebelarm.
Apropos Cold-Pull: schon versucht?
RE: Ungleichmäßige Extrusion: Muster auf den Wänden (Fehler 602) trotz Bondtech Upgrade
Hast Du beim Einbau der Linearlager der x-Achse auf deren Orientierung (Kugelbahnen vertikal und horizontal) geachtet? Andernfalls sitzt der Extruder noch wackliger auf der x-Achse.