Probleme prusament PETG
Bonjour à tous,
Comme je suis nouveau sur le forum et qu'il ne semble pas y avoir de rubrique dédié.
Brève présentation :
Je suis serrurier / coffretier passionné de faille de sécurité et spécialisé "ouverture fine" (ouverture sans dégât en crochetage, bump, bypass).
L'achat de la MK3S a pour moi vocation de générer des prototypes d'outils qui pour certain sont ensuite réimprimé consécutivement dans d'autres alliages plus robustes.
Je ne suis pas très aguéris dans l'impression 3D, mais me débrouille comme je peu et surtout avec le temps qui m'est imparti au vue de mon activité professionnelle...
Pour l'exemple, voici le genre d'outils que je conçois ou reproduit, sans rentrer dans le détail sur leur utilisation vue la sensibilité :
Support de training tatage serrure à disque de coffre fort classe 2 :
(Imprimé avec la MK3S et filament Carbone XT-CF20)
Parapluie de crochetage pour Pollux 7 ailettes :
(Imprimé avec Elegoo Mars)

Bref, jusqu'à présent je n'ai pas rencontré de difficulté avec la MK3S, quelques retouches par si par là sur les réglages de température pour rectifier soucis de fil d'ange et autres.
Mais, tous ce complique depuis que j'ai investi du filament Prusament PETG, aucune impression n'est correcte.
Les premières couches sont catastrophiques, et ne comprend pas d’où sa vient...
Par ailleurs, j'entends la buse qui crépite, ce qui ne m'est jamais arrivé avec d'autres filaments...
Bref, voila une photo d'un essai d'impression foireux...
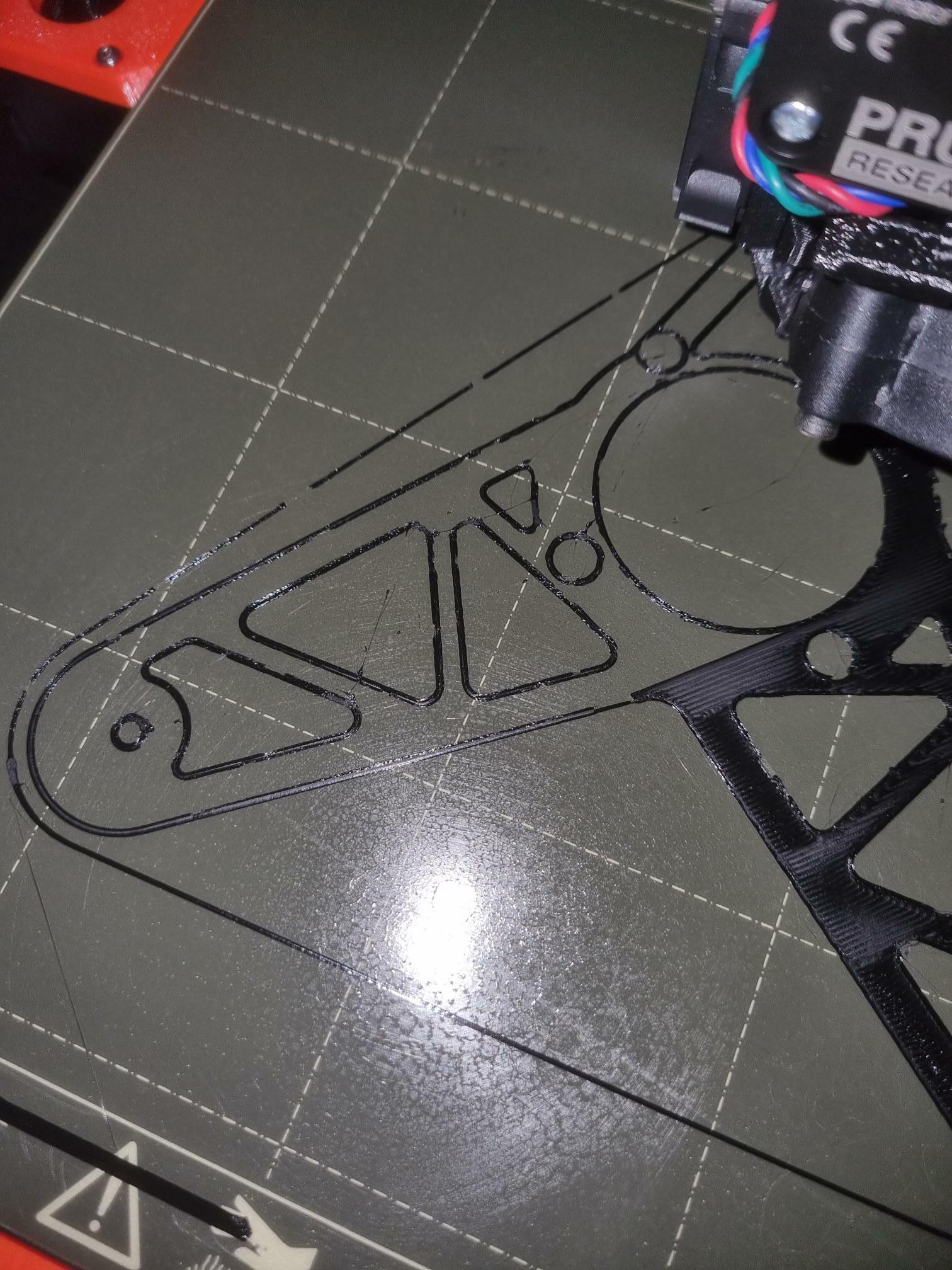
Voila tous ce que j'ai essayé sans succès :
- Changement de la buse (buse en acier trempé)
- Modif des températures buse / lit sans sans changement particulier (sur la photo 235° première couche et 85° le lit)
- Réinitialisation de la calibration sans succès
- Modifications dans prusaslicer (qu'au passage je maitrise assez mal)
Bref, je pense qu'il y a un truc qui m'échappe, je précise que je nettoie systématique le lit après chaque impression a l'eau chaude et liquide vaisselle, je renettoie avec cleenex et alcool isopropylique.
Pour l'adhérence j'utilise soit de la colle en bâton, soit 3dlac.
La calibration de la première couche est réglée à -1375 sur ce plateau.
Je viens de recevoir le plateau poudré mais ne l'ai pas encore testé.
Le gcode est réglé comme suit (copie d'un post du forum) :
M83 ; extruder relative mode
M104 S160 ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S160 ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Y-3.0 F1000.0 ; go outside print area
Voila, d'avance merci pour votre coup de main ;0)
2 pistes
Bonjour,
Bienvenue par ici.
1) pour le PETG il est recommandé d'imprimer sur plaque texturée ou satinée, avec offset approprié.
2) les crépitement sont très probablement le signe d'un filament qui a pris l'humidité (couches irrégulières, cheveux d'anges...). Faudrait le passer au déshydrateur, tu as sur ce forum plusieurs discussions avec les températures et temps conseillés.
Voilà mes toutes premières pensées au sujet de tes soucis, on va creuser ensemble à partir de là 🙂
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
Bonjour et bienvenue,
Pour aller dans le sens de la simplification : pas besoin de nettoyage à l’alcool après avoir fait la vaisselle. Séchage propre et c’est tout.
Comme Olivier : utiliser la plaque poudrée pour le PETG, sinon il colle trop.
Et comme le PETG attache très bien, pas besoin non plus de colle. Plaque propre et c’est tout (j’en imprime des kilomètres comme ça).
Comme Olivier : le crépitement (si ça ressemble au bruit de petites bulles qui explosent) est un indicateur d’humidité. Pas normal si la bobine est neuve (elle est livrée sèche et sous protection). Normal si la bobine est restée longtemps à l’air libre (la durée exacte de « longtemps » dépend de l’humidité ambiante).
petg ou pla
Bonjour,
Tu t'en es certainement aperçu. Le petg et le pla n'ont pas les mêmes qualités et défauts.
Le pla est plus rigide(+), un peu plus cassant(-) et donne des objets mieux finis(+), avec des détails plus fins(+). Le petg est un peu plus souple et moins cassant, mais est plus délicat à régler et s'imprime, du moins chez moi, avec un peu plus d'irrégularités.
Tes photos font rêver ! tu montres "le bon outil" construit sur-mesure, merci !
Je vois plusieurs molettes de réglage sur le support bleu, ces vis sont-elles de diamètre 3mm (à la norme m3) ?
Pourrais-tu dire si tu as mis des inserts ou écrous en métal dans la pièce, ou si au contraire le filetage est dans la matière plastique ?
Bien sur ! ne te crois pas obligé de répondre si tu trouves ces questions trop indiscrètes.
La différence de solidité entre le pla et le petg n'est cependant pas énorme. Je te conseille plutôt le pla si tu as besoin de petits détails (même s'il est un peu moins solide), et au contraire le petg si l'aspect général n'est pas important mais qu'une relative souplesse et solidité sont nécessaires. L'abs et l'asa sont paraît-il un peu plus solides l'un et l'autre et assez similaires dans leur usage : peut être de 20% ou 50%, mais pas plusieurs fois plus solides comme le métal. L'impression en abs demande des températures bien plus chaudes, et il semblerai que l'abs soit pénible à imprimer, et l'asa est plus facile, mais pas mal plus cher...
Ni le pla ni le petg ne remplacent le métal : Un adaptateur fait sur mesure pour démonter un moyeu de vélo a cassé au premier coup de clef à molette. J'ai dû encore plus forcer sur l'adaptateur en métal acheté sans que celui-ci ne bronche.
Tu utilises un "filament carbone", pourrais-tu donner un peu plus de détail sur la solidité du résultat? Ces filaments chargés usent beaucoup plus la tête d'extrusion. Prusa préconise de passer à une "tête acier" (et non laiton) pour ces impressions.
De mémoire, avec une tête standard de 0.4mm, j'ai fait un boulon (vis et écrou) de M5 (ou M6) pour attacher le garde-boue d'un vélo en petg. Cette taille est à mon avis la limite des "petits objets". Une épaisseur de 1mm (et donc de 5 couches de 0.2mm, et certainement 2 ou 3 largeurs de filaments de 0.4 ou 0.5mm) est la limite inférieure en taille des objets car des protubérances plus petites cassent trop rapidement. Certains utilisent des têtes d'impression plus petites (jusqu'à 0.2mm) mais elles imposent un réglage plus pointu de l'imprimante, et de toute façon 0.2mm de petg ou de pla ne sera pas très solide...
En fait, je me suis rendu compte de cette limite en reconstruisant un support de compteur à vélo sigma : support-compteur-velo-filaire-sigma-topline-universal-bracket Pour cette raison, mon support en petg est un peu plus épais que l'original, mais il résiste bien depuis plusieurs mois. La méthode consiste pour moi à revoir complètement la forme générale de l'objet à remplacer pour obtenir le même fonctionnement avec une forme beaucoup plus simple. L'imprimante-3d ne peut pas faire de double de clefs ! et détail et solidité ne sont pas au rendez-vous.
Les imprimantes à résine permettent des détails plus petits mais la résine est plutôt moins résistante qu'un fil pla ou petg d'une imprimante à filaments pour la même taille, et en plus la logistique nécessaire (liquide, rinçage, etc.) et le prix sont bien plus importants.
J'espère que cette synthèse confirme les impressions des uns et des autres, et donne la bonne idée générale du choix du filament.
Bonne continuation !
F.
merci pour le coup de main
Bonjour à tous et merci pour votre accueil.
Bonjour,
Bienvenue par ici.
1) pour le PETG il est recommandé d'imprimer sur plaque texturée ou satinée, avec offset approprié.
2) les crépitement sont très probablement le signe d'un filament qui a pris l'humidité (couches irrégulières, cheveux d'anges...). Faudrait le passer au déshydrateur, tu as sur ce forum plusieurs discussions avec les températures et temps conseillés.
Voilà mes toutes premières pensées au sujet de tes soucis, on va creuser ensemble à partir de là 🙂
Bonjour et bienvenue,
Pour aller dans le sens de la simplification : pas besoin de nettoyage à l’alcool après avoir fait la vaisselle. Séchage propre et c’est tout.
Comme Olivier : utiliser la plaque poudrée pour le PETG, sinon il colle trop.
Et comme le PETG attache très bien, pas besoin non plus de colle. Plaque propre et c’est tout (j’en imprime des kilomètres comme ça).
Comme Olivier : le crépitement (si ça ressemble au bruit de petites bulles qui explosent) est un indicateur d’humidité. Pas normal si la bobine est neuve (elle est livrée sèche et sous protection). Normal si la bobine est restée longtemps à l’air libre (la durée exacte de « longtemps » dépend de l’humidité ambiante).
Merci pour la précision sur le plateau, je vais tenté de calibrer sur le plateau satiné pour voir ce que sa donne.
En l’état, j'ai eu de meilleurs résultats en baisant la buse sur le plateau lisse (moins de perte de liaison des contours), néanmoins en faisant cela j’écrase ma premier couche et génère des boules lors du remplissage, donc pas terrible.
Sans parler des files d'anges a gogo, bref pas très jolie tous ça.
Concernant la problématique d'humidité, la bobine est toute neuve et le conditionnement de prusa semble assez costaud, donc possible mais surprenant.
J'ai acheté plusieurs bobines, je vais faire un essai sur une autre pour comparer.
J'ai aussi pensé a un bouchage de buse, mais visiblement il n'y a pas de bouchon après vérification...
Bonjour,
Tu t'en es certainement aperçu. Le petg et le pla n'ont pas les mêmes qualités et défauts.
Le pla est plus rigide(+), un peu plus cassant(-) et donne des objets mieux finis(+), avec des détails plus fins(+). Le petg est un peu plus souple et moins cassant, mais est plus délicat à régler et s'imprime, du moins chez moi, avec un peu plus d'irrégularités.
Tes photos font rêver ! tu montres "le bon outil" construit sur-mesure, merci !
Je vois plusieurs molettes de réglage sur le support bleu, ces vis sont-elles de diamètre 3mm (à la norme m3) ?
Pourrais-tu dire si tu as mis des inserts ou écrous en métal dans la pièce, ou si au contraire le filetage est dans la matière plastique ?
Bien sur ! ne te crois pas obligé de répondre si tu trouves ces questions trop indiscrètes.La différence de solidité entre le pla et le petg n'est cependant pas énorme. Je te conseille plutôt le pla si tu as besoin de petits détails (même s'il est un peu moins solide), et au contraire le petg si l'aspect général n'est pas important mais qu'une relative souplesse et solidité sont nécessaires. L'abs et l'asa sont paraît-il un peu plus solides l'un et l'autre et assez similaires dans leur usage : peut être de 20% ou 50%, mais pas plusieurs fois plus solides comme le métal. L'impression en abs demande des températures bien plus chaudes, et il semblerai que l'abs soit pénible à imprimer, et l'asa est plus facile, mais pas mal plus cher...
Ni le pla ni le petg ne remplacent le métal : Un adaptateur fait sur mesure pour démonter un moyeu de vélo a cassé au premier coup de clef à molette. J'ai dû encore plus forcer sur l'adaptateur en métal acheté sans que celui-ci ne bronche.
Tu utilises un "filament carbone", pourrais-tu donner un peu plus de détail sur la solidité du résultat? Ces filaments chargés usent beaucoup plus la tête d'extrusion. Prusa préconise de passer à une "tête acier" (et non laiton) pour ces impressions.
De mémoire, avec une tête standard de 0.4mm, j'ai fait un boulon (vis et écrou) de M5 (ou M6) pour attacher le garde-boue d'un vélo en petg. Cette taille est à mon avis la limite des "petits objets". Une épaisseur de 1mm (et donc de 5 couches de 0.2mm, et certainement 2 ou 3 largeurs de filaments de 0.4 ou 0.5mm) est la limite inférieure en taille des objets car des protubérances plus petites cassent trop rapidement. Certains utilisent des têtes d'impression plus petites (jusqu'à 0.2mm) mais elles imposent un réglage plus pointu de l'imprimante, et de toute façon 0.2mm de petg ou de pla ne sera pas très solide...
En fait, je me suis rendu compte de cette limite en reconstruisant un support de compteur à vélo sigma : support-compteur-velo-filaire-sigma-topline-universal-bracket Pour cette raison, mon support en petg est un peu plus épais que l'original, mais il résiste bien depuis plusieurs mois. La méthode consiste pour moi à revoir complètement la forme générale de l'objet à remplacer pour obtenir le même fonctionnement avec une forme beaucoup plus simple. L'imprimante-3d ne peut pas faire de double de clefs ! et détail et solidité ne sont pas au rendez-vous.
Les imprimantes à résine permettent des détails plus petits mais la résine est plutôt moins résistante qu'un fil pla ou petg d'une imprimante à filaments pour la même taille, et en plus la logistique nécessaire (liquide, rinçage, etc.) et le prix sont bien plus importants.
J'espère que cette synthèse confirme les impressions des uns et des autres, et donne la bonne idée générale du choix du filament.
Bonne continuation !F.
Pour le parapluie de la pollux, oui je peu en parler rapidement, on a beau avoir l'outil, encore faut-il avoir l'expertise et la dextérité pour en faire usage.
Sur la photo, c'est un de mes vieux prototype, depuis il y a eu de gros changement et également une version automatique.
Il s'agit bien de vis moletée que tu peux trouver sur aliexpress au format M3, les vis sont en direct sur celui là, mais j'ai d'autres versions de parapluies pour d'autres serrures où j'ai plutôt opté pour des inserts.
Par ailleurs il y a d'autres éléments dans le corps du parapluie que je ne peu pas citer ici.
"L'imprimante-3d ne peut pas faire de double de clefs !"
Tu serais surpris mais encore une fois, vue la sensibilité du sujet, je ne peu pas m’étendre.
Si le sujet t’intéresse et que tu l'envisages avec déontologie, je te conseil l'excellent forum passion-serrures.fr
Tu pourras échanger avec mes collègues spécialisés "ouverture fine" (nous ne sommes qu'un microcosme en France et oeuvront quasi tous en judiciaire et sur coffres forts) ainsi qu'avec des passionnés amateurs en crochetage.
La résine est intéressante pour des pièces massives, notamment pour les corps de parapluie me concernant.
Par contre, elle n'est pas du tous adaptée à de petites pièces pour mes outils où je privilégie le carbone ou d'autres alliages plus rigides que je fais imprimer dans des structures spécialisées ou usine moi même en métal ou laiton.
Pour le filament carbone, c'est en effet mon préféré, la qualité sur la prusa est parfaite, on est sur des températures à environ 230° et 60° pour le lit.
Il est impératif, de changer sa buse pour de l'acier trempé (tu trouves ça sur amazon).
Bien qu'à mes yeux le plus intéressant pour mes outils, je voulais tester le petg en amont de l'impression définitive carbone pour mes prototypes vue le cout plus important de ces bobines.
Espérant avoir répondu à tes questions ;0)
Quoi qu'il en soit merci à tous de votre soutien sur mes galères avec le petg ...
Je vous tiens au courant de l’évolution.