První vrstva není zcela rovná
Ahoj,
poprvé jsem na tiskárně tisknul větší kus na podložce, rozměr objektu na podložce je 80 x 245 mm.
Po vytištění jsem byl nemile překvapen když jsem sundal výtisk z plátu. Objevují se malé rýhy ve výtisku, vrstva není úplně rovná.


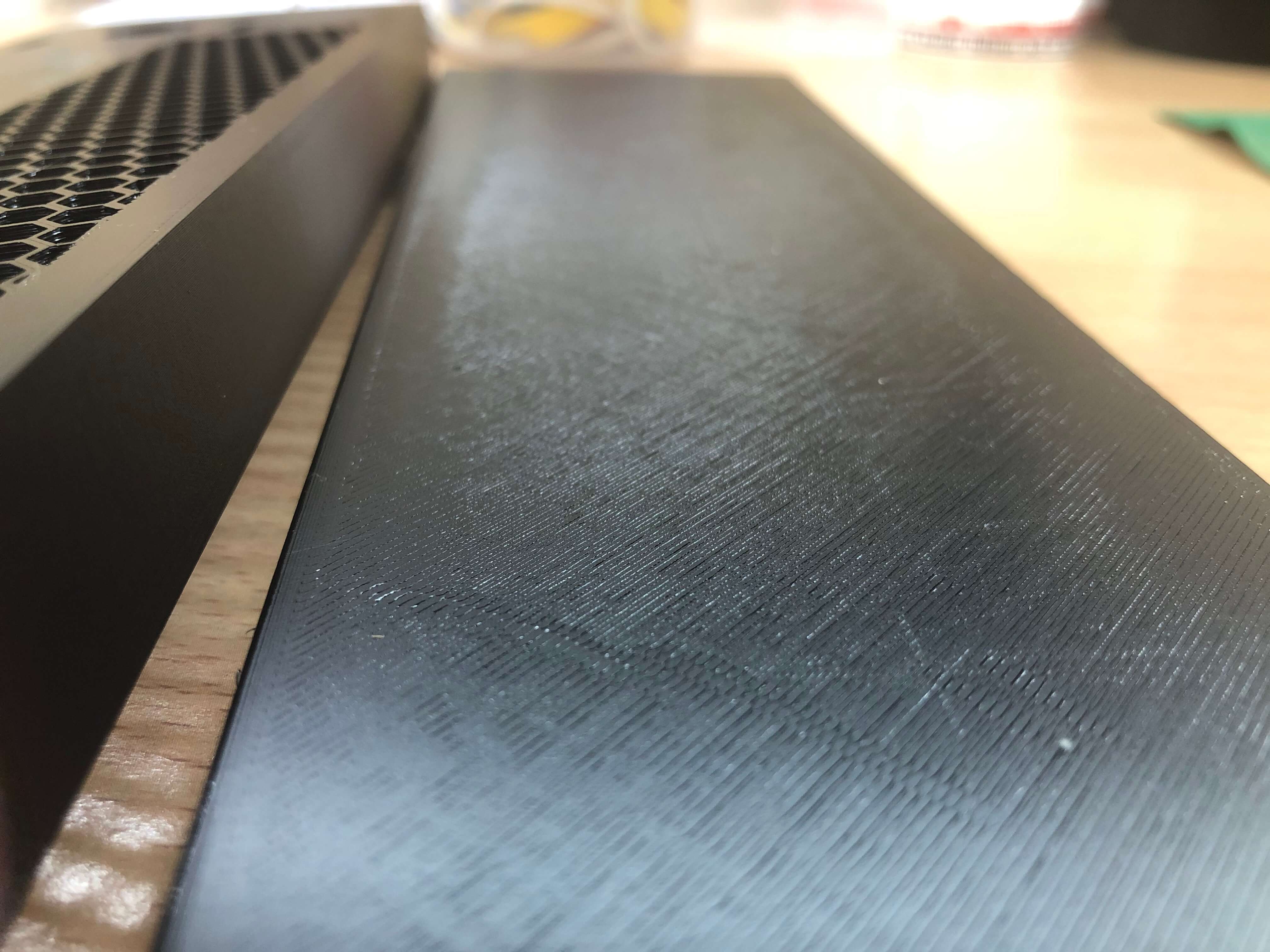
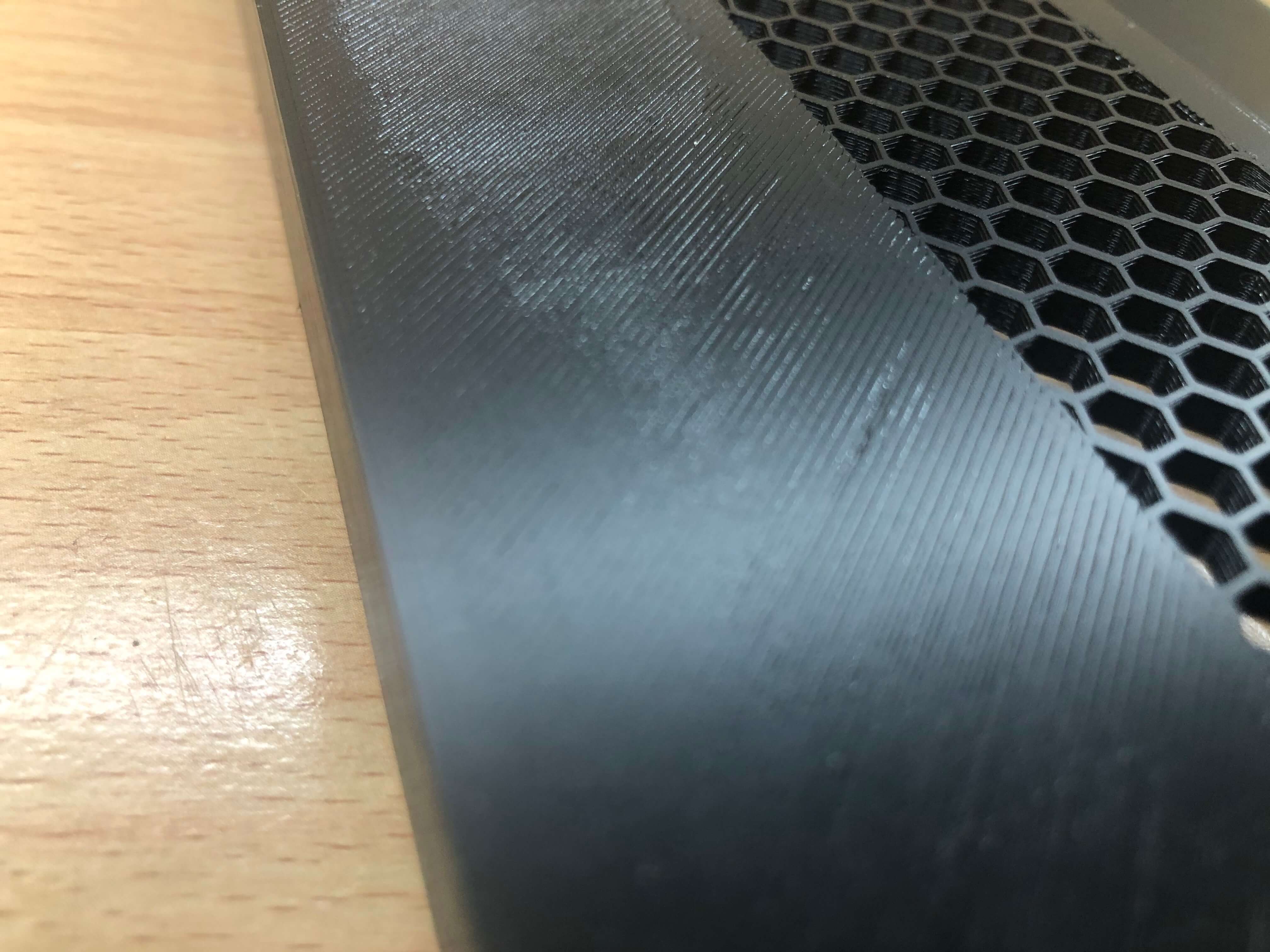
předpokládám, že to souvisí s nastavením výšky první vrstvy, ale pokud přiblížím trysku k tiskovému plátu začnou se na vrchní vrstvě (1. vrstvě) objevovat takové vrásky a je z horní strana zvlněná nebo hrbolatá (jako hrubý smirkový papír).
Mám zapnutý 7x7 MBL
Materiál: PLA (Černá Plasty Mladeč)
Tryska: 0.4 mm
Tisknu s výchozími profily Prusa Sliceru pro daný filament.
Můžete mi prosím poradit co bych měl zkusit? Jinak mi přijde, že tiskárna tiskne dobře, kalibrace a kolmost by měla být také v pořádku.
Díky moc,
JK
RE: První vrstva není zcela rovná
Hi Jacub,
It looks like your live 'Z' setting, is a little bit too close to the bed (negative number slightly too big)
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: První vrstva není zcela rovná
Actually I did try multiple settings on a square piece with:
-840 => gaps between the lines (too high I guess)
-860 => gaps at the perimeters
-880 => so far the best result
-900 => started to be like a sand paper on the top side of the 1st layer
-920 => sand paper look is way more obvious so this is allready too high
So I have stepped back and via binary algorithm, I went through
-890 => mostly the same as -900
-885 => dtto
-882 => dtto
-880 again => the result is the best from all the options mentioned above
then I tried to slowly go up again
-870 => better result than the -880 so I am keeping this setting for now. (see the pictures atttached)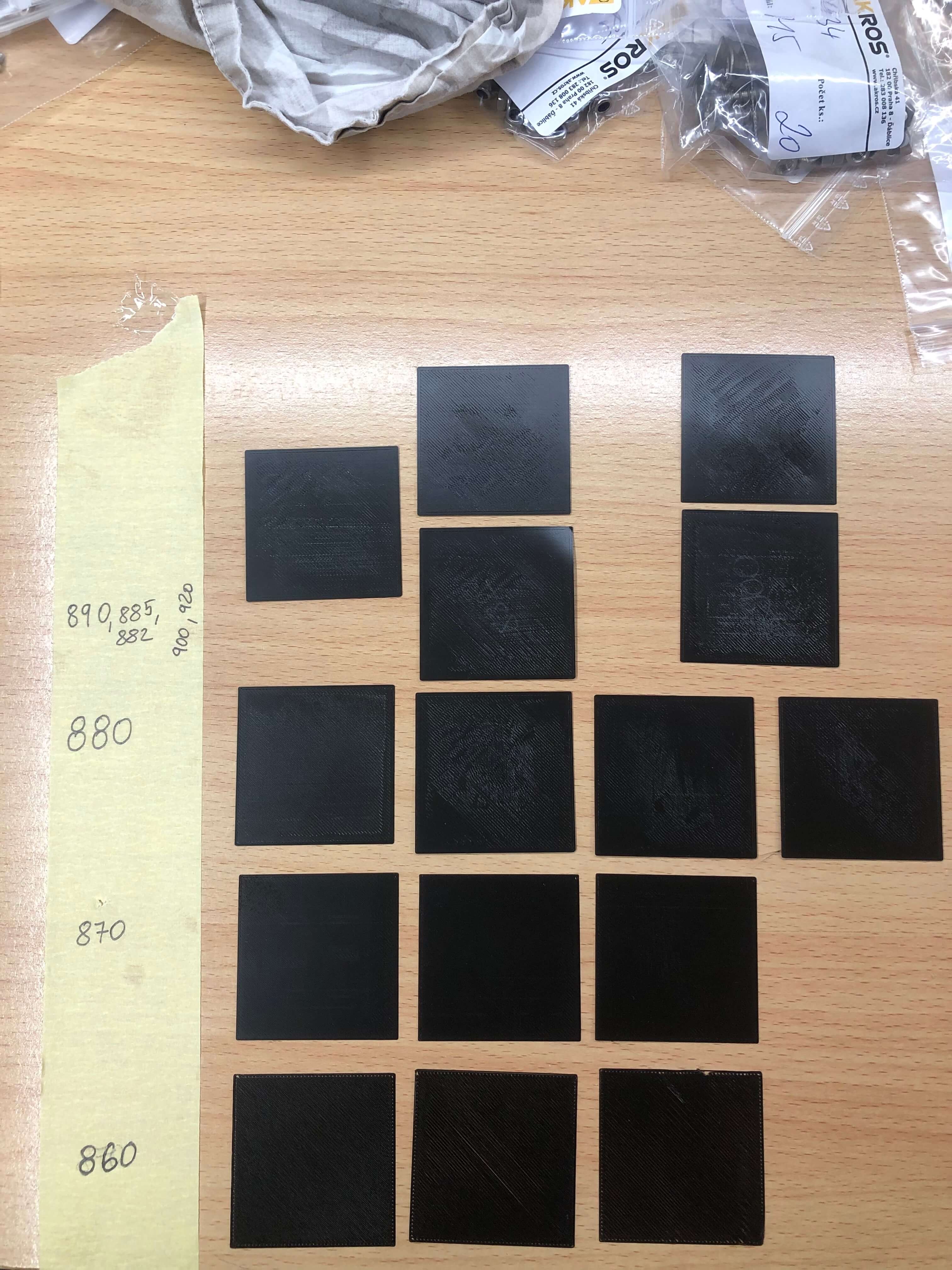
With the -870 Z layer calibration height option it still seems like there is some issue, can this be related to the settings of the "flow rate" or "extrusion multiplier"?
I have not cleaned the spring sheet plate with Acetone yet, so that might be the issue as well?
Maybe I am just perfectionist but I would expect the bottom layer to be actually totally flat surface with a seamless surface without any gaps. Maybe the expectation is actually too much :/ ???
Can someone print those 3 squares on their printer and post a picture of top and bottom layer? 3MF file is available on this link.
RE: První vrstva není zcela rovná
A co to zkusit s filamentem od jiného výrobce? S Prusa PLA je to to samé?
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: První vrstva není zcela rovná
@zoltan
Můžu zkusit, PLA mám jen to které přišlo v základu s tiskárnou. Což jsem zjistil, že je také od Plasty Mladeč. Ale asi není problém přikoupit jednu špulku. I tak bych rád zprovoznil tisk s tímto filamentem abych ho nemusel "vyhodit"
RE: První vrstva není zcela rovná
koukam na obrazky a malinko se mi zda, ze jde o nerovnomernou extruzi filamentu - moznou pricinou mohou byt necistoty ve filamentu
preci ty diagonalni cary jsou tazene jednou linkou a vypada to jako by to byla prerusovana cara
Uz se delsi dobu chystam podstrcit tady maly doatznicek, aby clovek nemusel pokazde vyzvidat.
Tak zacnu:
tiskarna byla dodana sestavena nebo jako stavebnice? pokud stavebnice - jak to vzpada s utazenim pritlacneho sroubu s pruzinkou?
jak dopada kalibrace prvni vrstvy jsou meandry rovnomerne (stejna tloustka cary) a dobre rozlozene?
ty vzorky ruznymi vyskami trysky zel neni moc dobre rozeznat
predpokladam ze se jedna o hladkou PEI podlozku
co teplota? jaky profil pouzivas?
jiz davneji se tu objevili problemy s plasty mladec, mam pocit ze to byla take cerna - bylo by dobre se tu porozhlednout
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: První vrstva není zcela rovná
Smontoval jsem tiskárnu jak nejpřesněji jsem uměl a stejně nebyla první vrstva ideální. Po zkoušení všeho možného v rámci nastavení tiskárny jsem srovnal hotbed pomocí podložek a bezpečnostních matek a od té doby perfektní první vrstva. Prostě nic se nevyrovná tomu, když se hotbed srovná fyzicky a dost mě štve, že na to Průša nemyslí. Přeci jen je to drahé, pokud člověk nemá doma nějakou tu malinu navíc. Samotné matky a podložky jsou za pár korun.
RE: První vrstva není zcela rovná
@umiyaki
Mohl bys prosim upresnit v cem byl problem? V kolmosti? Ta je pro spravnou funkci velmi dulezita.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: První vrstva není zcela rovná
@zolta
tiskárnu jsem kalibroval/testoval samozřejmě po složení a potom ještě párkrát a kolmost byla vždy 0,0 - 0,01 % přičemž jako mírné vychýlení se považuje až 0,12%. Díval jsem se před chvílí do menu a je tam 0,01% jako záznam z poslední kalibrace. U mě prostě nebyla rovná vyhřívaná podložka pod tiskovým plátem vzhledem k tiskové hlavě. Po proměření pomocí pluginu PrusaLevelingGuide do Octoprintu jsem zjistil, že podložka je směrem ke středu níže. Podotýkám, že test samotné tiskárny při prvotním zapnutí a pár dalších kalibracích vyšel vždy OK bez výhrad. Pokud jsem na podložku položil přesné ocelové pravítko a posvítil za ním baterkou, bylo vidět, že u středu světlo proniká. Takže toto není o montáži, ale tato nepřesnost se musí nastřádat od "přesnosti" nosného "pavouka", vymezovacích válečků, v podložce vrtaných děr, utažení šroubů. Pavouk běhá na ocelových kluzných tyčích naprosto hladce, takže není možnost, že by ho jakkoli křivily.
Samozřejmě toto nebyly nerovnosti jak hrbolatá cesta. Musel jsem pravítko podsvítit, abych je vůbec viděl a nebo použít plugin, ale po fyzickém vyrovnání (Nylock mod) zmizely všechny problémy s první vrstvou. Prostě firmware možná dokáže kompenzovat nakloněnou, ale jinak zcela rovnou plochu, ale nezvládá její zvlnění. Pokud mám aktuálně střed nulu, krajové body mám zarovnány na plus mínus 0,0-0,4. Ale liší se to každým měřením. Pinda má také svoje limity.
RE: První vrstva není zcela rovná
@umiyaki
Díky za rozsáhlou odpověď.
Ideální není nic a nikdo. 😉
Mesh bed leveling je právě kvůli tomu, aby se srovnali i "hrbolky". Vyvíjení té nejlepší metody se opravdu věnuje hodně času.
Pokud j zkřivená podložka pod plátem, tak se s tím asi nedá udělat nic jiného než si udělal ty,anebo reklamovat - myslím, že takovouhle reklamaci není problém uznat.
Proto já používám texturovaný plát, že zakryje částečné nerovnosti. Je otázka, zda se také pereš s problémem jako má @kopriva-jakub.
Včer jsem právě tiskl krabičku (ale na MINI) s podstavou 90x100 mm a velká pohoda, skoro "ideálně" hladké.
Tak uvidíme, co vyzkoumá @kopriva-jakub.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: První vrstva není zcela rovná
@zoltan
Ten rozdíl křivosti nebyl velký, ale právě na větší tisknuté ploše způsobil, že se vždy objevily v některých částech drobné nitky mezírek, i když jinde byla plocha jednolitá. Vyladit pomocí firmware to nešlo. Jsem přesvědčen, že pro optimální tisk je nejlepší fyzicky rovná plocha než to řešit digitálním posunem nahoru a dolu. Proto mě mrzí, že nemá mk3s možnost mechanicky plochu nakalibrovat a následně už maximálně rovnou dořešit pomocí automatiky firmware. Tato kombinace je alespoň u mě ideální.
RE: První vrstva není zcela rovná
@zoltan:
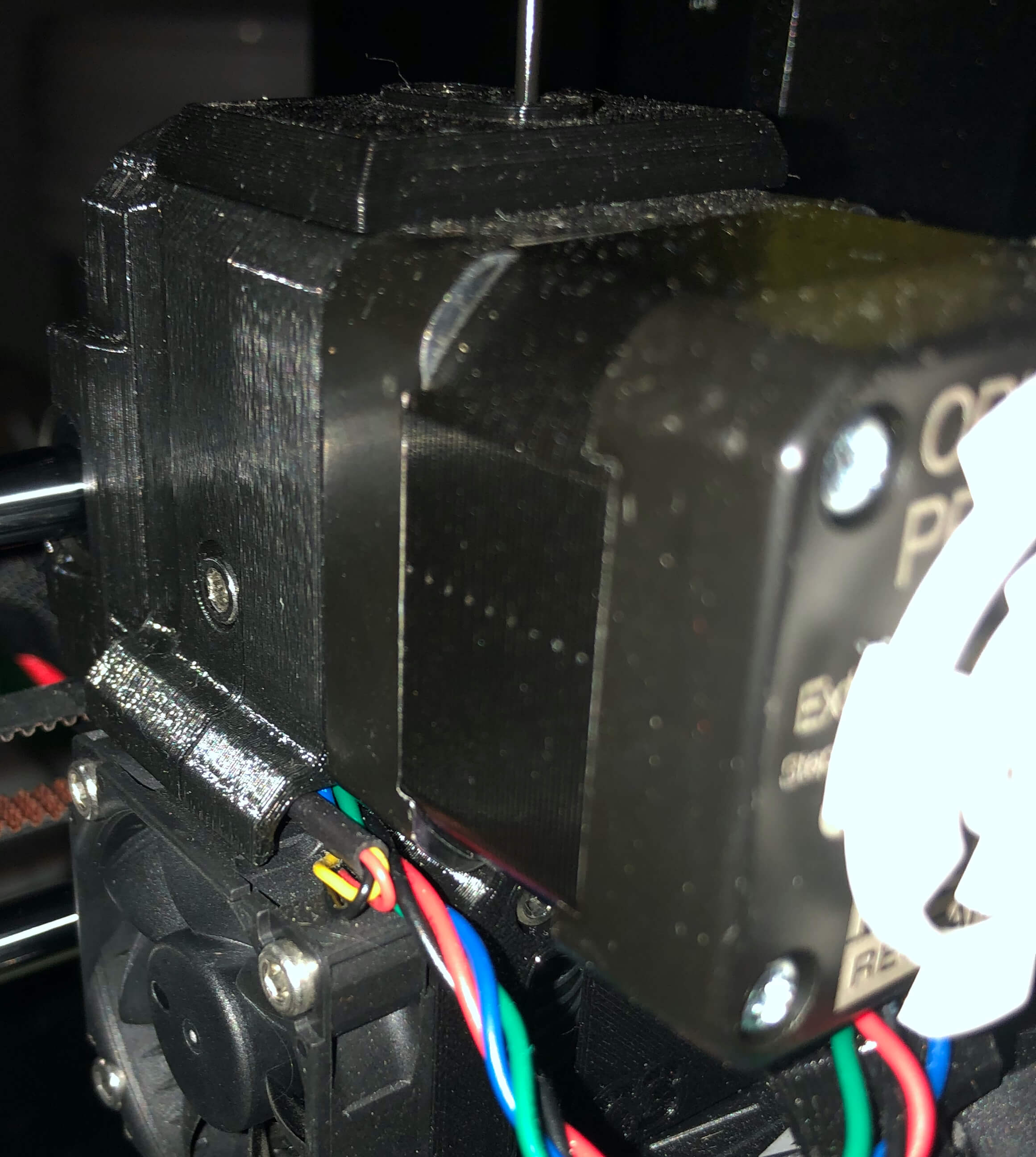
tiskarna byla dodana sestavena nebo jako stavebnice? pokud stavebnice - jak to vzpada s utazenim pritlacneho sroubu s pruzinkou?
Stavebnice, šroub je dotažený tak, že jsou dvířka extruderu mírně "otevřená" a šroub je zarovnaný s extruderem, viz fotky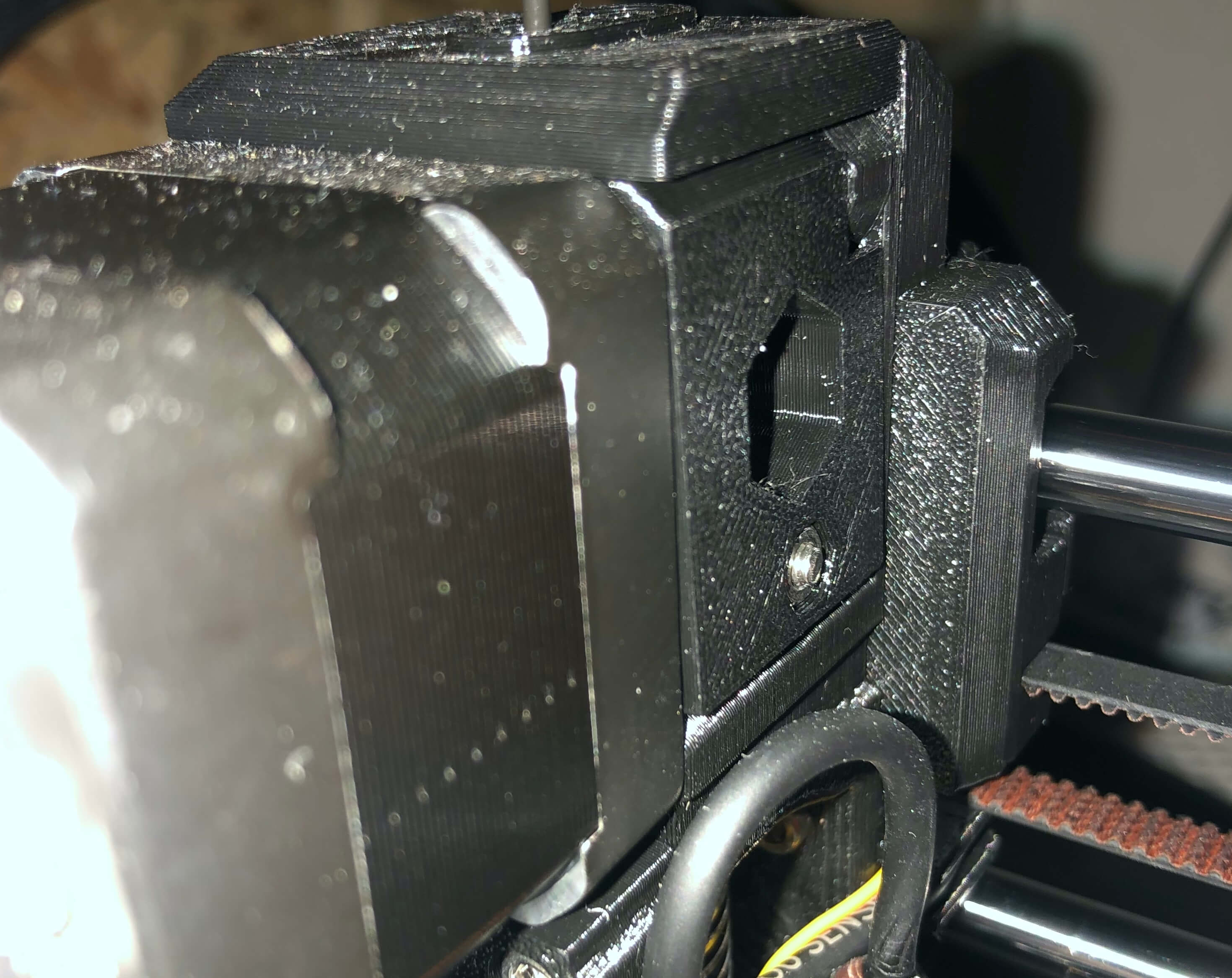
jak dopada kalibrace prvni vrstvy jsou meandry rovnomerne (stejna tloustka cary) a dobre rozlozene?
Myslím, že ano, posílám opět fotografii jako důkaz:


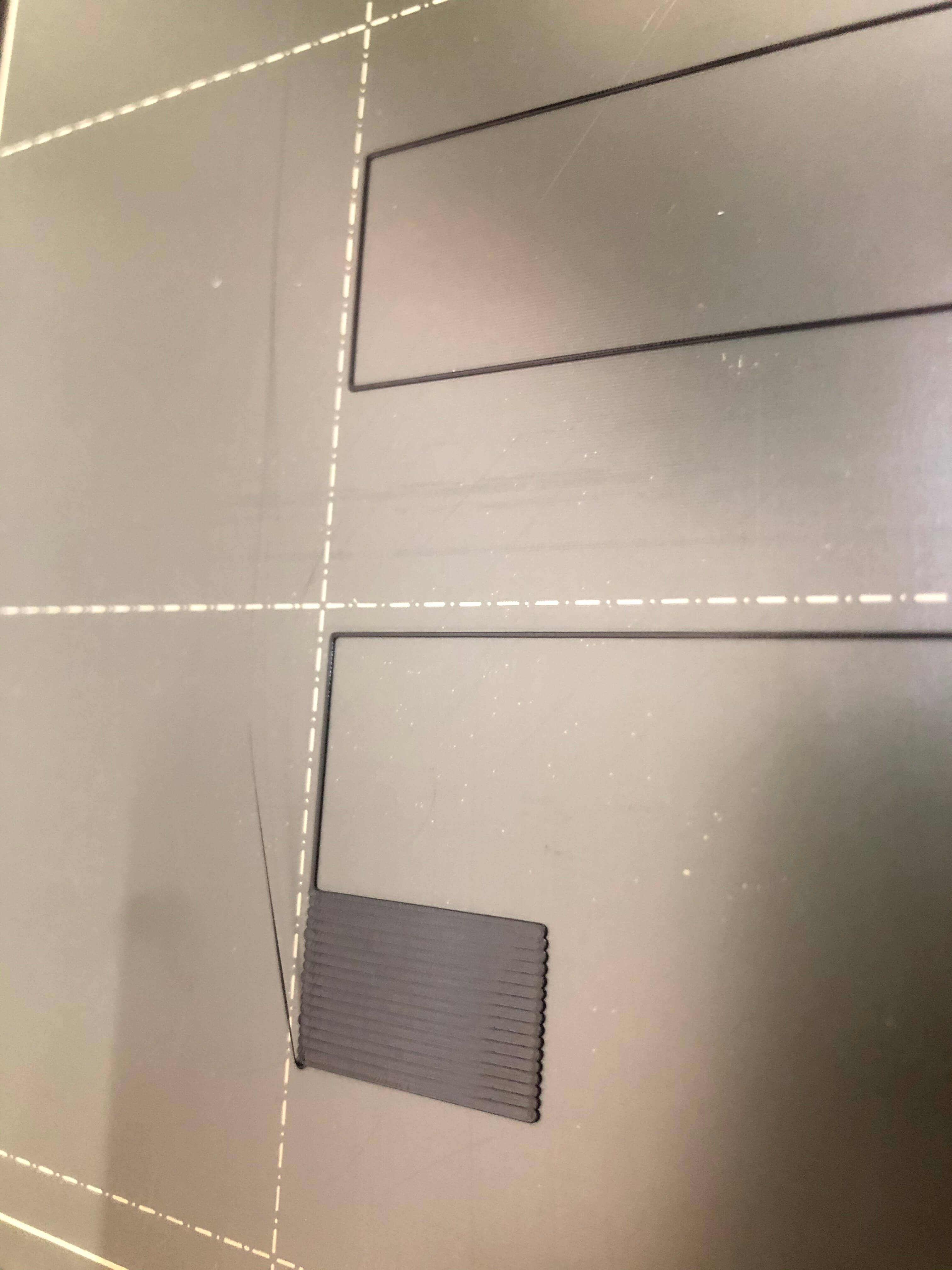
ty vzorky ruznymi vyskami trysky zel neni moc dobre rozeznat
Posílám detail v pořadí -870, -880, -860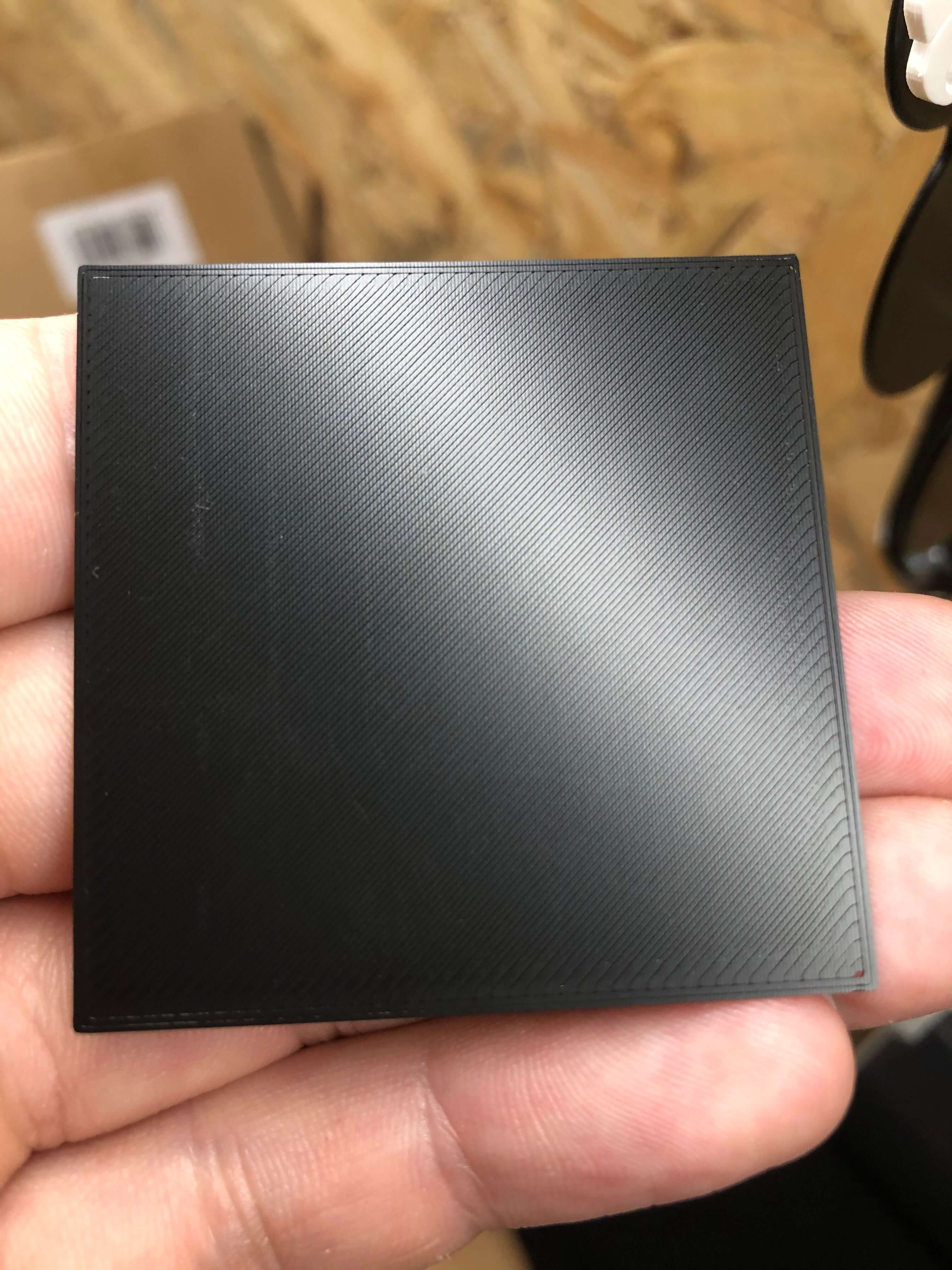


predpokladam ze se jedna o hladkou PEI podlozku
Ano
co teplota? jaky profil pouzivas?
Filament: (PLA -> Plasty Mladec -> Plasty Mladec PLA)
Tiskárna: (Original Prusa i3 MK3S)
Nastavení tisku: (0.3mm DRAFT)
Jedná se o oficiální profily, který je v Průša Sliceru
Teploty z profilu viz screenshot níže
jiz davneji se tu objevili problemy s plasty mladec, mam pocit ze to byla take cerna - bylo by dobre se tu porozhlednout
Koukal jsem po celém fóru a podobný problém jsem nenašel, nicméně jsem našel nedávno toto: https://www.simplify3d.com/support/print-quality-troubleshooting/under-extrusion/
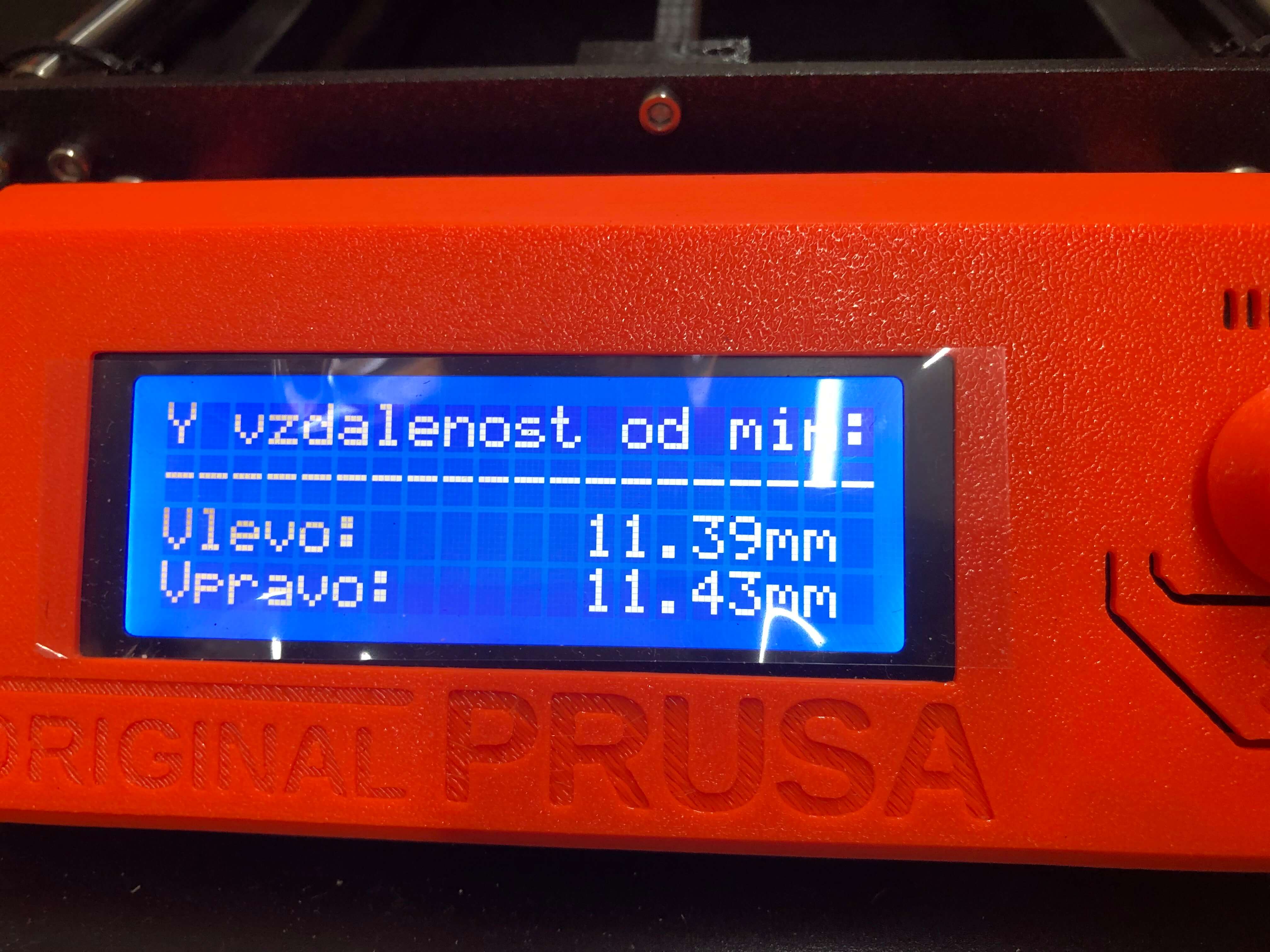
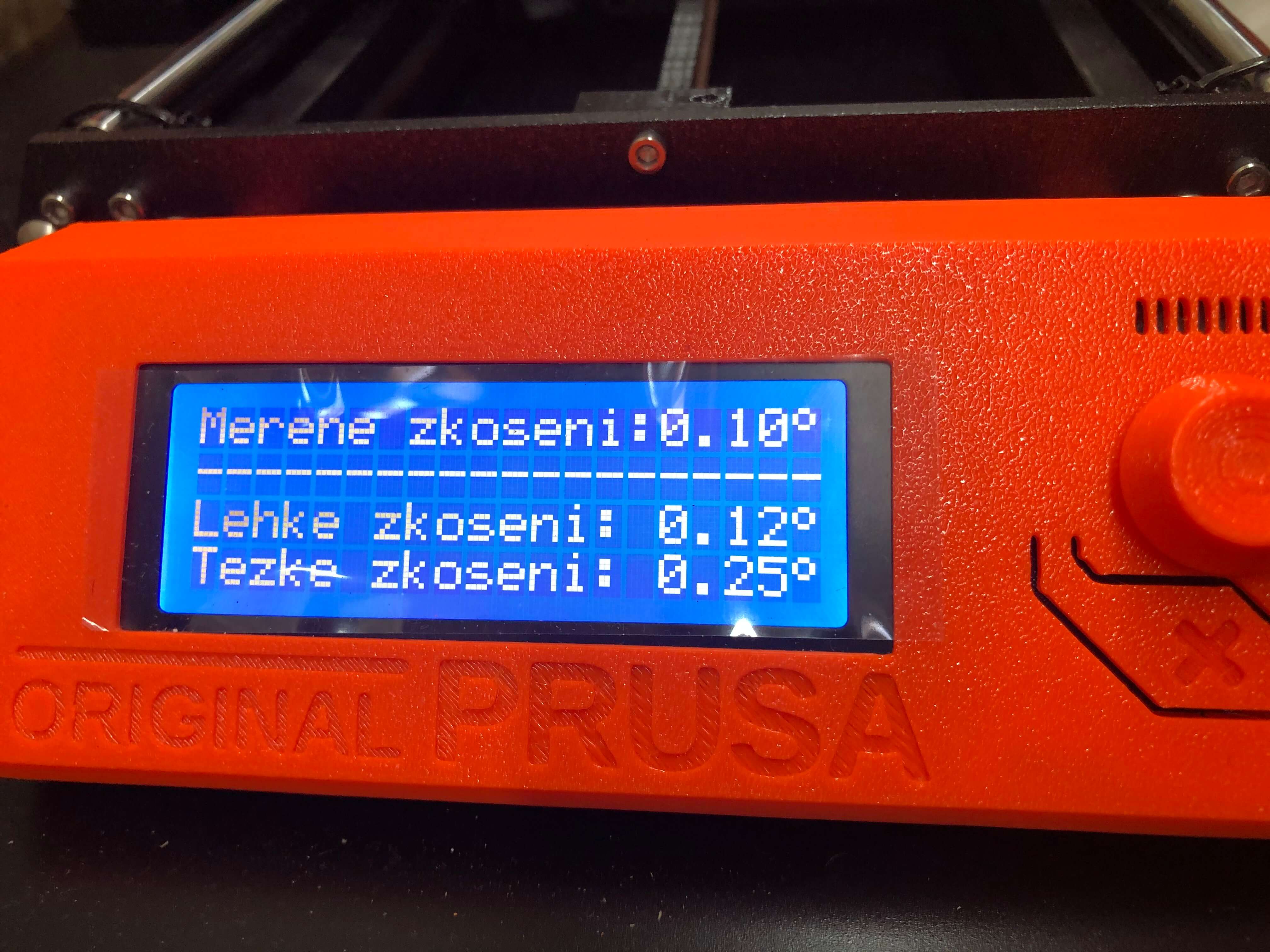
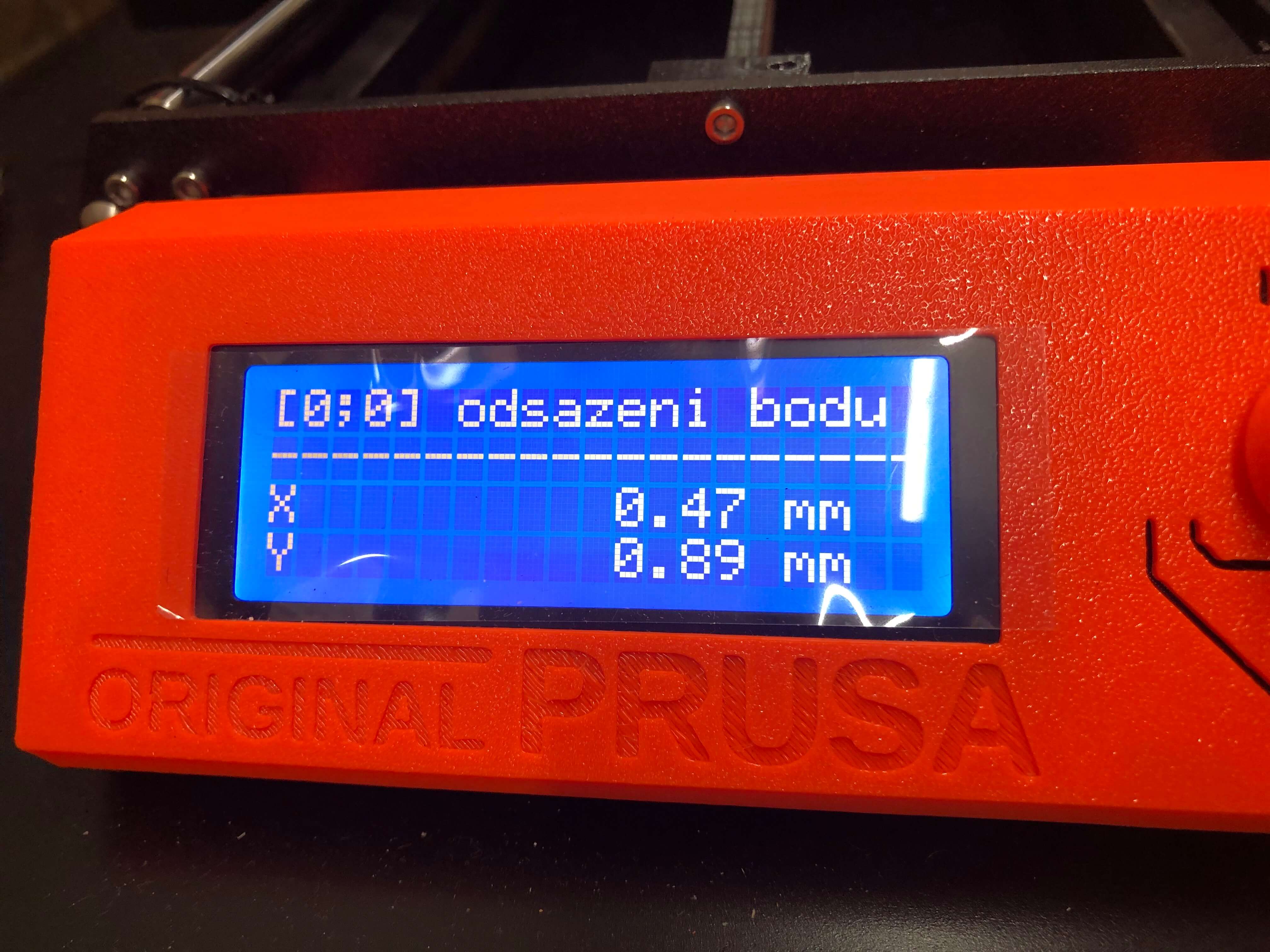
ad Kalibrace XYZ:
tiskárna hlásí, že je kolmá, dnes jsem kalibraci prováděl znovu abych se přesvědčil, zde jsou výsledky:
Ještě jsem měřil dnes výšku čtverečku při kalibraci první vrstvy digitální šuplerou a je vysoká přesně 0.20mm, mělo by to tak být?
RE: První vrstva není zcela rovná
Podle mně je ta 870 nejlepší.
Ve Sliceru -> Nastavení tisku->Výška první vrstvy určuje výšku první vrstvy, výchozí hodnota je 0,2 mm
je otázka nakolik nastavení Nastavení tisku: (0.3mm DRAFT) ovlivní první vrstvu - výška vrstvy i rychlost ovlivní kvalitu tisku, samozřejmě pokud člověk potřebuje vytisknout hodně věcí, tak je potřeba kompromis mezi rychlostí a kvalitou.
0,3 mm draft je už celkem fičák na tisk, takže tam se asi moc malé datialy nevytisknou - ale funkčne by to mělo být ok.
Zkusil bych ještě nějaký jiný materiál buď jiné PLA anebo třeba PETG, jestli to je nastavením tiskárny anebo filamentem.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: První vrstva není zcela rovná
Naslicoval jsem si nový "čtverečky" v nastavení 0.15 Quality a koupil Prusament PLA
Výsledek je pořád stejný (viz fotografie). Mimojiné jsem koukal, že profil pro PM a Prusament se nijak neliší.
Prusament PLA
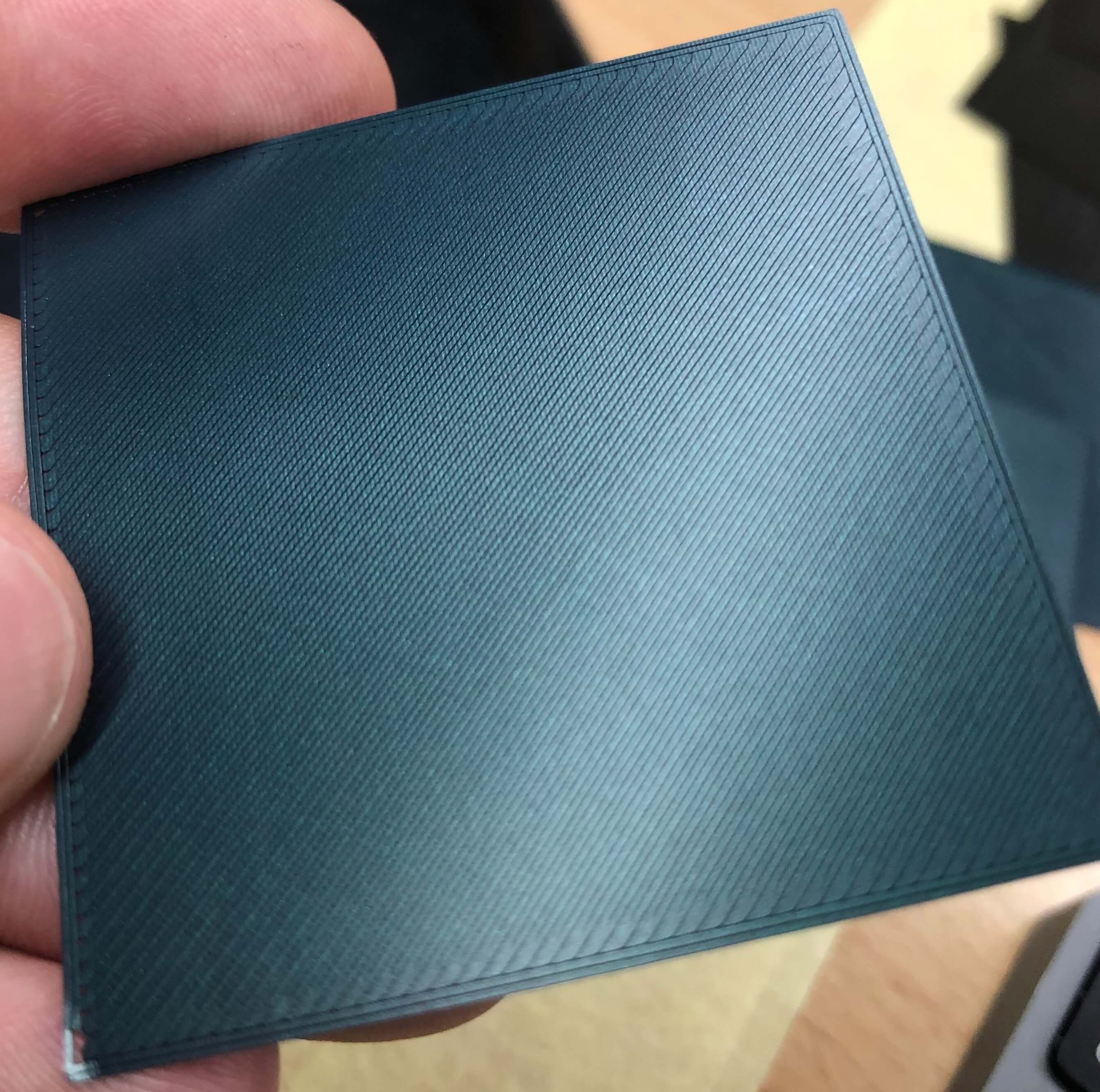
Plasty Mladec PLA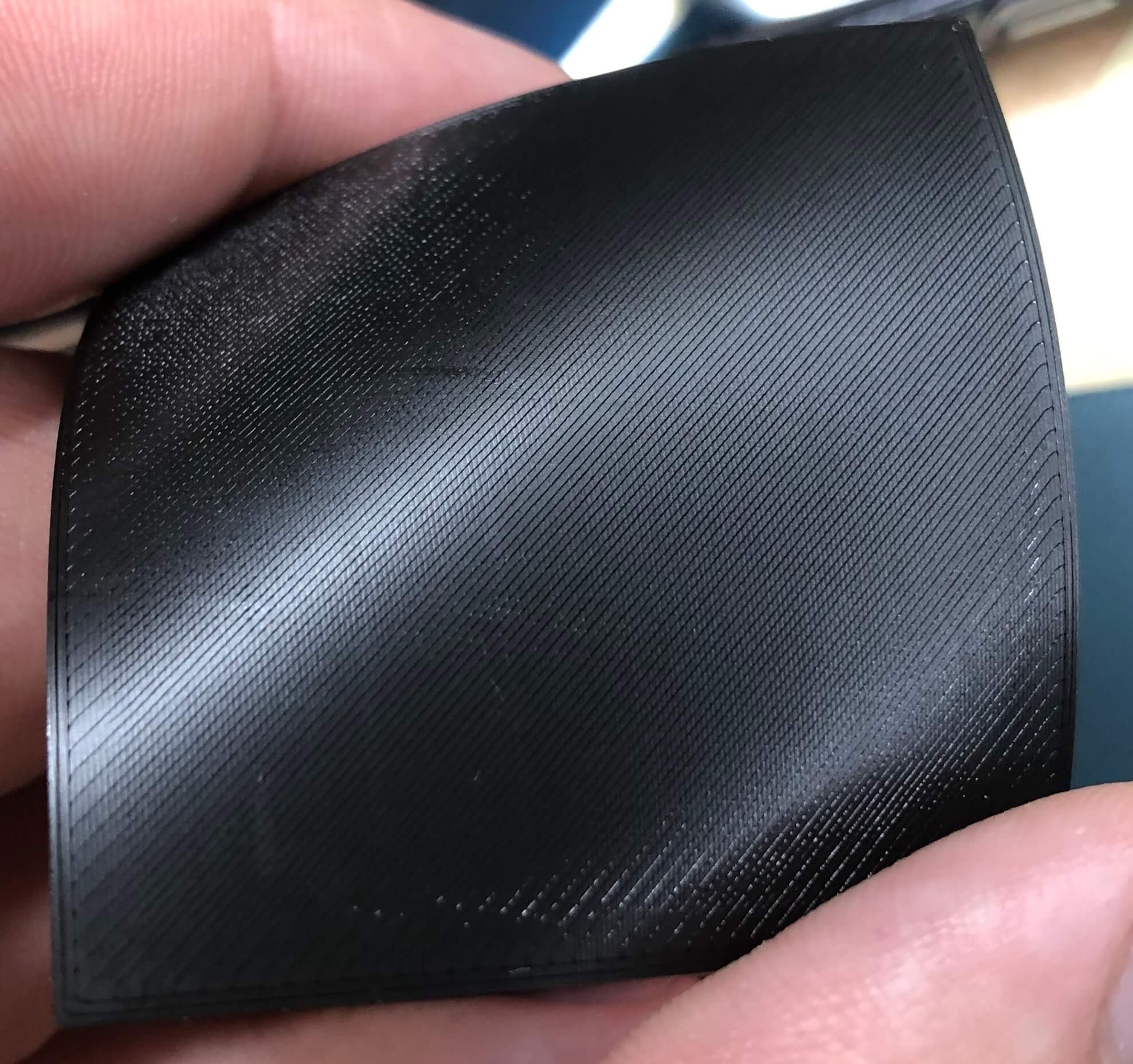
Jen aby bylo jasno, jde mi o ty "jizvy" které jsou mezi jednotlivými tahy.

EDIT: Na omak to hladké je, jen to hladké nevypadá.
RE: První vrstva není zcela rovná
Nakonec jsem se smířil s touto nedokonalostí a začal jsem tisknout jiné modely než benchmarky u kterých mi nebude tolik vadit tato vada na spodní vrstvě (nejsou to pohledové krabičky).
Zkusil jsem snížit rychlost u tisku první vrstvy s presetem 0.20mm Quality na 50% a bohužel stále stejný výsledek.
Vytiskl jsem si i extrusion multiplier krabičku dle https://help.prusa3d.com/en/article/extrusion-multiplier-calibration_2257 a naměřil jsem hodnoty od 0.44 do 0.43. Z toho mi vychází, že bych měl nastavit extrusion multiplier na 102-104% (1.02 - 1.04). Myslíte, že to má cenu zkoušet? Slyšel jsem, že mám být hodně opatrný s těmito hodnotami aby nedošlo k zaseknutí trysky.
V sekci "Ladění" na tiskárně je flow 0.95 při tisku první vrstvy.
Další pokus co mě napadá je vyzkoušet Cura slicer a v případě, že to bude OK nahlásit bug do Sliceru 😃
cc @zoltan, @umiyaki
RE: První vrstva není zcela rovná
nepravidelny vzhled prvni vrtvy velmi dobre upravuje texturovana podlozka.Ono n2kdz zavisi take na barve filamentu, jak to vypada, i kdyz je povrch na dotek,jak jsi psal - hladky.
Porad to vypada na nejakou nepravidelnou extruzi [underextrusion?] nebo spatnou vysku prvni vrstvy.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: První vrstva není zcela rovná
Možná by stálo za to provést kalibraci extruderu. Přes tu kostku jsem to teda nikdy nedělal, dělal jsem postupem, kdy si označíš 150mm vzdálenost na struně nad extrudérem, necháš vytisknout přesně 100mm struny a podíváš se, kolik to opravdu vzalo (jak se ti pohnula ta značka). Podle toho upravíš koeficient, ale ne ve Sliceru, ale přímo zapíšeš do firmwaru. Už nevím, kde jsem to vzal, ale tady je ten návod:
1. Heatup and load filament
2. Mark filament with marker 150mm above the extruder
3. Open GCODE terminal (Pronterface, Octoprint, etc.)
4. Reset extruder position by command G92E0
5. Send command to extrude 100mm of filament G1E100F30 (wait minute or two to finish)
6. Measure the remaining distance from the top of the extruder to the original mark, calculate real filament used (150 - measured value = extruded filament in mm)
7. 100 = extruder is calibrated, <100 means underextruding, >100 overextruding
8. You can add extrusion multiplicator to the Slicer filamment settings.
9. Or continue with modification the step units in printer.
10. Send command M503 to get the stored value. Find line with M92, read the value for E. (E130.00 or similar).
11. Calculate new step value as current E value * 100 / meassured filement in mm.
12. Store new value by command M92 E140 (where 140 is the newly calculated value).
13. Save to eeprom by command M500
14. You can reapeat steps 4. - 7. to check the calibrations is done fine.
15. 1mm is not an issue, keep it easy 😉
RE: První vrstva není zcela rovná
@zoltan
Řekněme, že tuhle radu budu ignorovat 😃. Texturovaná podložka to sice částečně řeší, ale ne pokud chci použít hladkou.
@milos-v
Teď jsem to zkoušel a naměřená hodnota je téměř přesně 100mm. 99.01mm (takže tam asi uplně problém neení). Hodnota extruderu je u mě E280. Zkusím jeden tisk s E283 a uvidím co se bude dít.
RE: První vrstva není zcela rovná
Jo, to je dobrá hodnota, takže pod/pře extrudování můžeš vyloučit. Ono asi takhle, ty spoje budou dle barvy a typu filamentu viditelné vždy, jde o to aby to bylo pouze vidět, nikoliv cítit na dotek. Tzn. aby to bylo slité, hladké a nepraskalo. Určitě pokud chceš pěknou první vrstvu netiskni na draft. Je to pak velká rychlost a vytlačování velkého množství filamentu, na začátku a na konci se to trošku moc kumuluje a dlouhé pohyby to pak skoro nestíhá vytlačovat. Ale pokud očekáváš jednobarevnou plochu bez vzorku, tak to opravdu nedostaneš. Čím lesklejší filament, tím víc je to vidět. Hold to nastav tak nízko, aby se ti nezačali kroutit ty vlnky zpět. Ten výtisk na -870 není tak špatný, bohužel na jednom místě to může být perfektní, jinde malinko horší, ty rozdíly jsou opravdu setiny milimetru a žádná deska není tak rovná.
RE: První vrstva není zcela rovná
Nevím, kolik kdo z Vás má za sebou tisku. Moje zkušenost byla, u každé nové tiskárny, a mám již čtvrtou. Než vytisknu prvních cca 4-5 kg tak nepočítám s perfektním výtiskem. Zásadně s ničím nelaborovat mimo toho co říká návod, s kalibrací první vrstvy a s údržbou podložky - přilnavost. Neměnit továrně přednastavené hodnoty, jinak tiskárnu jen rozdrbeš. Na podrobnější zásahy přijde čas až později. Je třeba si uvědomit, že když spouštíš tiskárnu je důležitější se s ní naučit dělat, ovládat ji a pochopit co dělá. Tiskárna je v záběhu, ale i Ty, jako tiskař se musíš zaběhnout. Až pochopíš jak vše funguje a jak tiskárnu ovládat, teprve potom se můžeš pustit do větších změn v nastavení. Z prvních dvou špulek toho stejně moc vyhovujícího neuděláš.
A k té první vrstvě. Právě až v průběhu času se dopracuješ k tomu, co můžeš od první vrstvy očekávat a jak s ní pracovat. A jak využít "baby step".