Fetter Batzen auf dem ersten Layer
Hi,
kann mir vielleicht jemand wie sowas passieren kann?

Gedruckt mit CPE HG100, Temps 265/80. Gehäuse geschlossen. Den Flow hatte ich auf 0.975 runtergesetzt und die Elefantenfuß Option im PSlicer auf -0.5 mm eingestellt.
RE: Fetter Batzen auf dem ersten Layer
Moin, ich hatte das gleiche Symptom. Die Düse hatte im Hotend nicht sauber abgedichtet und Material drückte oberhalb raus und tropfte dann sporadisch raus. War von vorne nicht ersichtlich nur wenn man seitlich in den Spalt leuchtete.
gruss Torben
RE: Fetter Batzen auf dem ersten Layer
@info-r-s
Hi,
das macht Sinn, danke für den Tipp. Ich hatte beim letzten Düsenwechsel diese nur mit der Hand ganz leicht angezogen. Das war vielleicht zu locker.
Wie fest drehst du deine Düsen immer an? Es gibt kleine Drehmomentschlüssel mit 1-2 NM. Sowas sollte ich mir vielleicht mal zulegen.
p.s.: da fällt mir ein, ich hab hier sogar noch einen für mein Bike. Geeicht 1-20NM.
RE: Fetter Batzen auf dem ersten Layer
@max-distortion
Ich verwende dieses tool hier, welches ich auf 3NM voreingestellt habe:
Düsenwechsel:
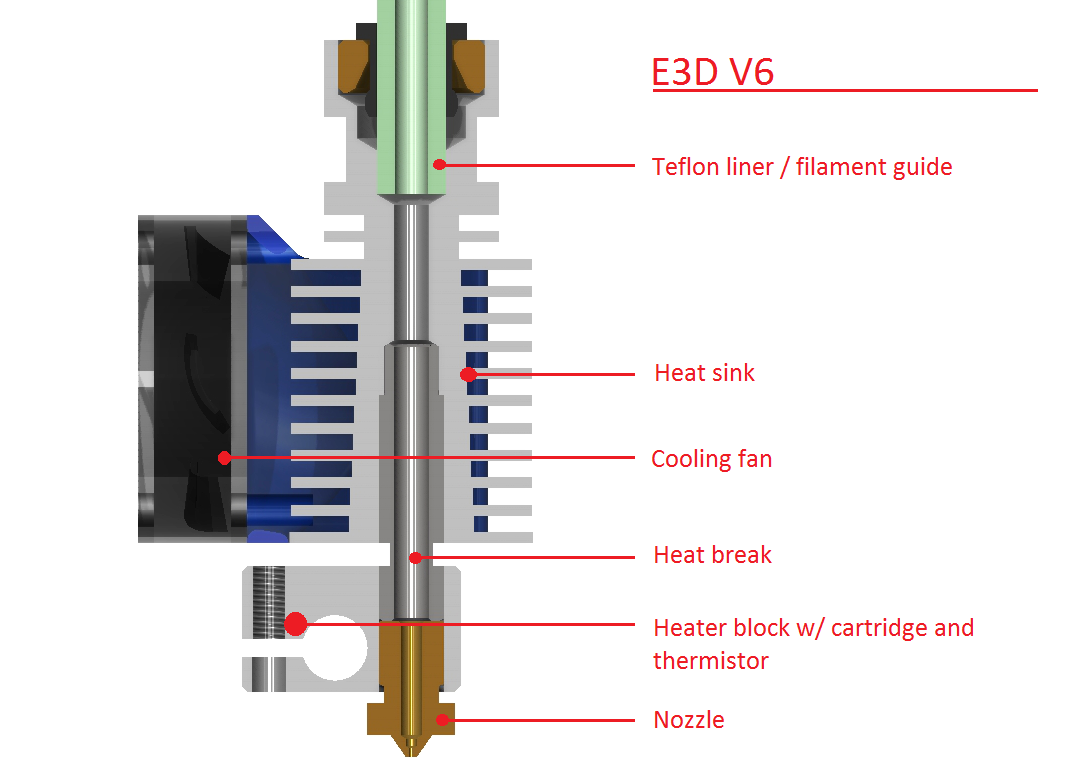
Das hotend auf 250Grad erwärmen, die alte Düse entfernen, den heaterblock gegebenenfalls reinigen, bei der neuen Düse darauf achten dass diese stirnseitig sauber und eben ist, einschrauben und mit 3NM festziehen. An das Düsengewinde gebe ich immer etwas Kupferpaste. Diese riecht zwar etwas, da ja das Fett verdampft, legt sich aber mit der Zeit. Damit wird gewährleistet dass sich die Düse wieder leicht entfernen lässt. Zwischen dem Düsensechskantbund und dem heaterblock sollte ein Abstand von ca. 1mm sein, d.h. die Düse sollte nicht bündig am block anliegen da ansonsten die Gefahr besteht dass diese nicht an der heatbreak abdichtet.
In Deinem Fall würde ich die Düse und heaterblock ausbauen, alles reinigen und wieder zusammenbauen. Die Stirnflächen (Dichtflächen) müssen top sauber und eben sein.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Fetter Batzen auf dem ersten Layer
@karl-herbert
Hi,
würde auch eine Keramikpaste gehen?
p.s.: was ist denn das für ein Prügel? Von Wera? Das kostet doch wieder ein Vermögen 😀
RE: Fetter Batzen auf dem ersten Layer
@max-distortion
Da ich einen Kupfer/Nickelblock verwende, greife ich gerne zur Kupferpaste. Für die Standard Alublöcke würde ich eher Graphit- oder Alupaste verwenden. Bei der Keramikpaste musst Du testen wie es sich mit der Temperaturtrennung verhält. Die Düse soll ja die gewünschte Temperatur erreichen.
Zum Prügel (würde der Walter aus "Bares für Rares" sagen): Das ist Marke Eigenbau (hauptsächlich 3D-Druckteile aus Nylon). Die WERA Nüsse sind nicht so teuer. Alternativ kann natürlich jede andere 7mm Nuss mit 1/4" Aufnahme verwendet werden. Das Teil ist handlich (für kleine Drucker), Drehmoment ist einstellbar links/rechts und kann auch arretiert werden zum Lösen festsitzender Düsen. Ich bin gerade dabei einen passenden Gegenhalter (als Ersatz für den 16er Gabelschlüssel) für den E3D Düsenblock zu entwerfen (gedruckter Griff mit gefrästem Gegenhalter aus EN AW-7075).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Fetter Batzen auf dem ersten Layer
@karl-herbert
Eine Halterung für das Hotend wäre ein wahrer Segen 😍
Ich habe hier noch einen Drehmomentschlüssel, allerdings fehlt mir noch die passende Nuss bzw. eine Adapternuß.
Zwischen Düse und Hotend scheint sich etwas Filament zu befinden, das werde ich mir die Tage dann mal genauer anschauen.
Könnte ich die Kupferpaste auch zum Schmieren des Extruderzahnrads verwenden, oder sollte ich doch lieber normales Kugellagerfett?
p.s.: Kupferpaste ist bestellt.