RE: différents problèmes d'impression, dégradation de la qualité des impressions
Possible que la dernière couche déposée n'ait pas eu le temps de refroidir avant que la buse ne revienne déposer du filament en fusion.
Je ne suis pas à la maison pour te guider plus directement, mais tu as des options d'impression pour imposer un temps minimum pour imprimer une couche, voire même dégager la tête le temps que la dernière couche refroidisse.
Cela évitera que les impressions hautes et fines (cheminées, etc) ne forment des bourrelets ou ne se saccagent comme ici.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Bonjour,
Je viens de regarder dans Prusa Slicer.
Dans Réglages du Filament > Refroidissement, tu as la rubrique Seuils de Refroidissement.
Tu y trouveras "Ralentir si le temps d'impression de la couche est inférieur à" avec une valeur de 20s par défaut.
Tu y trouveras également "Vitesse d'impression minimale" avec 15 mm/s.
Le paramètre pour dégager la tête carrément le temps du refroidissement ne semble être que sur Cura.
Tu peux essayer de jouer avec ces deux paramètres pour voir, par exemple en mettant 30s et 5 mm/s pour voir, mais plus tu ralentis, plus la couche est chauffée par le rayonnement de la tête qui reste à proximité. Il faut donc s'assurer que le ventilateur qui refroidit la pièce turbine bien à fond à ce moment là...
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Pour redémarrer à partir d'une position Z donnée, c'est un gros travail à faire sur le Gcode.
Il faut :
- connaître exactement la position à laquelle ça a foiré et la repérer dans le fichier imprimante (on parle d’épaisseurs de 0.2mm à chaque coup)!
- supprimer toutes les séquences d'initialisation de la machine (bed leveling / équilibrage de pression de buse, etc...) car la tête est sure de toucher la pièce.
- vérifier que ta pièce est toujours bien accrochée à ton lit et que rien n'a bougé (sinon décalage de couches).
Je me demande si ça vaut vraiment le coup car rien ne dit que ton impression se terminera correctement.
Au pire tu peux réimprimer la partie de la pièce qui a foiré et la recoller en place de l'autre que tu auras soigneusement enlevé.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Désolé, je n'avais pas vu vos messages (passage à la 2nde page 😅 )
@jollyjn Oui il sera sans doute plus simple de faire ça, merci pour le conseil.
Tu m'avais dit de tenter de trick les paramètres du filament, comment conseille tu de les modifier ? Il faut diminuer la température d'impression du filament ? De 5°c ou plus ?
@olivier-saraja d'accord, je vais tenter de changer ça.
"Tu peux essayer de jouer avec ces deux paramètres pour voir, par exemple en mettant 30s et 5 mm/s pour voir, mais plus tu ralentis, plus la couche est chauffée par le rayonnement de la tête qui reste à proximité. Il faut donc s'assurer que le ventilateur qui refroidit la pièce turbine bien à fond à ce moment là..."
Est-ce qu'il est possible que justement, la couche s'imprimant plus vite, la buse ai ralenti et causé cela en restant trop longtemps à chauffer un même endroit ?
J'ai refait mes paramétrage pré-impression sur prusaslicer pour voir si je repérais un problème. Je ne m'explique toujours pas le problème de la pièce verte vu que j'avais déjà fait tourner ce gcode sans problème (je vais du coup essayer le trick de filament comme jollyjn disais). Par contre pour ma dernière impression j'ai peur de comprendre.
J'utilise l'adaptative layer height avec les objets décoratifs a sommets arrondis mais avec ce modèle on a 3 pièces dans un seul stl. Donc l'ADL ajuste la hauteur de couche pour les 3 modèles en même temps. Résultat on passe de couches fines pour le haut des deux premiers modèles à épaisses pour la hauteur du bitoniau et c'est là que ça a raté.
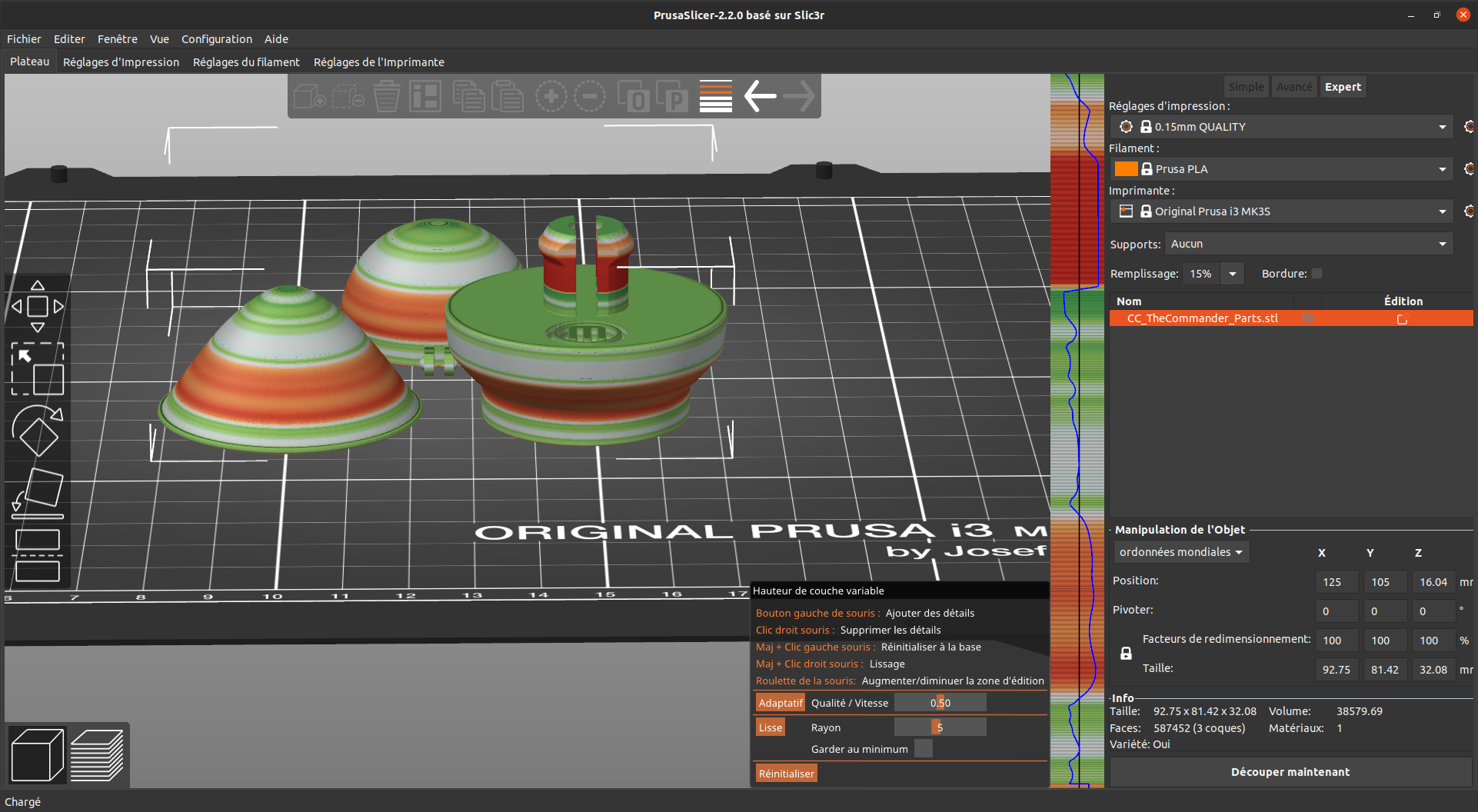
Tu pense que ça pourrait être le passage trop long au dessus d'une couche fine qui pose problème ?
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Tu pense que ça pourrait être le passage trop long au dessus d'une couche fine qui pose problème ?
Je n'ai pas d'expérience avec l'adaptative layer. Mais oui, pour ta dernière question ça pourrait être le problème. Essaie de diminuer la température de 10°, pour voir 😊
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: différents problèmes d'impression, dégradation de la qualité des impressions
J'ai lancé de nouvelles impressions qui pour l'instant n'ont pas eu de problèmes, mais comme elles sont très simples je ne sais pas exactement si le problème est réglé ou si l'imprimante n'est juste pas poussé assez loin pour que le problème vienne.
@jollyjn
Tu m'avais dit de te demander quand je voudrai tenter de changer le gcode, du coup je veux bien que tu m'aide. Je suis allé voir là où tu m'a dit dans PrusaSlicer (imprimante > gcode personnalisé) voici ce que j'ai pour l'instant :
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
M115 U3.9.0 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/(0.05mm ULTRADETAIL @MK3|0.07mm ULTRADETAIL @MK3|0.10mm DETAIL @MK3|0.15mm QUALITY @MK3|0.20mm QUALITY @MK3)/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/(0.15mm SPEED @MK3|0.20mm SPEED @MK3|0.30mm DRAFT @MK3)/}M907 E538 ; set extruder motor current{endif}
Pour avoir la calibration des 9 points avant la chauffe j'aurai tendance à changer comme suit, mais n'y connaissant rien en gcode je préfère demander.
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
M115 U3.9.0 ; tell printer latest fw version
G90 ; use absolute coordinates
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
M83 ; extruder relative mode
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/(0.05mm ULTRADETAIL @MK3|0.07mm ULTRADETAIL @MK3|0.10mm DETAIL @MK3|0.15mm QUALITY @MK3|0.20mm QUALITY @MK3)/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/(0.15mm SPEED @MK3|0.20mm SPEED @MK3|0.30mm DRAFT @MK3)/}M907 E538 ; set extruder motor current{endif}
J'aimerai aussi savoir quelques trucs à propos du gcode :
comment l'imprimante vérifie la buse ? (M862.1 P[nozzle_diameter] ; nozzle diameter check)
à quoi servent (M83 ; extruder relative mode) et (G28 W ; home all without mesh bed level)
est-ce qu'il est possible de trouver la quantité de filament utilisée quelque part dans le gcode ?
Merci pour votre aide
RE: différents problèmes d'impression, dégradation de la qualité des impressions
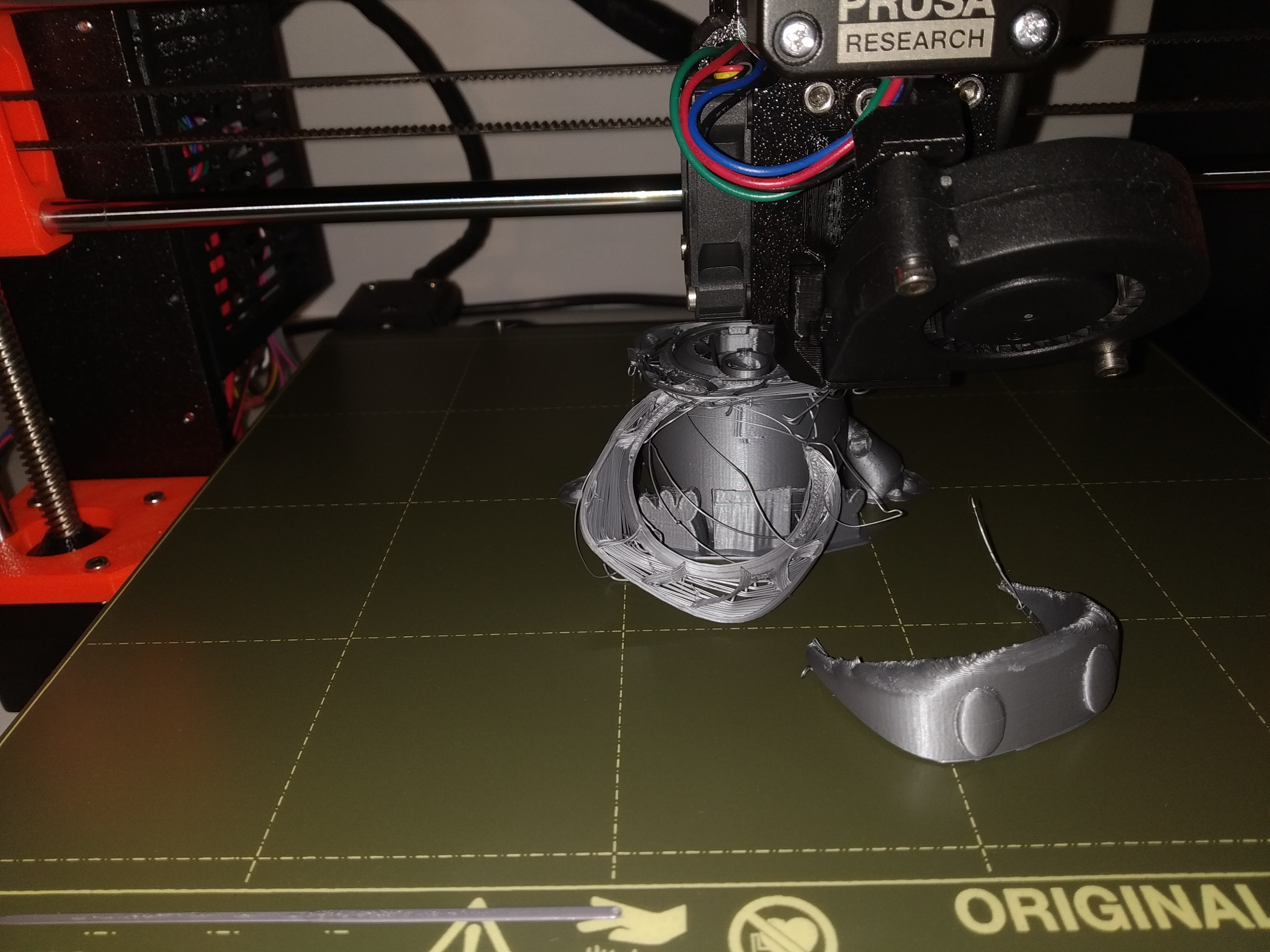
J'ai retenté une impression plus complexe avec le PLA gris qui était livré avec l'imprimante et que j'utilisais sans problème au début et ça a foiré aussi. Du coup visiblement ce n'étais pas le filament le problème.
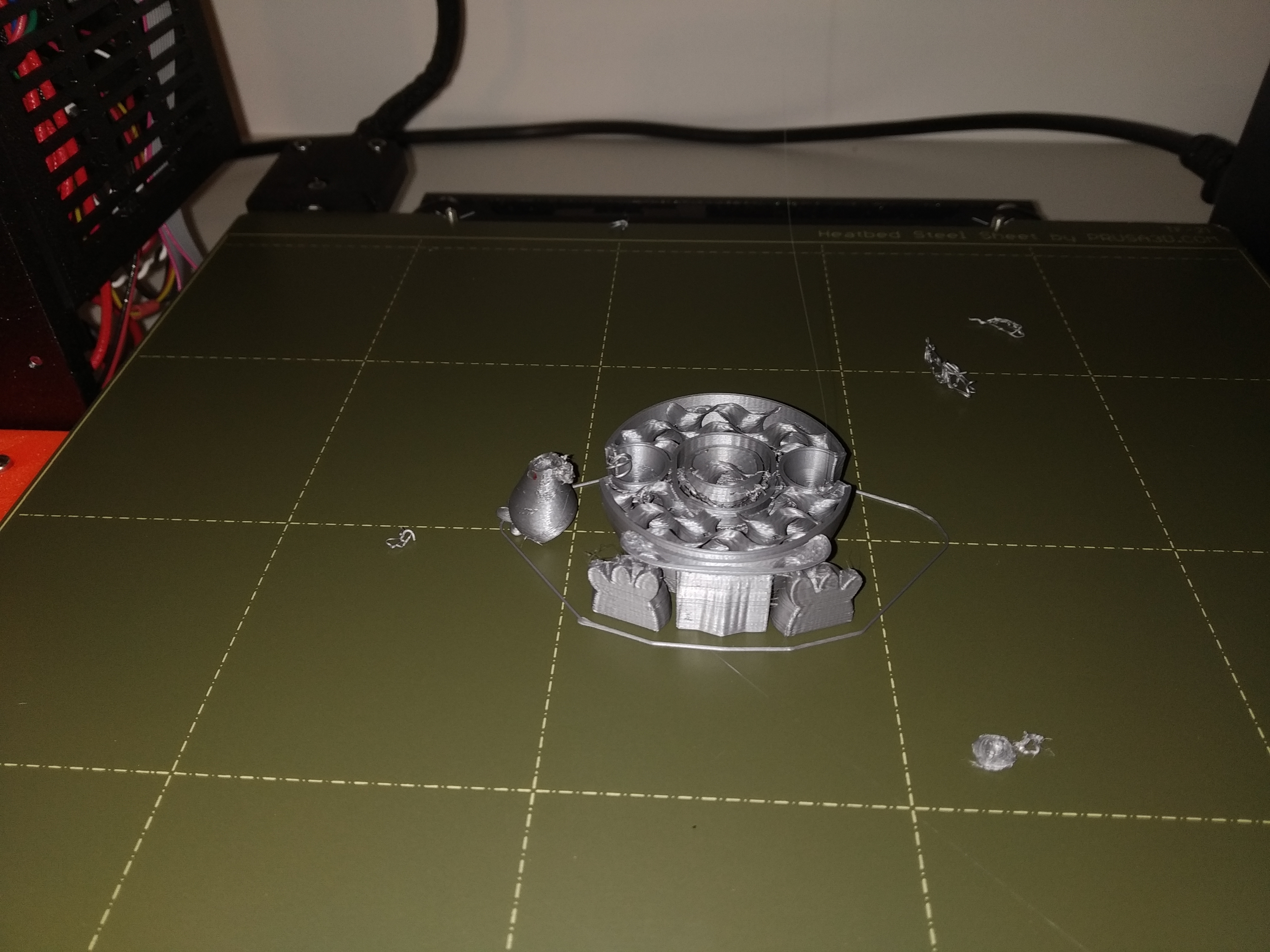
il y avait un début de blob sur la buse et les deux bras du petit robot sont détachés, l'un est resté (comme vous le voyez) et l'autre a été éjecté du plateau. À l'intérieur des trous il aurait du y avoir le début de deux boules servant d'articulations qui doivent sûrement être parties dans les spaghettis à l'écran.
Je vais voir à augmenter l'adhérence du plateau et changer le gcode du début pour éviter que du plastique ne vienne sur la buse à chaque calibration. Si vous avez d'autres idées je serai content de les tenter...
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Le deuxième Gcode te fait le bed leveling et ensuite démarre la chauffe.
Pour le mien, je préchauffe à 160° la buse et fait le levelling dans la foulée en relançant la chauffe finale.
Ci joint le mien.
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
M115 U3.9.0 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S160; set extruder temp 160 for bed leveling
M140 S[first_layer_bed_temperature] ; set bed temp
M109 S160; wait bed 160 for bed leveling
G28 W ; home all without mesh bed level
M104 S[first_layer_temperature] ; set extruder temp
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
M109 S[first_layer_temperature] ; wait for extruder temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
M83 c'est pour définir des positions relatives de coordonnées (la référence est toujours par rapport au dernier point tracé et pas par rapport aux coordonnées dans le plan). C'est grâce à cela que le Gcode ne renseigne pas toutes les coordonnées X et Y à chaque fois
G 28 W, c'est le moment où ton imprimante effectue sa mise à zéro des axes X et Y (le premier déplacement où elle cogne les axes).
M862.1, vérifie que la valeur de la buse est la même qu'en mémoire imprimante, ce que tu peux changer dans configHW dans le menu de l'imprimante. C'est pour indiquer que la buse avec laquelle tu as tranché dans le slicer corresponde bien à celle monté sur l'imprimante. C'est censé mettre un message d'erreur si différence.
Pour le bed leveling, c'est dans les réglages de l'imprimante que tu modifie cela (3x3 ou 7x7 / 3 ou 5 tests).
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Rapport à ton robot, je me demande si l'articulation qui se construit ne serait pas le problème. En bougeant elle pourrait se coincer entre le bras et la buse et agir un peu comme un coin ce qui forcerait sur le bras et finalement le décollerai, surtout qu'il me semble que cette articulation n'est pas dans le centre de gravité du bras.
Mon idée, réduit la vitesse sur ce passage (avec la molette de l'imprimante) et augmente un peu la température de buse (+10°) de façon a rendre le filament plus fluide et ne pas tirer l'articulation.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Merci pour tes explications et tes conseils, et désolé pour le temps de réponse (j'ai été assez occupé cette semaine).
Je n'ai du coup toujours pas eu le temps de tester pour le robot, mais j'ai pu faire quelques tests du nouveau gcode avec des impressions simples, c'est très bien. Sauf peut-être une chose : à la fin de la calibration des 9 points la tête est à hauteur de première couche pour la chauffe de la buse, c'est peut-être mieux que la buse s'éloigne pour la chauffe ? Je peux ajouter une ligne pour éloigner la buse du plateau entre la calibration et la chauffe ?
Pour le robot est-il possible de programmer préalablement la vitesse pour qu'elle diminue sans intervention sur coup ?
Et je me demande : est-il possible de programmer un bip-bip de la prusa à un moment donné, afin qu'elle prévienne quand elle arrive au moment difficile et nécessite qu'on observe par exemple ? Si c'est possible je vais en mettre à chaque moment difficile pour venir vérifier...
RE: différents problèmes d'impression, dégradation de la qualité des impressions
@b38-jolaine : Dans ton Gcode (manuellement) ou à l'aide de prusa slicer au niveau de la couche (Clic droit sur l'échelle de tranchage) où tu dois faire la pause, tu peux ajouter les deux lignes de G-code suivantes dans l'ordre :
M300
M601
Ça va faire biper ta machine 1 seconde et la mettre en pause d'impression.
Sinon M300 seul pour la faire biper.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: différents problèmes d'impression, dégradation de la qualité des impressions
Bonjour !
Désolé d'avoir traîné, avec la reprise je n'ai plus de temps du tout.
J'ai tenté ce que tu conseillais plus un petit raft pour que les bras soient bien fixes et ça a marché... pour foirer un peu plus tard au niveau de la tête. Si vous avez des conseils j'en prendrai note pour le jour où je voudrai retenter ou celui où je reverrai un tel problème mais je ne vais pas le faire tout de suite. J'ai assez consommé de fil gris sur cette impression.
Vous tous m'avez permis de résoudre de gros problèmes et celui ci ne viens peut-être que du modèle, je ne sais pas.
Je vous remercie beaucoup pour ce que vous m'avez appris sur l'entretiens de mon imprimante et les gcodes et je vais clore ce post que j'ai un peu fait durer.
Merci ❤️