RE: Réglage de première couche instable
Salut
0,22, 0,23 en ciblant 0,20 sur une imprimante fdm c 'est correct, après en prenant l' habitude de son matériel et surtout en prendre soins peu être que tu obtiendra mieux mais bon même sur MK3S+ je pense pas. ( rien n'est impossible )
MK3S+; Ender5/Matrix extrudeur
RE: Réglage de première couche instable
Merci à tous les deux pour vos réponses, je me satisferais donc de mon épaisseur de première couche.
Sinon j'ai quand même profité de la soirée pour tester mon idée avec les codes G80/ G81, surtout après la remarque de Michel-i8 concernant la température. J'ai donc fait deux séries de 5 mesures, une avec la sonde à température ambiante et une avec la sonde à quelques millimètres du plateau chauffé à 80°. Ensuite pour chaque point, j'ai calculé l'amplitude entre la plus petite valeur mesurée et la plus grande. Voilà le résultat pour les 49 points du plateau:
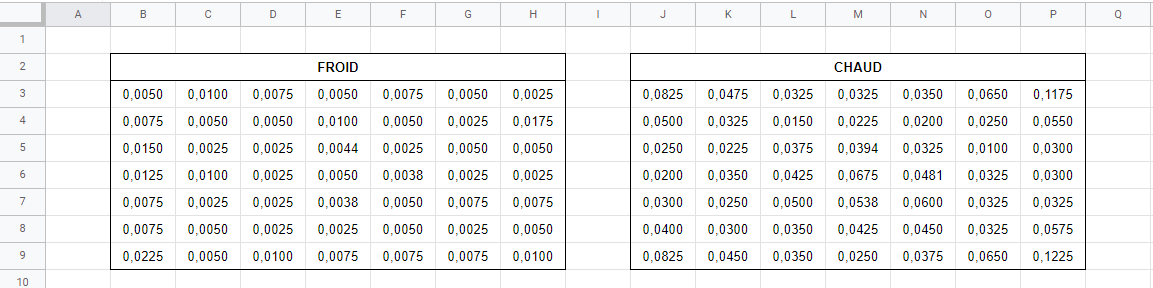
Les chiffres en eux-mêmes ne veulent sans doute pas dire grand chose (un peu comme les valeurs de tension des courroies X et Y) par contre le rapport entre les deux séries est assez étonnant: j'obtiens une amplitude en moyenne 9 fois plus importante à chaud qu'à froid. Peut-on en déduire que la sonde pert nettement en précision de mesure quand elle chauffe ? Voir que la mienne a un défaut ? Si oui, c'est peut-être là que se situe la source de mes problèmes. Je vais refaire des tests en étant plus méthodique sur la position/température de la sonde avant chaque lancement d'une impression.
Original Prusa MK3S+ | MMU2S | RMU MK3 Mod-S | Réducteur 4:1 fait maison
RE: Réglage de première couche instable
Tu as une Pinda (Mk3s) ou une SuperPinda (Mk3s+)?
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE:
C'est une SuperPinda (MK3S+) donc compensée en température. L'imprimante est neuve, achetée il y a 2 mois.
Original Prusa MK3S+ | MMU2S | RMU MK3 Mod-S | Réducteur 4:1 fait maison
RE: Réglage de première couche instable
Alors là... 😑
Ça vaut peut-être le coup de passer sur le chat du SAV pour exposer le "problème". Si les variations de valeurs restent dans la fourchette du matériel, ils te le diront. Sinon, ils te proposeront de t'envoyer, sous garantie, une nouvelle sonde.
Je ne sais pas si tes valeurs sont alarmantes ou pas. J'aurais tendance à dire que tes premières couches sont admissibles mais je ne préjuge pas d'une éventuelle dégradation future si la superpinda n'est pas dans les clous.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Réglage de première couche instable
Ce qui me gêne surtout c'est la variabilité. Je vais essayer de contacter le support. A suivre...
Original Prusa MK3S+ | MMU2S | RMU MK3 Mod-S | Réducteur 4:1 fait maison
RE: Réglage de première couche instable
Suite et fin, après le retour du support Prusa et quelques tests, histoire de ne pas venir raconter trop de bêtises.
Tout d'abord la réponse du support en VO, elle a le mérite d'être très claire:
The phenomenon you're seeing is completely normal with all and every SuperPINDA sensor. It is a great tool to provide quite leveled heatbed, but it can have slight deviations which are most likely caused by different temperatures of the sensor each time it's running, which can slightly affect it for it is induction based technology.
J'ai eu le tord, en faisant mes tests de première couche, d'enchainer l'impression de ces patchs 30x30 en faisants varier Z de 0.4 puis 0.2 puis 0.1 pour essayer d'avoir le meilleur résultalt. Procéder ainsi amène la sonde à s'échauffer beaucoup plus qu'en usage normal puisqu'elle est en permanence au plus près du plateau. Donc après 5 ou 6 patchs j'arrivais à un bon résultat mais avec une sonde qui avait dérivé du fait de l'échauffement. Evidemment le lendemain la sonde avait refroidit avec les conséquences qu'on voit sur ma photo initiale.
J'ai donc vérifié: en éloignant systématiquement la sonde du plateau après une impression et en prenant un peu plus mon temps, le problème a disparu, j'ai maintenant des premières couches quasimment identiques d'une fois sur l'autre.
Pour terminé, même si ça n'était pas le sujet initial, j'ai aussi solutionné mon problème de première couche trop épaisse (0.23 au lieu de 0.20) en modifiant le flow de première couche. Il suffit d'ajouter dans le Before Layer Change le gcode suivant:
M221 S{if layer_num == 0}XX{else}95{endif}
en remplaçant XX par la valeur de flow souhaitée pour la première couche. Avec du PLA à 210° je suis arrivé à une valeur de 83. Je n'ai pas encore trouvé d'inconvénient à la méthode mais évidemment la valeur doit être différente si on change la hauteur ou la température de première couche, ou le matériau. La valeur de 95 sera utilisée pour toutes les autres couches, c'est la valeur système de Prusa, on la retrouve dans la section Start et elle reste valable tant que vous n'avez pas des hauteurs de couches inférieures à 0,075.
Original Prusa MK3S+ | MMU2S | RMU MK3 Mod-S | Réducteur 4:1 fait maison
RE: Réglage de première couche instable
Han, ça a du sens, oui, cette explication pour la SuperPINDA, je comprends mieux.
En revanche, pas fan de ta solution pour ta 1ère couche, ça va probablement te jouer des tours avec certains filaments sur des grandes surfaces de 1ère couche (risque de sous-extrusion suivi d'un bouchon?). Perso, 0.23 est très acceptable, je ferais avec pour la plupart des usages.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Réglage de première couche instable
ça va probablement te jouer des tours avec certains filaments sur des grandes surfaces de 1ère couche
Merci Olivier, je prends bonne note de ta remarque. L'étape suivante ça va être la correction du nivellement:
https://help.prusa3d.com/fr/article/correction-du-nivellement-du-bed-level_2267
Si effectivement cette solution pose problème, je devrais le voir assez rapidement.
Ce que je ne comprends pas (et j'ai le défaut de toujours vouloir tout comprendre, dixit ma femme), c'est que l'impression 3D par extrusion c'est quelque chose d'assez mathématique dont la théorie est bien documentée par Prusa et d'autres sites, sauf que chez moi la pratique ne rejoint par la théorie. Pourquoi est-ce qu'avec un extrudeur calibré, qui consomme bien 100mm de filament quand je lui demande 100 et qui me fait bien des parois de 0.45 sur un cube en mode vase, je n'arrive pas à avoir une première couche faisant 0.20, quel que soit le PLA (Prusa ou ColorFabb) que j'utilise ?
Je précise que mon usage de la 3D pourrait devenir commercial et que j'ai besoin de précision (et de couleurs, donc j'ai oublié la SLA) pour ce que je vais proposer.
Original Prusa MK3S+ | MMU2S | RMU MK3 Mod-S | Réducteur 4:1 fait maison
RE: Réglage de première couche instable
Certains impriment un patch, mesurent son épaisseur (par exemple 0,23 mm) et baissent le Live Z de leur calibration de 0,03 mm pour compenser l'écart et aboutir à 0,20 mm. Mon expérience personnelle est mitigée sur le sujet, mais je n'ai pas étudié les causes: pour arriver à 0,2 mm pile, ça écrasait beaucoup trop la première couche à mon goût. Mais tu peux expérimenter dans ce sens: par dichotomie à travers plusieurs patch successifs tu devrais converger vers une valeur parfaite, sans avoir à tricher dans le code de départ de ton impression.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Réglage de première couche instable
Certains impriment un patch, mesurent son épaisseur (par exemple 0,23 mm) et baissent le Live Z de leur calibration de 0,03 mm pour compenser l'écart et aboutir à 0,20 mm. Mon expérience personnelle est mitigée sur le sujet, mais je n'ai pas étudié les causes: pour arriver à 0,2 mm pile, ça écrasait beaucoup trop la première couche à mon goût. Mais tu peux expérimenter dans ce sens: par dichotomie à travers plusieurs patch successifs tu devrais converger vers une valeur parfaite, sans avoir à tricher dans le code de départ de ton impression.
Ce qui tu indiques est précisémment ce que j'ai fait, avec des impressions successives qui m'ont amenées... au problème de température de la sonde !
J'ai essayé d'écraser ma première couche autant que possible, jusqu'au point où la buse commence à griffer l'impression (ce qui n'était évidemment pas satisfaisant), jamais je ne suis arrivé à descendre au-dessous de 0,22. La seule méthode qui fonctionnait, c'était la réduction du coefficient d'extrusion, mais dans ce cas ma paroi de cube ne faisait plus 0,45. J'ai donc cherché comment modifier le flow de première couche sans toucher au coef.
En plus, il semble que ces 10% de plus sur la première couche perturbaient l'impression des 3 ou 4 couches suivantes, ce qui ne se produit plus maintenant.
Original Prusa MK3S+ | MMU2S | RMU MK3 Mod-S | Réducteur 4:1 fait maison