MK3S Extruder-Klackern
Moin,
nachdem ich mich durch mehrere Threads in anderen Foren und hier gelesen habe und dementsprechend schon vieles probiert habe, hoffe ich dass mir hier jemand helfen kann endlich die Ursache(n) für mein Extruder-Klackern zu finden und abzuschalten.
Ausgangslage:
- Prusa MK3S mit glattem Druckblech
- es wird zu 99% PLA gedruckt.
- Firmware & Slic3r sind auf dem neuesten Stand.
- First-Layer-Calibration und auch sonstiges Initialsetup läuft alles tadellos
- Extruder-Gear ist sauber und nicht verrutscht
Problembeobachtungen:
- Das Klackern (Gear springt da es das Filament nicht greifen kann) trat zuerst bei größeren UND komplexeren Drucken auf, also viele Unterbrechungen (ich habe früher auch erst mit den Retraction- und Flow-Werten im Slicer experimentiert, ohne Erfolg)
- Inzwischen tritt es bei komplexen/durchbrochenen Formen fast immer auf, so dass ich den Druckvorgang lange begleiten muss um durch "Filamentwechsel" das Problem zu umgehen.
- Geschlossene, simple Formen erzeugen weniger "Klackern"; je häufiger er unterbrechen muss, desto eher tritt das Problem auf.
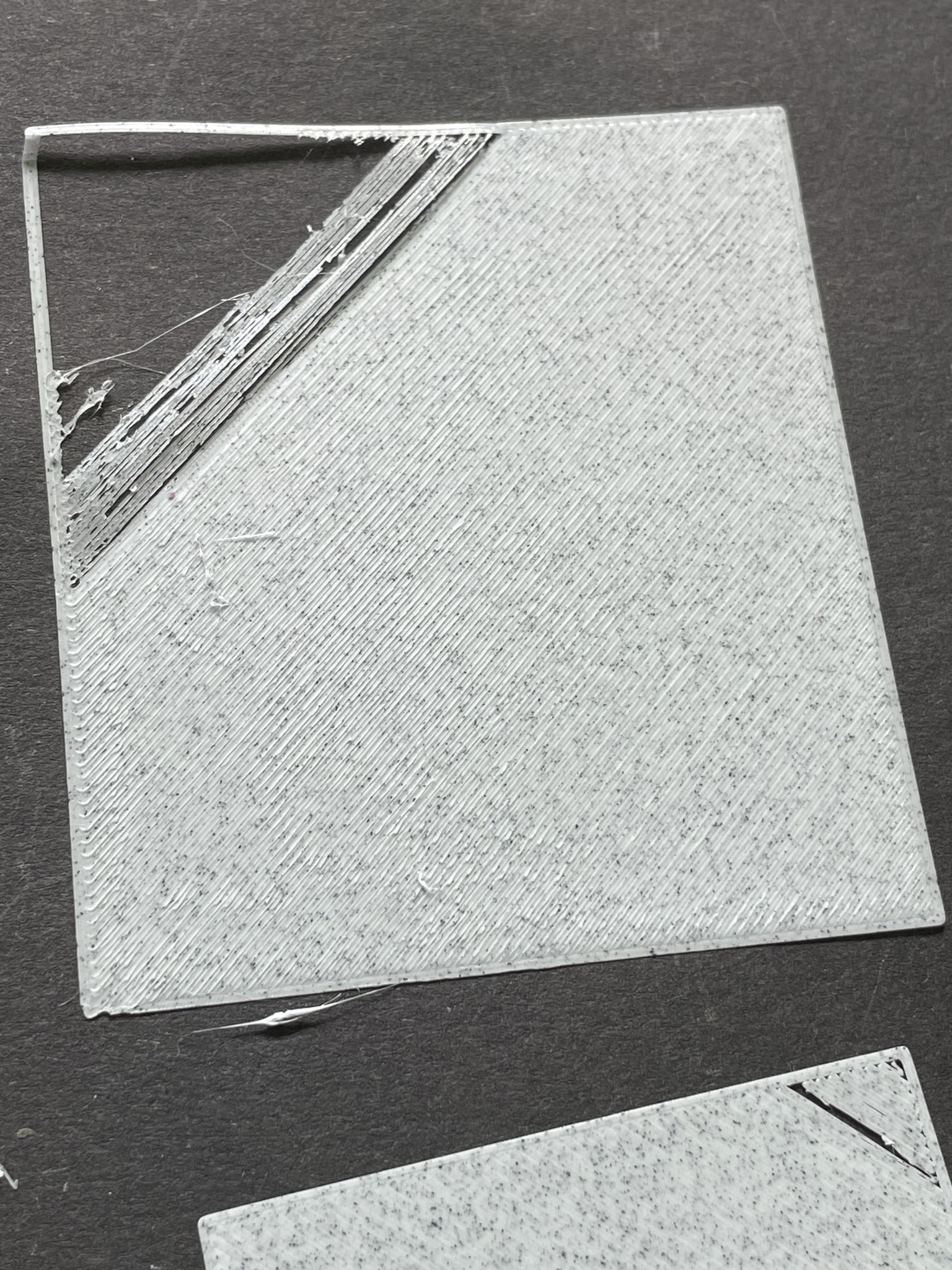
- First Layer wird manchmal nur partiell gefüllt bevor das erste "Klackern" auftritt. Wiederholt sich je nach Basisfläche dann noch 2-3 mal. Folgelayer laufen dann besser, siehe angehängte Fotos der ersten Layer)
- Sobald 1mm Höhe geschafft ist und die Füllstruktur gedruckt wird, nehmen die Probleme rapide ab bzw. verschwinden fast ganz, selbst wenn hier noch Unterbrechungen stattfinden.
- Gelegentlich wird nach dem Filamentwechsel, nach Bestätigung "extrudes with corect color" nochmal ein ganzer Schub Filament nachgeschoben, das sollte ja eigentlich nicht sein, oder?
- Dabei kam es bisher zwei mal dazu, dass Teile des durchgeschobenen Filaments nicht glatt waren, sondern gekräuselt, siehe angehängtes Foto. Ein Indiz für defekten/verrutschten PTFE-Schlauch?
Bisherige Versuche:
- neue Düse hat nichts verändert
- Cold Pull kam absolut sauber heraus
- verringertes Tempo hilft oft (50-75%), ist aber auch keine Garantie
- erhöhte Temperatur (225 statt 215 Grad bei Prusament Marble) verbessert das Verhalten, ist aber kein Garant
Ich würde als nächstes das Hotend nochmal entfernen und prüfen ob der PTFE-Schlauch intakt ist und richtig eingesetzt ist. Da ich die richtige Montage des PTFE-Schlauchs aber als nicht ganz einfach empfinde, mir beim letzten mal aber sehr viel Zeit genommen und aufgepasst habe, hoffe ich, dass es daran nicht liegt.
Kann mir jemand erklären ob die Printer-Settings hier eine Rolle spielen können und wenn ja welche? Meine aktuellen Settings sollten den Default-Werten entsprechen, siehe Screenshots.
Viele Grüße,
Alex
RE: MK3S Extruder-Klackern
Bitte die erste Schicht neu einstellen. Sieht nach zu tief aus, weshalb dann auch der Extruder verstopft.
RE: MK3S Extruder-Klackern
Ist der Drucker eigentlich eingehaust? Und ist der Lüfter für die Hotendkühlung sauber und frei? Wenn der zugesetzt ist, geht der Druchsatz drastisch in die "Knie". Damit wird die Kühlung immer Suboptimaler, was, bei vielen Retracts, durch die zusätzliche eingebrachte Temperatur, von dem zurückgezogenen Material ebenfalls noch die Übergangszone belastet... Nur so Gedanken. Allerdings sieht die erste Schicht auch nicht Perfekt aus, wie TXX schon schrieb...
RE:
Bitte die erste Schicht neu einstellen. Sieht nach zu tief aus, weshalb dann auch der Extruder verstopft.
Werde ich machen; die Justierung ist jetzt bei -1,1mm.
Ursprünglich nach Montage war ich vor Jahren bei -1,24mm weswegen mir jetzt schon -1,1 suspekt vorkommt, aber gleichzeitig ist die erste Schicht in der Tat recht flach.
Ist der Drucker eigentlich eingehaust? Und ist der Lüfter für die Hotendkühlung sauber und frei? Wenn der zugesetzt ist, geht der Druchsatz drastisch in die "Knie". Damit wird die Kühlung immer Suboptimaler, was, bei vielen Retracts, durch die zusätzliche eingebrachte Temperatur, von dem zurückgezogenen Material ebenfalls noch die Übergangszone belastet... Nur so Gedanken. Allerdings sieht die erste Schicht auch nicht Perfekt aus, wie TXX schon schrieb...
Nein der Drucker steht frei (noch). Der Lüfter ist ziemlich frei, werde ihn morgen aber nochmal gründlich säubern. Danke für den Hinweis.
Weitere Beobachtung:
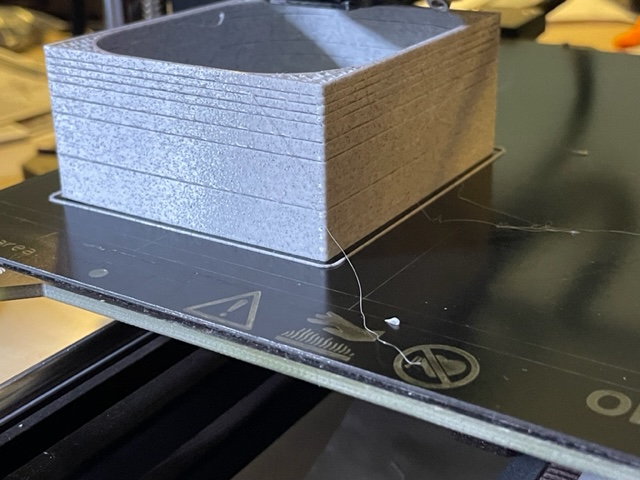
Gerade wird eine relativ simple Schale gedruckt. Erste Schicht brauchte wieder 3-4 "Unload Filament"-Aktionen um das Klackern zu stoppen.
Danach war lange Ruhe. Erst nach ca. 1cm ging es wieder los und danach in immer kürzeren Abständen, siehe Anhang. Kann mir denken dass das entweder an der geringer werdenden Füllstruktur liegt, oder ein zeitliches Problem mit der Druckdauer/Höhe des Druckkopfes ist.
RE:
Hallo Alex,
das hatte ich vor dem Upgrade auf MK3S+ auch öfter bei PLA bei vielen retracts. Beim first-layer aber nie.
Ist der first-layer zu tief, kann der Druck in der Düse bei dem layer zu hoch sein. Wie weit hast du die Feder im Extruder gespannt? Welche Düse, welches PLA verwendest du, welches Slicer-Profil? Nutzt du wirklich Slic3r oder doch den Prusa-Slicer?
Wie warm wird dein Extrudermotor? Es gibt für den Extrudermotor Lüfterhauben (printables oder thingiverse). Die hatte ich beim MK3S früher auch manchmal verwendet, wenn ich PLA gedruckt habe.
Das PTFE-Stück muß genau gefertigt sein. Länge und Fasen müssen stimmen. Bei Prusa gibt es die Zeichnung und Karl hat bei printables sein ptfe-multitool zur Verfügung gestellt, mit dem man die Fasen machen kann.
Beim MK3S+ ist der Filamentpfad im Extruder begradigt worden. Man braucht nicht unbedingt das vollständige Upgrade von MK3S auf MK3S+ machen. Allein den Pfad kann man mit den Kunstoffteilen und dem PTFE-Stück aktualisieren. Die Teile kann man selbst drucken oder bei Prusa bestellen. Alles PETG, bis auf den fan-shroud, der z.B. aus ASA sein sollte. Das PTFE-Stück hat eine leicht andere Länge.
Schöne Grüße
RE:
Wird es besser, wenn du die erste Schicht schneller druckst? Default sind langsame 20mm/s. Dann kommt weniger kühleres Filament pro Zeit nach, so daß das Filament mehr Zeit hat, warm zu werden.
Versuche mal 60mm/s oder 80mm/s für den first-layer.
RE: MK3S Extruder-Klackern
Der Fehler sieht überraschend gleichmäßig aus, fast als ob es alle X-cm Filament zu dem Problem kommen würde.
Druck doch mal was ganz einfaches... z.B. einen 60x60mm Zylinder im Vase-Modus. Da kannst du auch beim Drucker bleiben und mal ein Auge auf die Temperaturen und den Lüfter haben.
RE:
Klackert's hauptsächlich bei vielen retracts, wird es im Vase-Modus wahrscheinlich gar nicht oder erst spät vorkommen. Grundsätzlich kann es mit der Zeit häufiger klackern, wenn der Extuder wärmer wird.
Wie sieht dein first-layer jetzt aus? Druck' mal einen nur 0.2mm hohen Quader.
Kannst du die von Prusa fertig gesliceten Beispiele der sd-Karte, z.B. Batman-Logo drucken?
Manchmal übersieht/vergißt man einfach was ganz Banales. Wenn z.B. das Filament bei einer Umdrehung der Spule an einer Nut in deren Bordscheibe hängen bleibt. Das hatte ich neulich einmal. Deine Schale ist ganz links auf dem Druckbett platziert. Ist deine Spule dabei auf dem linken serienmäßigen Spulenhalter?
Stand dein Drucker längere Zeit und ist das Filament schon älter? Ist es vielleicht feucht und spröde geworden. Du hattest lange Zeit nichts gepostet. Davor hattest du das Klackern schon mal gehabt.
RE: MK3S Extruder-Klackern
Moin,
erstmal danke für das umfassende Feedback. Das ist wirklich beeindruckend. Ich versuche alles nach und nach abzutesten. Wenn ich jemandes Hinweis dabei übersehen, bitte kurz erinnern/nachhaken, dann hab ich es nur aus Verpeiltheit übersehen.
Ich hab den First-Layer neu eingestellt. Vorher war er bei -1,10mm, jetzt bei -0,98mm.
Habe mit 0,8mm angefangen, da gab es aber noch sichtbare Lücken und ich habe Schrittweise angepasst bis sich die ersten "Aufwerfungen" gebildet haben und bin dann wieder etwas runter.
Den Hotend-Lüfter habe ich einmal abgebaut und sorgfältig gereinigt. Viel Staub hatte sich nicht abgelagert, aber man kann ja nie wissen.
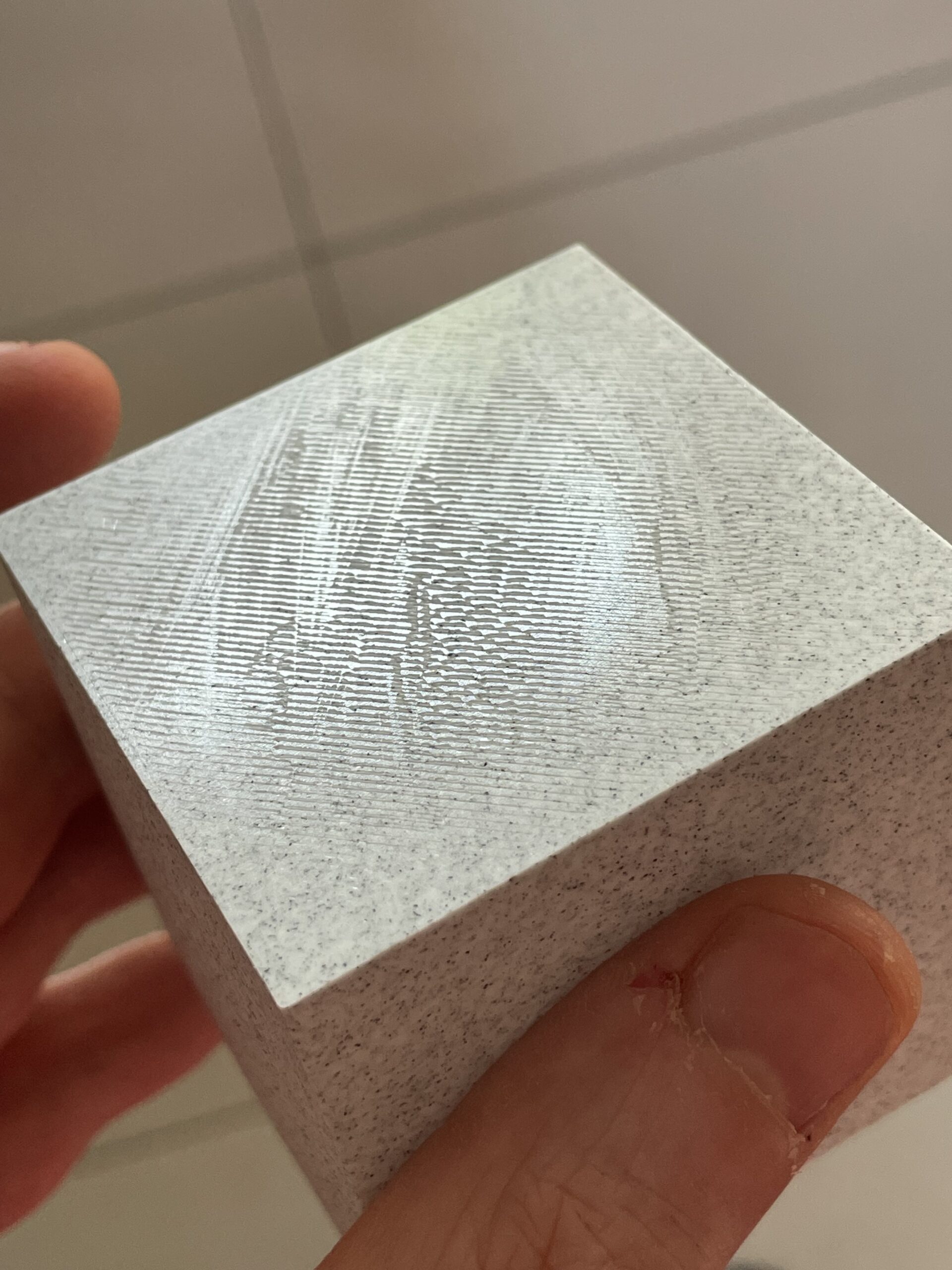
Danach habe ich den Tipp von Blauzahn und TXX probiert und einen 60mm Kubus mit 20mm/s und 60mm/s gedruckt. Der 20mm/s Druck hatte anfangs wieder das Gear-Geklacker (dazu unten mehr), der 60mm/s hat einwandfrei geklappt. Angehängt ein paar Bilder die auch die erste Schicht von unten zeigen.
In der Mitte zeigt der schwankende Glanz Lücken bei denen ich nicht sicher bin, ob sie an leichten Unebenheiten/Verschleiß des Blechs liegen. Ähnliche Strukturen hatte ich gerade im Mittenbereich des Druckers von Anfang an (da habe ich dieses mal auch gedruckt).

Dann zu den noch aufgekommenen Fragen:
"Wie weit hast du die Feder im Extruder gespannt?" - Exakt bis zur Bündigkeit wenn kein Filament eingespannt ist. Mehrmals kontrolliert.
"Welche Düse" - 0,4mm Original E3D, wie gesagt vor paar Tagen erst gewechselt
"welches PLA verwendest du" - Prusament Marble Grey, vor einer Woche geöffnet und seitdem im Beutel mit Reissäckchen trocken gelagert.
"welches Slicer-Profil?" - Es ist doch der Prusa-Slicer, mein Fehler. Standard-Prusament-Profil nur mit der Anpassung der Lüfterleistung von 35-100%, siehe obiger Post.
"Wie sieht dein first-layer jetzt aus? Druck' mal einen nur 0.2mm hohen Quader." - Muss ich noch testen, aber die Bodenschicht dens 60mm Quader kam sehr glatt und sauber raus.
"Kannst du die von Prusa fertig gesliceten Beispiele der sd-Karte, z.B. Batman-Logo drucken?" - Muss ich noch testen.
"Ist deine Spule dabei auf dem linken serienmäßigen Spulenhalter?" - Ja. Ich habe generall in der linken unteren Ecke das beste Druckbild der FirstLayer-Schicht, siehe das Foto oben von der First-Layer die ich mittig auf dem Bett gedruckt habe.
"Stand dein Drucker längere Zeit und ist das Filament schon älter?" - Der Drucker war in den letzten 18 Monaten alle paar Wochen aktiv. Das "Klacker"-problem zieht sich dabei schon einige Zeit, etwa seit letzten Sommer. Es gab Schwankungen je nach Filament und Komplexität, aber mir fehlte die Zeit dem genauer nachzugehen. Die früheren Probleme aus meinem alten Thread waren in der Zwischenzeit komplett gelöst.
Was mir noch aufgefallen ist: Nach einigen FilamentUnload-Aktionen kommt nach einer Bestätigung der richtigen Farbe plötzlich Getriebe-Klackern und es werden nochmal einige cm Filament nachgeschoben die extrem geriffelt rauskommen, als würden sie über eine Stolperstelle im Extruder laufen.
Vorhin trat das Klackern direkt vorm Druckstart (vorher frisches Filament eingesetzt) und dann kam der erste Streifen vorne am Druckbettrand ebenfalls mit einer sichtbaren Riffelung aus. Dies findet ja statt, bevor das erste mal Filament aufs Druckbett kommt, also unabhängig von der First-Layer-Calibration. Kann das doch mit einem verrutschten PTFE-Schlauch zusammenhängen?
Wegen MK3S+; ich plante eigentlich das +-Upgrade zu überspringen und direkt auf den 4er zu gehen.

Soweit erstmal. Ich werde zusehen weitere Tests zeitig zu machen; auf jeden Fall schon mal vielen Dank für den ganzen Input. Momentan neigt sich mein Verdacht doch dem PTFE-Schlauch zu. Den werde ich wohl am WE nochmal ausbauen und prüfen müssen. Habe zum Glück noch ein paar Original-Ersatzschläuche von Prusa. Am schlechten Anschnitt kann es da also nicht liegen.
Viele Grüße,
Alex
RE: MK3S Extruder-Klackern
Moin Alex,
das hört sich schon mal gut an. PID-autotuning kann man auch mal machen.
Mein Hotend hat ein Heatbreak aus Titan (E3D von 3djake.de für 20 EUR) -- natürlich mit Wärmeleitpaste im Hotend-Kühler.
Wie sieht dein Blech in der Mitte aus? Da Slicer die Teile standardmäßig dahinlegen, wird die Fläche dann oft verwendet. Dein Blech sieht rund um den offenen Kubus noch gut aus. Glänzt aber auffällig. Evtl. nochmal mit Küchentuch mit Spüli oder Kernseife einreiben und mit Warmwasser gut abspülen.
Hat dein Blech in der Mitte eine Beule? Aufwerfungen ("Zebramuster") quer zur Filamentrichtung zeigen meist, daß die Düse dort zu tief ist. Hast du ein Haarlineal oder einen Schlosserwinkel um das zu prüfen? Sind die Unterfläche des Bleches und des Schlittens sauber? Ändert sich was, wenn du auf die anders Seite des Bleches druckst?
Druck mal einen schmalen, ganz langen Streifen mit nur Perimetern in x, y, oder diagonal. Dann kannst du den z-Achsen zusehen, wenn sie die vom Meshbed-leveling gemessenen Unebenheiten während der ersten Schichten (bis in 10mm Höhe) nachfahren. Ich mach dazu z.B. mit einem Marker einen Punkt auf die Staubkappen oder klebe ein Fähnchen aus Isolierband an eine oder beide z-Spindeln. Hat man eine analoge Meßuhr, kann man auch den x-Motorflansch von unten antasten und beobachten, wie sich die z-Achsen heben und senken.
Beim Meshbed-leveling verwende ich das 7*7-Gitter. Wenn du ein klassisches Terminalprogramm und ein usb-kabel hast, kannst du einen PC/Notebook mit dem Drucker verbinden. Mit dem Befehl G80 startet man das Meshbed-leveling, mit G81 gibt der Drucker die Tabelle der gemessenen Höhen auf dem Terminal aus. Ich habe bei meinem Bett den "Federnmod", d.h. die 8 äußeren Distanzbuchsen durch Federn ersetzt. Mit G80 und G81 kann man das aufgeheizte Bett mechanisch schon ganz gut nivellieren. Führt man dan die z-Kalibrierung durch, braucht das Meshbed-leveling nur noch den Rest ausgleichen.
Riffelung im Filament: Ist das PTFE-Röhrchen ganz in das Heatbreak geschoben und der Verriegelungsring herausgezogen? Es gibt Clips, die das sichern. Die kann man sich drucken. Ist die Madenschraube des Ritzels auf der Abflachung der D-Welle des Motors festgezogen? Nadellager des Idler-Ritzels gefettet? Scharnierschraube der Idler-Klappe nicht zu fest angezogen?
Schöne Grüße
RE: MK3S Extruder-Klackern
Die Primerlinie hängt doch von der first-layer-calibration (aka z-live) ab. Das ist ein generell wirkender Offset. Dadurch kann die Düse auch bei der Primerline zu tief sein. Ist der Ringspalt um die Düse dann zu flach, steigt der Strömungswiderstand des Filamentes, damit der Druck im Hotend und ergo die notwendige Schubkraft des Ritzels. Haben Motor und Ritzel dann mehr als 50°C wird PLA am Ritzel so weich, daß der starke Motor einfach eine Kerbe in das Filament fräst.
RE: MK3S Extruder-Klackern
Moin,
bin zwischendurch durch Krankheit ausgefallen und konnte daher nicht viel weiter testen. Aber immerhin bin ich noch bis morgen Krankgeschrieben und inzwischen geht es wieder.
Erstmal nochmals Danke für die ganzen Anmerkungen. Ich habe ein schlechtes Gewissen, da ich bisher nur einen kleinen Teil davon ausprobieren konnte.
Der aktuelle Stand ist leider ein Rückschritt.
Ich habe die Einheit Heatsink/Heatbreak/Hotend rausgeholt um den Sitz des PTFE-Schlauchs zu prüfen. Der sitzt nun wieder richtig (bin nicht sicher ob er vorher locker war, jetzt ist er definitiv fest).
Allerdings habe ich bei der Gelegenheit auch das Hotend gesäubert, denn durch eine frühere Spaghetti-Verklumpung die ich bisher nicht ganz gereinigt hatte, sah das Hotend so aus: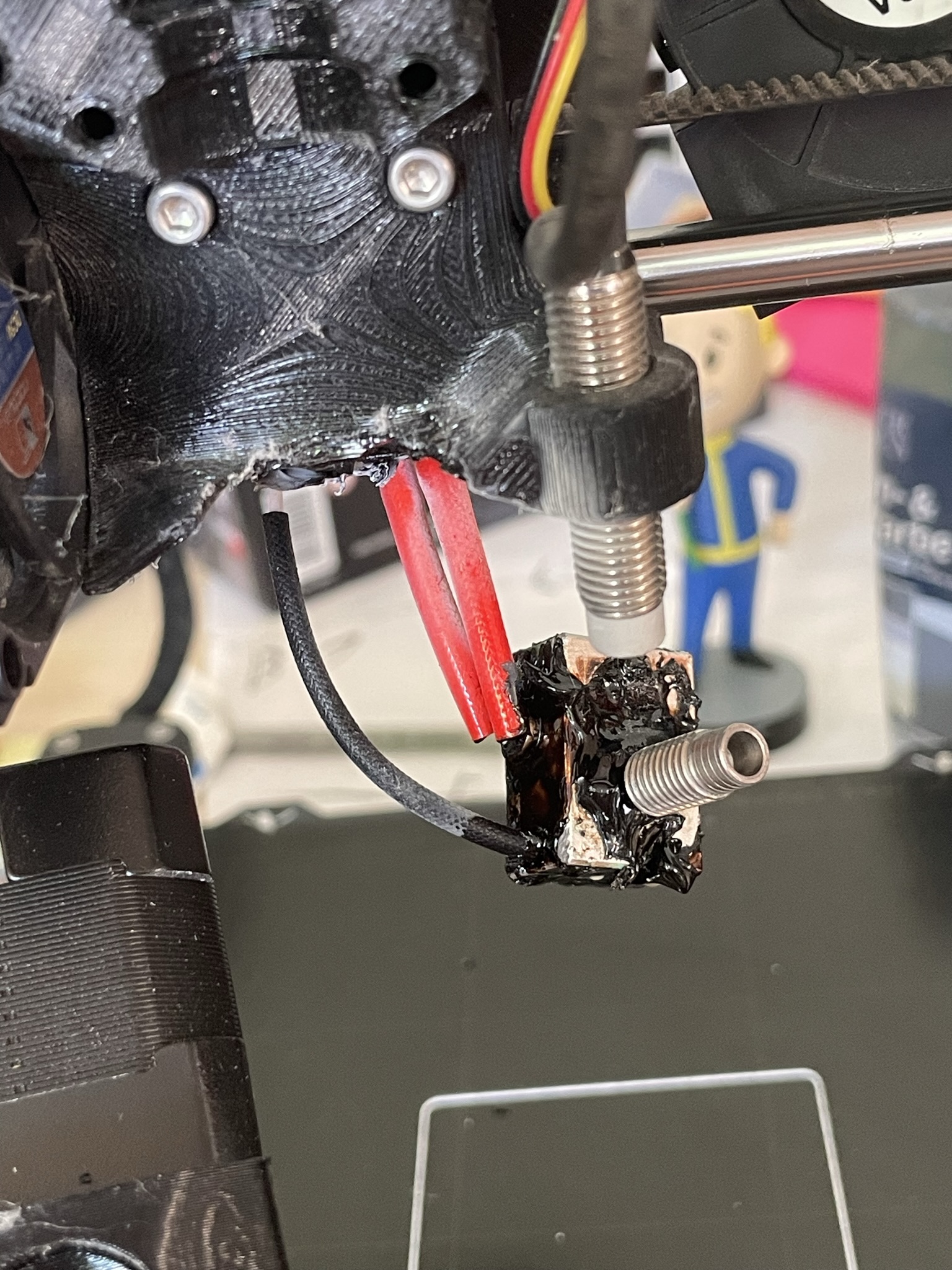
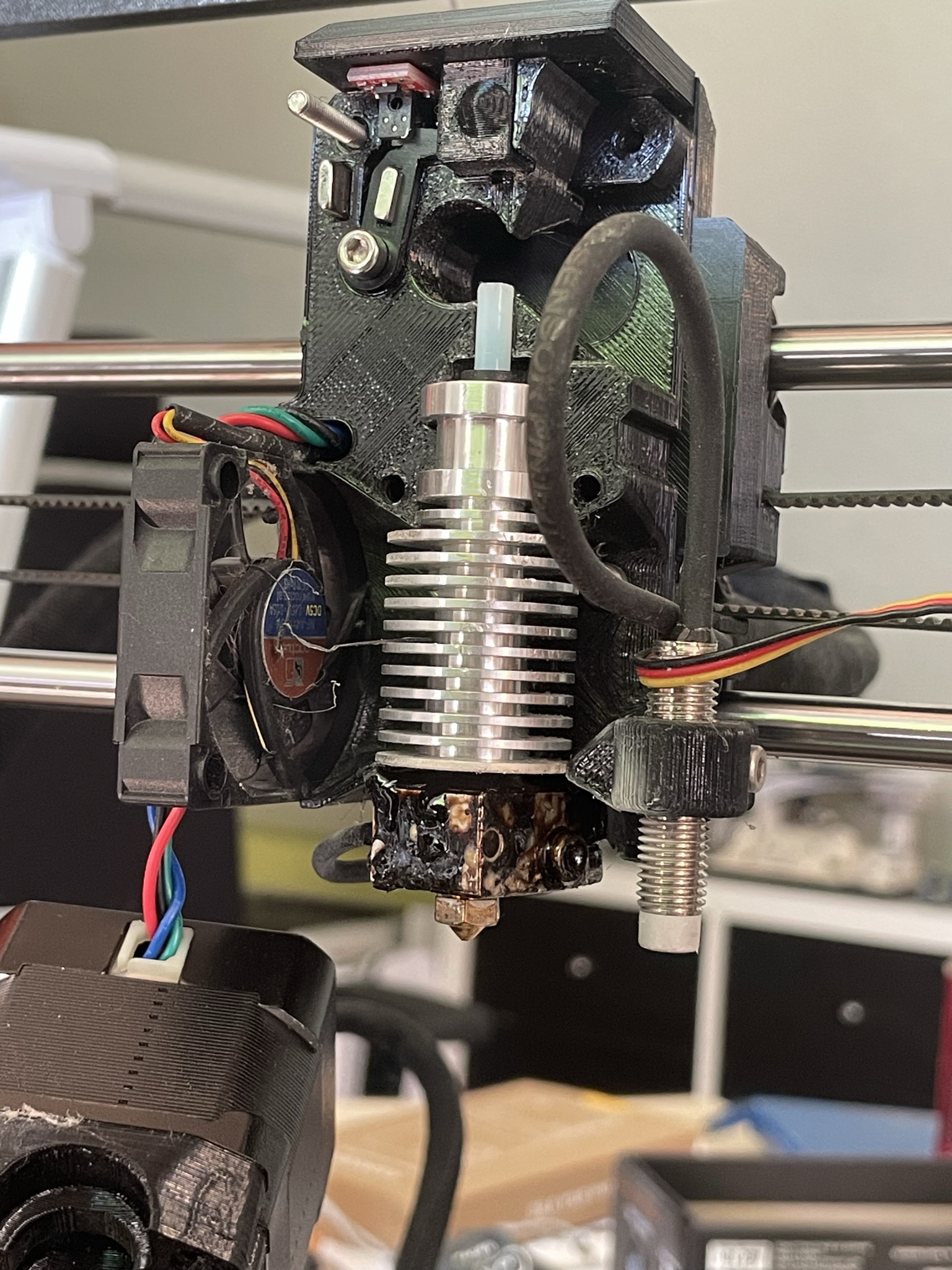
Ich hab den Heatsink abgeschraubt und nur Hotend mit Heatbreak mittels Heissluftpistole erhitzt um dann die PLA-Reste zu entfernen. Dabei hab ich drauf geachtet die Sensoren und Leitungen für die Heizkapsel nicht zu beschädigen (Selftest danach war i.O.).
Aber nach dem Zusammenbau konnte ich kein Filament mehr laden. Es wird vom Ritzel 5cm eingezogen und fängt dann an massiv eine Kerbe reinzufräsen, ohne es weiter zu bekommen. Vermutlich eine Verstopfung im Heatbreak.
Habe ich die womöglich durch die Heißluftpistole ausgelöst? Eigentlich war vorher alles frei, allerdings habe ich keinen Coldpull gemacht, so dass durchaus noch Reste da gewesen sein können.
Da muss ich also nochmal ran, oder im Schlimmstfall bzw. wenn das ganze zu lange dauern wird, n neue montierte Hotend-Einheit bestellen. Ist zwar auch nicht billig, aber bei solchen Fehlersuchen/Reperaturen habe ich irgendwie eine Grundnervosität am Tag, die wie hier zu sehen, manchmal zu Verschlimmbesserungen führt -.-
Zu den Hinweisen und Vorschlägen von @Blauzahn:
Mein Hotend hat ein Heatbreak aus Titan (E3D von 3djake.de für 20 EUR) -- natürlich mit Wärmeleitpaste im Hotend-Kühler.
Weißt du ob der mit dem MK4 kompatibel sein wird?
Wie sieht dein Blech in der Mitte aus? Da Slicer die Teile standardmäßig dahinlegen, wird die Fläche dann oft verwendet. Dein Blech sieht rund um den offenen Kubus noch gut aus. Glänzt aber auffällig. Evtl. nochmal mit Küchentuch mit Spüli oder Kernseife einreiben und mit Warmwasser gut abspülen.
Das Blech hat nach 3,5 Jahren schon einige Abnutzungsspuren, aber ich habe früh angefangen eher am vorderen linken und rechten Rand zu drucken, da ich dort am wenigsten Haftungsprobleme hatte und später bin ich dabei geblieben. Es gibt auch grad in der Mitte schon Spuren von zu tief eingestellten Düsen. Ein Haarlineal oder Schlosserwinkel habe ich nicht. Die andere Seite ist in einem ähnlichen Zustand; für das Alter gut, aber definitiv nicht frei von Fehlern aus der Anfangszeit.
Druck mal einen schmalen, ganz langen Streifen mit nur Perimetern in x, y, oder diagonal. Dann kannst du den z-Achsen zusehen, wenn sie die vom Meshbed-leveling gemessenen Unebenheiten während der ersten Schichten (bis in 10mm Höhe) nachfahren. Ich mach dazu z.B. mit einem Marker einen Punkt auf die Staubkappen oder klebe ein Fähnchen aus Isolierband an eine oder beide z-Spindeln. Hat man eine analoge Meßuhr, kann man auch den x-Motorflansch von unten antasten und beobachten, wie sich die z-Achsen heben und senken.
Das klingt sehr interessant. Werde ich definitiv ausprobieren, sobald ich die Verstopfung und das Klackern/Einzugsproblem gelöst habe.
Beim Meshbed-leveling verwende ich das 7*7-Gitter. Wenn du ein klassisches Terminalprogramm und ein usb-kabel hast, kannst du einen PC/Notebook mit dem Drucker verbinden. Mit dem Befehl G80 startet man das Meshbed-leveling, mit G81 gibt der Drucker die Tabelle der gemessenen Höhen auf dem Terminal aus.
Oha, mit sowas habe ich mich noch gar nicht beschäftigt. Werd das aber mitnehmen und in nem ruhigen Moment einmal ausprobieren 🙂
Riffelung im Filament: Ist das PTFE-Röhrchen ganz in das Heatbreak geschoben und der Verriegelungsring herausgezogen? Es gibt Clips, die das sichern. Die kann man sich drucken. Ist die Madenschraube des Ritzels auf der Abflachung der D-Welle des Motors festgezogen? Nadellager des Idler-Ritzels gefettet? Scharnierschraube der Idler-Klappe nicht zu fest angezogen?
Nach der letzten Demontage ist das PTFE-Röhrchen definitiv ganz eingeschoben, Ring ist auch herausgezogen. Ob es vorher aber schon so war kann ich nicht sagen. Die Madenschraube ist auch fest, das Nadellager gefettet und die Idler-Klappe hat genug Spiel. Da habe ich vor dem Widerzusammenbau extra drauf geachtet.
Die Primerlinie hängt doch von der first-layer-calibration (aka z-live) ab. Das ist ein generell wirkender Offset. Dadurch kann die Düse auch bei der Primerline zu tief sein. Ist der Ringspalt um die Düse dann zu flach, steigt der Strömungswiderstand des Filamentes, damit der Druck im Hotend und ergo die notwendige Schubkraft des Ritzels. Haben Motor und Ritzel dann mehr als 50°C wird PLA am Ritzel so weich, daß der starke Motor einfach eine Kerbe in das Filament fräst.
Das musste ich erstmal mehrmals lesen bis ich es begriffen habe. Danke für den Hinweis.
Sprich wenn das Klackern auftritt, wäre es n Versuch wert per z-live die Düse einmal anzuheben und dann zu sehen was passiert. Theoretisch müsste es sich dann ja "freilaufen", oder?
Alle paar Monate nehme ich etwas Aceton und reinige das Blech damit nochmal nach, nachdem ich mit Isopropanol dran war. Dennoch ist wohl inzwischen mal ein neues Blech fällig.
RE: MK3S Extruder-Klackern
Randfrage: Spricht generell etwas dagegen, das Hotend mit eingedrehtem Heatbreak mittels Heißluftpistole zu erhitzen, sofern die Düse rausgedreht ist?
RE: MK3S Extruder-Klackern
Das PLA-Geschmodder hättest du vielleicht im Starter erwähnen sollen.
Neues Hotend kaufen, einbauen und beten.
RE: MK3S Extruder-Klackern
Moin Alex,
hauptsache bald wieder gesund.
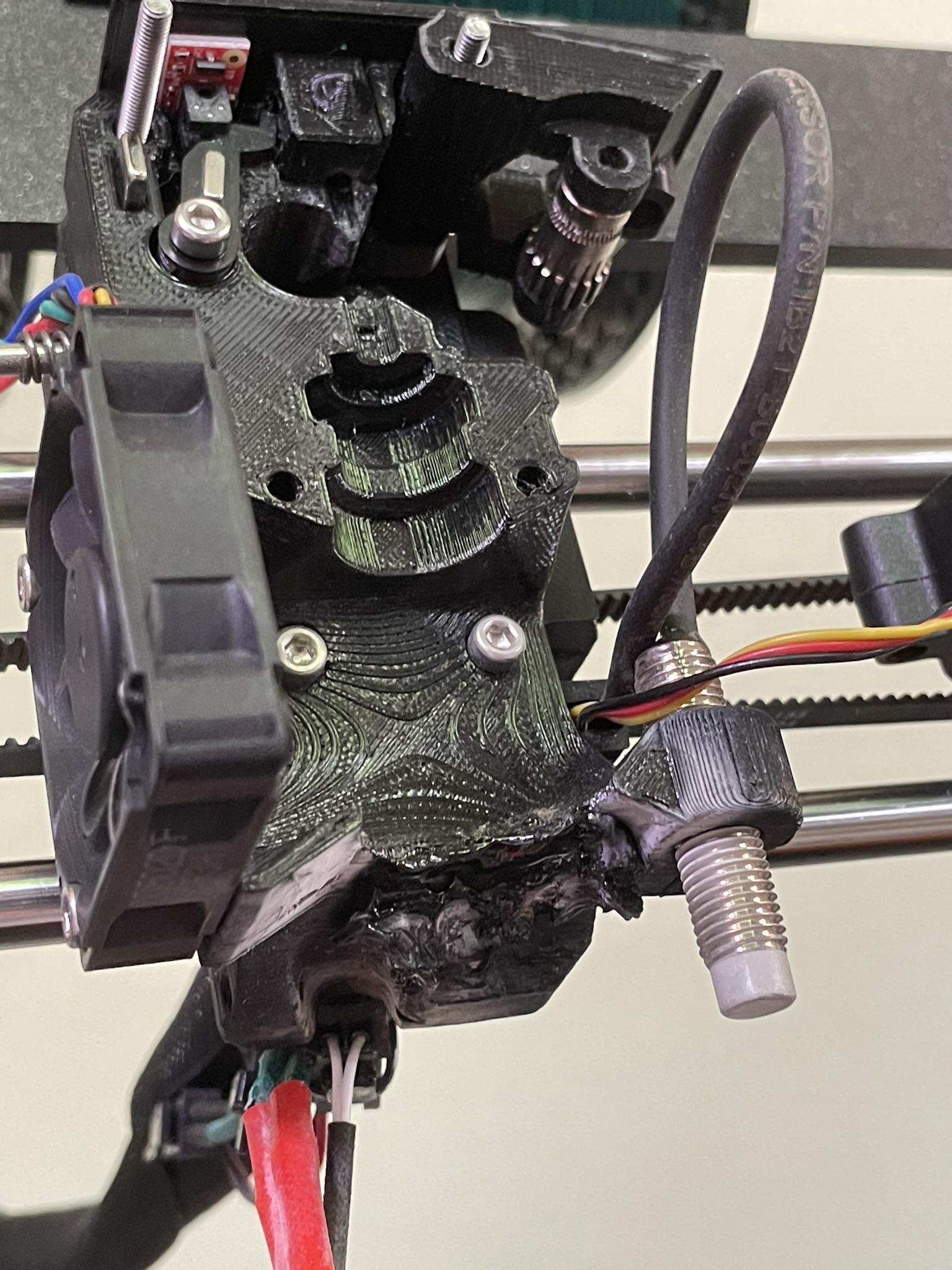
Düse und Heatbreak dichteten evtl. stirnseitig nicht gegeneinander. Im Foto ..4305 sieht man Filament oben um das Heatbreak. Auch sieht das obere Gewinde des Heatbreakes verdächtig sauber aus. War da keine Wärmeleitpaste dran?
Wenn man das Filament viel zu heiß kocht, verkokt es irgendwann. Coldpull ist ne gute Idee. Auch mehrmals. Sobald der Drucker Filament fördern will, kann es helfen, wenn du von Hand mit Gefühl Filament nachschiebst und so die Kraft etwas erhöhst. Hast du schon mal die mitgelieferte Akupunkturnadel probiert? Falls nichts mehr geht: aufheizen, Düse abschrauben und mit 1.6mm Wolfram-Schweißdraht Filamentreste durchschieben. Wenn du das Hotend eh schon halb auseinander und auch die Düse raus hast, kannst du grad auch noch das Heatbreak abschrauben. Kann man da durchsehen? Hast du einen Schraubstock, in den du Heatbreak mit aufgeschraubter Sechskantmutter zart einspannen kannst. Dann eine Hand für die Heißluftpistole, die andere für den Draht.
Diese Links der Hilfe kenst du bestimmt schon:
verstopfte-duse-hotend-mk3s-mk2-5s
austausch-oder-wechsel-der-duse-mk2-5s-mk3s
Ein komplett neues Hotend muß man nicht unbedingt kaufen. Es ist allerdings nicht verkehrt, wenn man einen Thermistor als Ersatz hat. Der und dessen Anschlußdrähte sind recht filigran. Der Thermistor ist gerade wieder bei Prusa vorrätig. Der war eine zeitlang ausverkauft. Die Heizpatrone sitzt auch gern festgebacken im Alu-Block. Den hab' ich durch einen nickelbschichteten Kupferblock (E3D von 3djake.de) ersetzt.
Kommst du an einen kleinen Drehmomentschlüssel, um die Düse mit kontrollierten 2.5Nm anziehen zu können? Außerdem verwende ich einen Zangensclüssel, mit dem man den Block gut gegenhalten kann.
Der MK4 hat ein vollkommen anderen, proprietären Extruder. Ist also nicht kompatibel. Teile für den E3d bekommt man dagegen gefühlt an jeder Straßenecke. Dennoch würde ich möglichst Qualitätsteile kaufen.
Hatte ich schon gefragt, ob du PETG hast? Meist verdrucken wir Prusament PETG auf satinierten Blechen. Da gibt es praktisch nie Verstopfungen. Bei PETG auf dem glatten Blech bitte Hinweise im Handbuch oder help.prusa3d.com/de/materials beachten.
Nur Geduld! Das wird schon. Ist ja keine Raketenwissenschaft.
Schöne Grüße
RE: MK3S Extruder-Klackern
Moin,
das Filament im Bild 4035 stammt wie gesagt aus einem "Spaghetti-Unfall" bei dem sich von unten das nicht am Druckbett haftende Filament über Nacht erst um die Düse und von unten nach oben dann um das Hotend geschoben hat.
Ich hatte in den Anfangstagen des Druckers, nach dem ersten Düsenwechsel einmal den Fall, dass ich die neue Düse nicht richtig eingesetzt hatte; dann hat bei jedem Druck immer etwas Filament von oben "getropft", da es zwischen Düse und Heatbreak nach oben rausgepresst wurde.
Wärmeleitpaste war in der Tat keine dran; obwohl das ganze Hotendmodul ein reguläres Ersatzteil von Prusa war.
Ich hab die Düse jetzt eingebaut erhitzt auf 280 und konnte dann mit der Akupunkturnadel von unten durchstechen. Mit Hand Filament nachschieben hat selbst bei 280° nichts gebracht. Vermute da hatte sich wirklich n kleiner Klumpen gebildet.
Danach Düse entfernt und nochmal mit der Heißluftpistole erhitzt und geprüft ob sie nun "frei" ist (so gut das optisch erkennbar ist).
Werde jetzt nochmal das Heatsink rausnehmen, Wärmeleitpaste auf die obere Gewindeseite des Heatbreaks packen und alles versuchen so sauber wie möglich zu montieren. Mal sehen ob dann wenigstens die Verstopfung weg ist. Ansonsten kommt die Düse über Nacht in ein Acetonbad.
Den Thermistordraht habe ich in den ersten Monaten leider auch schon einmal beschädigt. Mir war es aber nicht mölglich, die Heizpatrone zu lösen, so dass ich damals das ganze Hotendmodul neu bestellt habe. Der Verweis uaf den Kupferblock ist interessant, danke für den Tipp.
Einen so kleinen Drehmomentschlüssel habe ich leider nicht. Hab hier einen normalen Adapter und halte den Heizblock solange mit einer Rohrzange fixiert.
Viele Grüße,
Alex
RE: MK3S Extruder-Klackern
Update:
Gute Nachricht; Verstopfung ist behoben. Der Drucker druckt gerade einen 60x60mm Kubus im Vase-Modus mit 20mm/s für die erste Schicht.
Beim letzten Test dieser Art musste ich da schon abbrechen, da das Klackern auftrat und Filament nicht nachgeschoben wurde.
Bisher läuft es soweit.
Die FirstLayer ist jetzt auf -1,320mm gestellt, vorher war ich ja bei weniger als 1mm. Bei der Montage sind mir grad beim Kühlkörper kleine Fehler aufgefallen die ich beheben konnte und die wohl dafür sorgten, dass nun alles zusammen wieder auf richtiger Höhe hängt.
Allerdings ist der Heizblock wirklich in einem mäßigen Zustand. Zwar konnte ich das meiste vom PLA entfernen, aber rund um den Einlass vom Heatbreak zum Heizblock liegt immer noch was direkt über dem Gewinde, das eine Demontage von Heatbreak und Heizblock verhindert. Selbst mit Heissluftpistole komme ich da nicht mehr gegen an.
Zudem hat sich bei dem damaligen Spaghetti-Desaster auch etwas PLA an der Verkleidung hinter dem Hotend abgelagert hat und das hat nun permanent Kontakt zum Heizblock. Das war mir nicht aufgefallen, da das festgebackene PLA ja genau so schwarz ist wie das gedruckte Verkleidungselement. Werde mir das mal nachdrucken (lassen) und austauschen).
Jetzt lasse ich erstmal den Kubus zu Ende drucken und werde dann nochmal einen der Standarddrucke die zuletzt Probleme gemacht haben, drucken lassen. Die nächsten Stunden ist erstmal keine Zeit da den Drucker genauer zu analysieren. Wenns klackert wird erstmal unterbrochen, wenn nicht; umso besser.
Ein neues Stahlblech werde ich die Tage dann aber auf jeden Fall bestellen. Ich warte aber noch ab, falls sich bei den weiteren Tests herausstellt, dass doch auch andere Teile einen Ersatz brauchen.
Viele Grüße,
Alex
RE: MK3S Extruder-Klackern
Es sieht bisher überraschend gut aus. Kleiner Fehldruck am Anfang mit mangelnder Haftung in einer Ecke, aber keinerlei Klackern bisher. Und diese Wabenstruktur war ein extremer Worst-Case für das Problem, quasi undruckbar. Zweiter Druckvorgang läuft bisher tadellos. Selbst das Stringing ist zurückgegangen.
Im Moment würde ich sagen; war die Hauptursache wohl das nicht ganz sauber zusammengesetzte Hotend. Der niedrige Z-Level von weit unter -1,2mm hätte mir da wohl zu denken geben sollen. 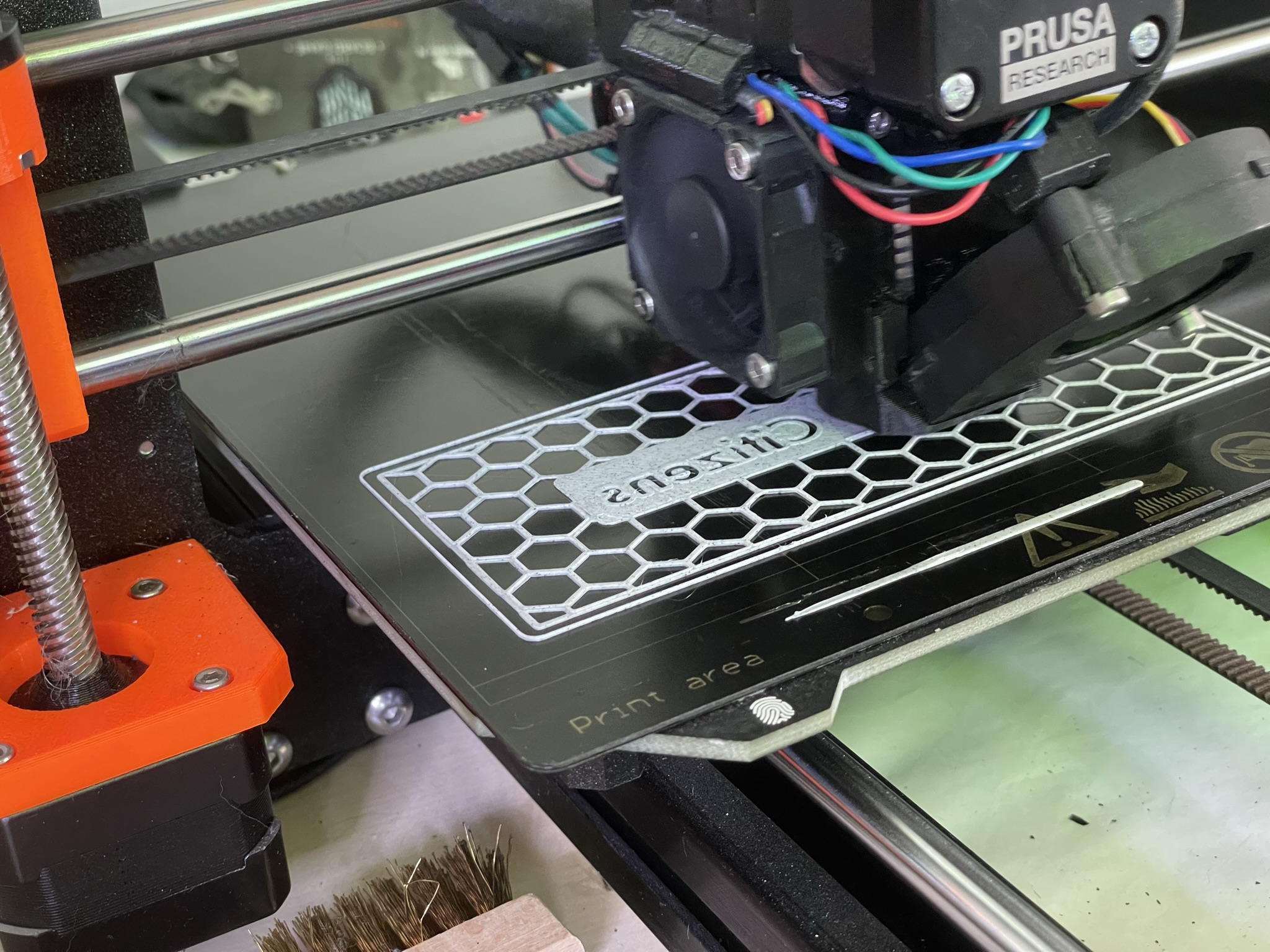
RE: MK3S Extruder-Klackern
Nach den obigen Anpassungen, einer Neukalibrierung der ersten Schicht und einem neuen Stahlblech (die Haftungsprobleme, aber auch die Unebenheiten waren nach 4,5 Jahren inzwischen ein echtes Handicap) lief der Drucker über die letzten Wochen reibungslos und hat anstandslos alles gedruckt.
Daher nochmal ein herzliches Dankeschön ans Feedback. Hier war vieles hilfreiches und auch lehrreiches dabei, was mein Verständnis nochmal verbessert hat. Sobald es wieder kühler wird, werde ich auch die Terminal-Tipps einmal ausprobieren.
Das Topic kann daher jetzt geschlossen werden. Nochmals danke für die extrem hilfreiche Community 🙂
RE: MK3S Extruder-Klackern
Hallo Alex,
- danke für das Feedback.
Happy printing.
Mathias