Tisk malych perimetru
Zdarec, resim posledni dobou takovy problem, ktery obcas se projevi a obcas ne. Jde konkretne o tisky malych perimetru jako jsou okynka pro kabelove svorky a podobne. Vetsinou se vytisknou relativne dobre, ale cas od casu se uplne odtrhaji a nedrzi, je to tak 50:50 jestli se ty male perimetry vytisknout nebo ne. S tim, ze se pak odtrhaji zaroven souvisi i to, ze nasledne se spravne ani neudela most pres ne, jelikoz chybi.
Ubral jsem rychlost tisku na male perimetry ve sliceru na 10mm/s, ale je to porad stejne mi prijde. Tisknu to v PETG na MK3S a 0.4 nozzlem.
Nenapada vas nekoho cim vylepsit uspesnost vytisku pri tisku takovychto malych perimetru?
- STL:
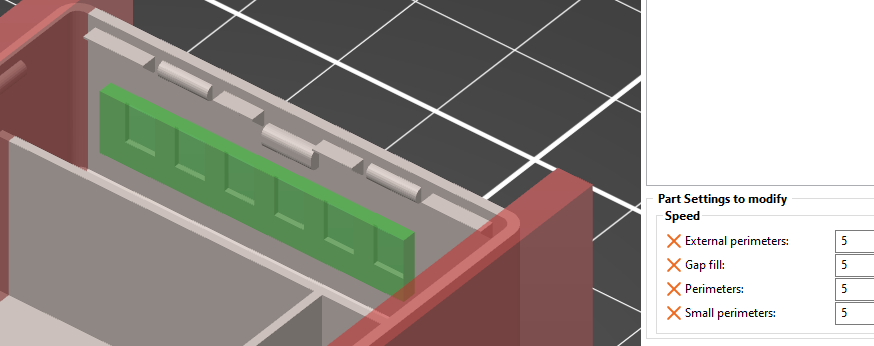
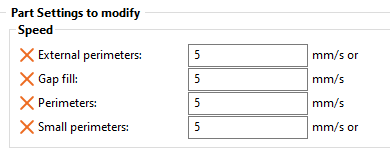
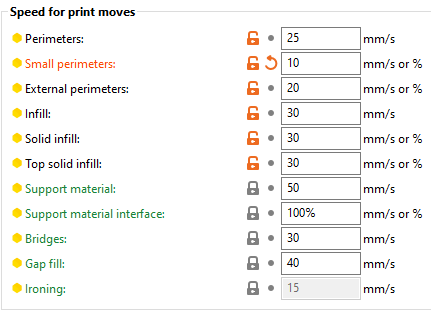
Nastaveni rychlosti ve sliceru:
- Sliced STL:
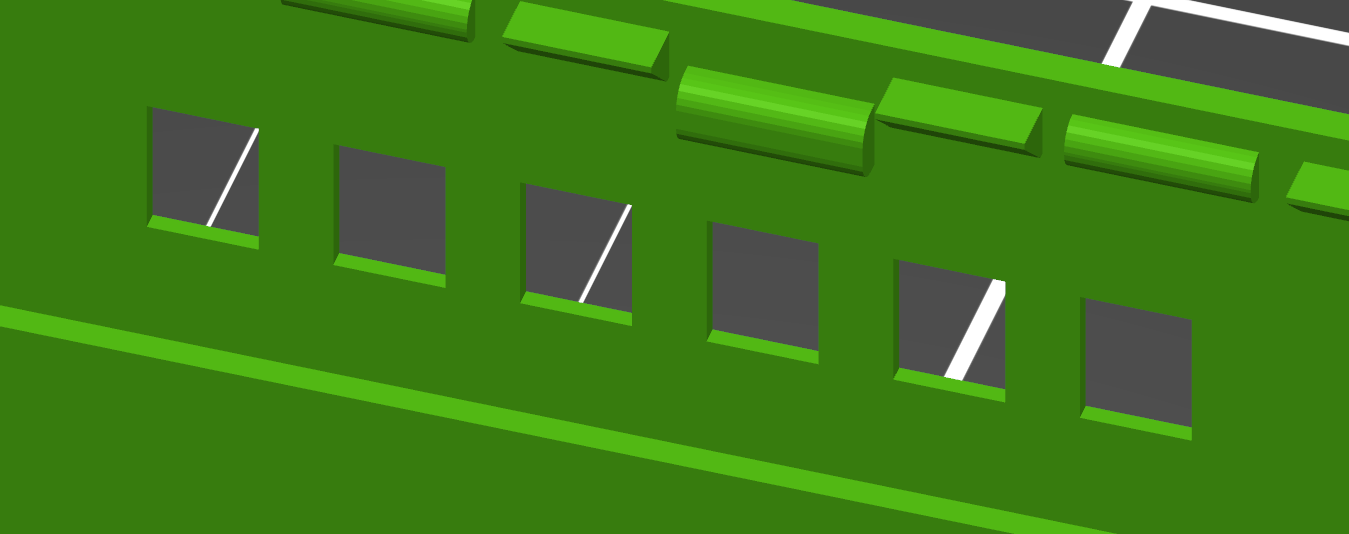
- Nepovedeny vytisk:

RE: Tisk malych perimetru
Pokud jsou perimetry špatně přichyceny ke zbylému tisku, viděl bych dva základní důvody.
Obecně bych řekl, že výška první vrstvy nebo pod-extrudování.
Pokud je výška trysky při první vrstvě příliš vysoko, linka se málo rozplácne, tím se i mále přichytí k té vedlejší. U perimetrů to je potom vidět dost.
Druhá věc je mále extrudovaného materiálu. Může to být přiucpáním trysky, filamentem jako takovým, těžko říct.
Tak jako tak bych si zkusil vytisknout nějaký větší objekt, pouze první vrstvu a mrknul, jak ti to celé drží pohromadě.
To se ale týká perimetrů při jejich tisku na podložce, podle tvého modelu je to ale zřejmě něco jiného. Jde ti o ty převislé výklenky? Na tom foto pokaženého tisku si to nějak nedokážu představit, co to tam je vlastně za část modelu. Zkus na tom zakroužkovat, o jakou část se ti jedná.
RE: Tisk malych perimetru
Pokud jsou perimetry špatně přichyceny ke zbylému tisku, viděl bych dva základní důvody.
Obecně bych řekl, že výška první vrstvy nebo pod-extrudování.
Pokud je výška trysky při první vrstvě příliš vysoko, linka se málo rozplácne, tím se i mále přichytí k té vedlejší. U perimetrů to je potom vidět dost.
Druhá věc je mále extrudovaného materiálu. Může to být přiucpáním trysky, filamentem jako takovým, těžko říct.
Tak jako tak bych si zkusil vytisknout nějaký větší objekt, pouze první vrstvu a mrknul, jak ti to celé drží pohromadě.
To se ale týká perimetrů při jejich tisku na podložce, podle tvého modelu je to ale zřejmě něco jiného. Jde ti o ty převislé výklenky? Na tom foto pokaženého tisku si to nějak nedokážu představit, co to tam je vlastně za část modelu. Zkus na tom zakroužkovat, o jakou část se ti jedná.
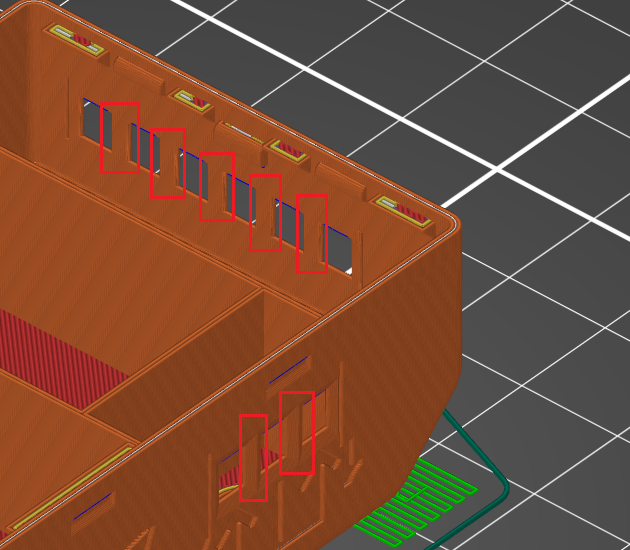
Nemyslim si, ze to je zpusobeno spatnou vyskou prvni vrstvy. Veskere ostatni vytisky jsou v poradku. Tady pridavam trochu lepsi uhel pohledu a zakrouzkovane casti, ktere konkretne selzou pri tisku. Jde o ty male prepazky, ktere oddeluji jednotliva okenka na svorkach.
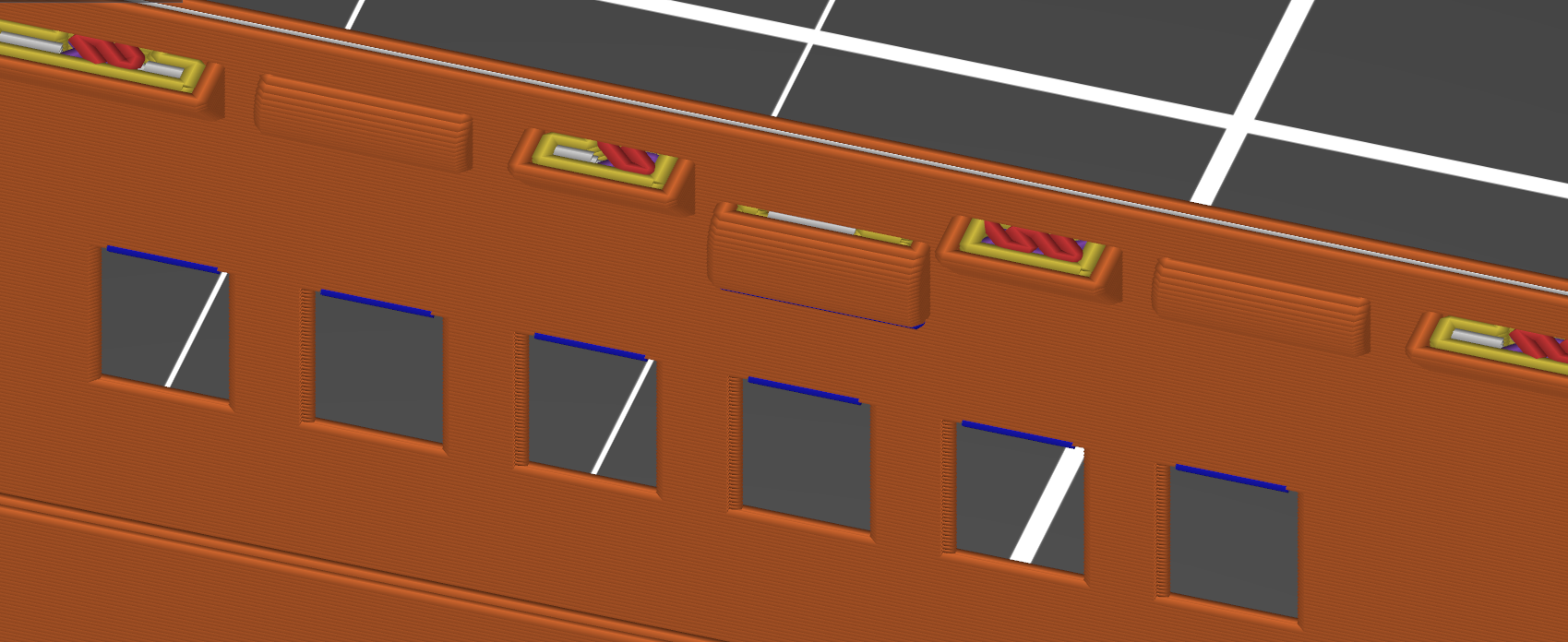
Pro vetsi nazornost jeste pridavam vytisk, ktery je OK a ty jednotlive sloupky jsou vytistene v poradku.
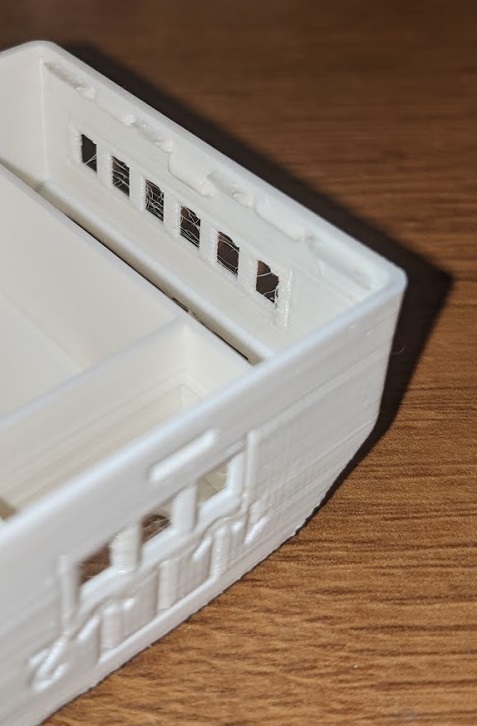
A pak prave onen potrhany vytisk, kde se z 6ti okenek stane vicemene jedno.
Jeste me napada, ze mozna spatne chapu princip nastaveni malych perimetru v Prusa Sliceru a vlastne to bere jako externi perimetr, ktery jede tech 20mm/s a ne jako maly perimetr ktery mam nastaveny na polovinu. Jenze snizenim rychlosti externich perimetru protahnu vysledny tisk o desitky hodin jen kvuli nekolika okenek.
RE: Tisk malych perimetru
Aha, takze jde o ty melé tenké sloupky. No to je vlastne pouze perimetr, protoze zadna vypln se tam nevejde. To opravdu s prvni vrstvou nesouvisi. Podle foto to skoro vypada, ze vytistene byly, ale utrhly se dodatecne. Nahore jsou videt taky nehezke mosty nad otvory. Skoro mam pocit, ze jsi mel na trysce nabalenej bordel a tim to ty tenke sloupky potrhalo. PETG ma bohuzel tendenci ke stringovani (to vidis v okenkach toho povedeneho vytisku) a nabalovani toho odpadoveho materialu na trysku. Tisknes na profil Prusa PETG, nebo Prusament PETG? Od koho mas filament?
Zkus trosku snizit teplotu trysky, o 5-10 stupnu. Mohlo by to zmensit stringovani, treba to pomuze.
RE: Tisk malych perimetru
Zkousel jsem zatim dve ruzne PETG. Devil Design bily a Gembird bily, ktere tisknu na 230C. Jinou PETG aktualne k dispozici nemam, ale pokud je to problem se strigovanim, ktery to defacto utrhne, tak zkusim ABS, to mi stringuje podstatne mene.
RE: Tisk malych perimetru
Ale na ABS to je zbytečně velké, bude se ti to asi kroutit. 230°C není moc, já myslel jestli nejedeš na Prusament profil, ten tiskne při 250°C a pokud tam dáš jiný než Prusament filament, asi mu to bude vadit.
Zkus si u toho tisku na tuhle část počkat a podivej se, jestli máš trysku čistou, jestli ti s sebou něco netahá, co by ti sloupky kazilo.
RE: Tisk malych perimetru
Ale na ABS to je zbytečně velké, bude se ti to asi kroutit. 230°C není moc, já myslel jestli nejedeš na Prusament profil, ten tiskne při 250°C a pokud tam dáš jiný než Prusament filament, asi mu to bude vadit.
Zkus si u toho tisku na tuhle část počkat a podivej se, jestli máš trysku čistou, jestli ti s sebou něco netahá, co by ti sloupky kazilo.
Tak z ABS bylo vsechno cajk. Vetsi plochy moc problem nejsou, jelikoz mam tiskarnu zavrenou v boxu. Jelikoz ale chci pouzit tu PETG tak mi to nedalo a po nekolika neuspesnych pokusech me napadlo dat tam jeste manualni boxiky modifikatoru a nastavit na ne konkretni rychlosti. Ve vytisku je sice ted videt trochu duch kolem ale uz se nic neutrhlo.