Problém s tiskem první vrstvy PETG u větších ploch
Zdravím,
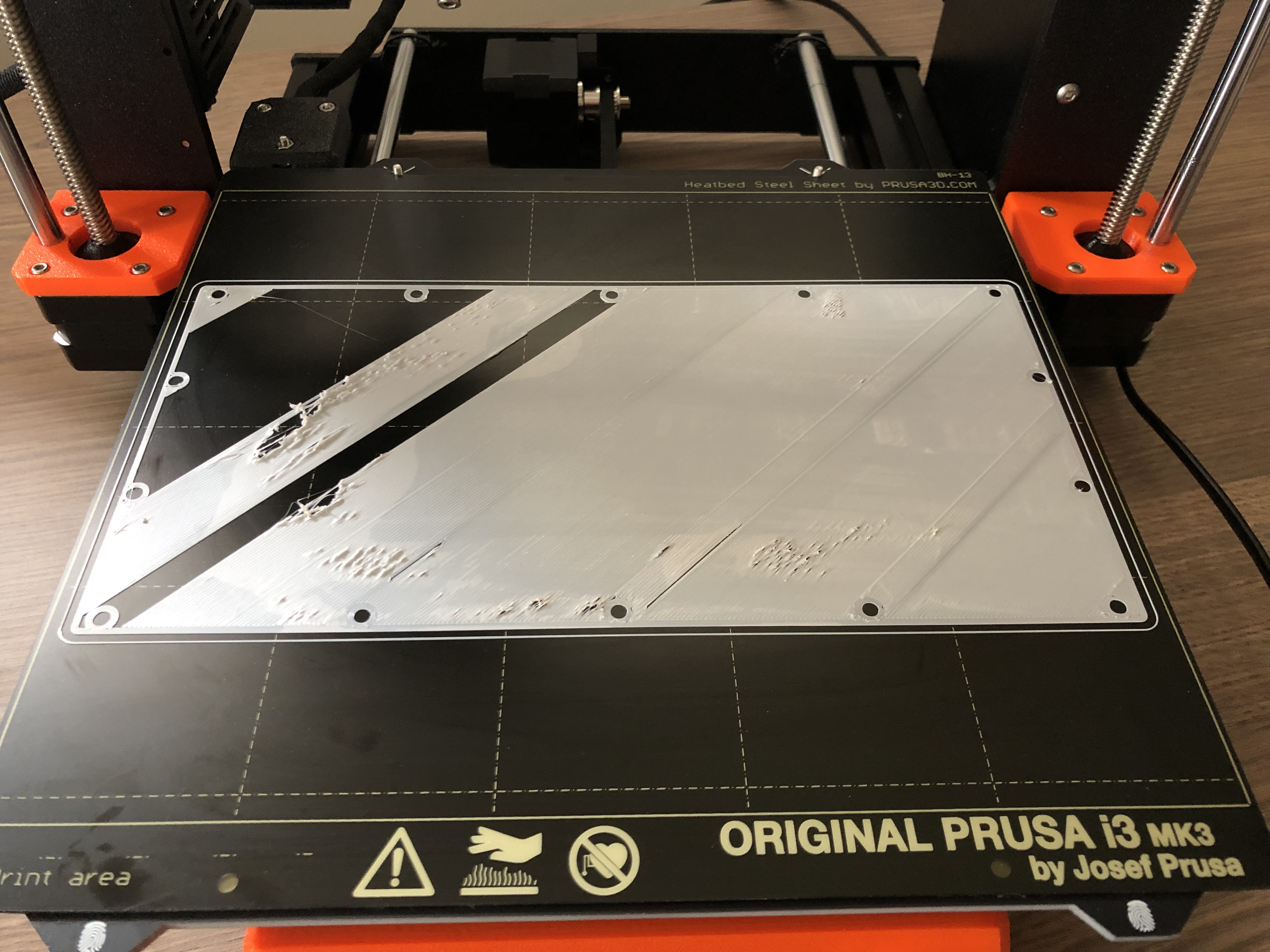
Potýkám se s problémem první vrstvy při tisku z PETG (koupeno v Prusha Shopu). V některých místech na podložce se materiál nechytá (viz obrázek níže). Po odjezdu tiskové hlavy se linka materiálu jakoby zkrabatí a odlepí se od podložky, zatímco na jiných místech drží dobře. Zkoušel jsem zvýšit teplotu trysky na 240°C a o 50% zpomalit rychlost tisku první vrstvy, táke jsem zkoušel ladit parametr Doladění osy Z, kde se pohybuju mezi -0.9 a -0.95, ale nepomáhá to. Další co mě napadlo je, že odmastím podložku pomocí IPA (doteď jsem ji čistil AJAXem na okna), ale i to nepomáhá. Přemýšlím, že zkusím použít aceton, pro nejpřísnější vyčištění podložky, ale mám obavy, kdyby to zabralo, aby to nebylo už moc a abych pak byl schopen tisk z podložky sundat, aniž bych ji nějak poškodil. Separátor (přibalenou lepící tyčinku Kores) jsem ještě nikdy nezkusil použít, tak nevím jak se bude první vrsta dařit s ní. Četl jsem, že je pak ta plocha od lepidla nepěkná na pohled, tak se tomu trochu vyhýbám.
U menších tisků se první vrstva většinou podaří, i když taky se tu s tímto problémem potýkám, třeba že linka výplně nenasadí hned od perimetru, ale začne se chytat k podložce až o pár mm-cm dál ve své trase, takže pak je kus vynechaný.
Napadá vás ještě něco, čím by to mohlo být? Pomůže třeba změnit typ (vzor) výplně první vrstvy nebo ji jen třeba jinak natočit?
Díky všem za případné tipy.

Re: Problém s tiskem první vrstvy PETG u větších ploch
Sorry - only English.
That looks just like when I tried PETG and had used too much Windex. It reduced adhesion too much. I had to wash the bed in soap and water to get the PETG to stick (Amazon brand); and once clean, the PETG stayed down really well.
Re: Problém s tiskem první vrstvy PETG u větších ploch
Hi. Thank you for your tip. I did it almost exactly same like you. I washed the bed with Acetone and then with soap and water to get rid of the Windex. But the problem still remain. It is much better but there are some same spots on the bed, where I have this problems with the first layer. See the image below.
Is it possible that static electricity may cause the problem? I am thinking about grounding the bed somehow to get rid of static electricity.
Did someone try this?

Re: Problém s tiskem první vrstvy PETG u větších ploch
zdravím,
je-li dobře vyčištěná podložka, pak připadá mi to jako nerovná podložka, zkusil bych vyrovnání 7 x 7 bodů, což umí oficiální FW od verze 3.70 RC1.
MK3 + Fusion 360 + SlicerPE
Re: Problém s tiskem první vrstvy PETG u větších ploch
That photo after washing looks like the first layer is a bit too squished, too low; I've read that PETG is better with a thicker layer, it also helps with part removal. You could try moving Z-cal up 50 micron.
Another place to check: Your perimeters look good while the infill looks bad: it might be the solid infill extrude width is set too large in your slicer.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Krabacení je jasný symptom příliš tenké vrstvy (příliš záporné Live Z). Naopak nechytání a táhnutí stopy za sebou je nedostatečně přitlačená vrstva (málo záporné Live Z). Takže to vypadá na křivou desku, kterou auto-leveling nedokáže vyrovnat. Jak už se psalo výše, nový fw s 7x7 levelingem by to mohl vylepšit, pokud ne, bude to chtít vzít nějaké hodně rovné pravítko a podívat se, kde se ta křivost bere.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Dobrý den,
mám podobný problém a zajímalo by mě, jak jste dopadl?
Mně ten nový FW 3.70 pomohl alespon v tom, že tisknu. Ale nerovnoměrně. Takže mi přijde, že podložka je prostě křivá.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Vypadá to na špatně odmaštěnou podložku v daném místě (stačí lehký otisk prstu) případně příliš nízká vrstva.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Zdravím @repeteeme,
povedlo se problém nakonec vyřešit? Když ano, tak jak?
Po zkušenosti s PETG na hladké podložce, bych ji asi celou namazal lepidlem, jelikož se mi modelem s plochou cca 0,5 cm2 povedlo utrhnout kus fólie.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: Problém s tiskem první vrstvy PETG u větších ploch
Ahoj mám ten sám problém, jen jsem se chtěl zeptat dá se nějak kalibrovat první vrstva s PETG?
vždy se mě to zeptá před kalibrací jestli jsem vložil materiál PLA. Dělám něco špatně nebo se kalibruje vždy na PLA?
RE: Problém s tiskem první vrstvy PETG u větších ploch
Ahoj mám ten sám problém, jen jsem se chtěl zeptat dá se nějak kalibrovat první vrstva s PETG?
vždy se mě to zeptá před kalibrací jestli jsem vložil materiál PLA. Dělám něco špatně nebo se kalibruje vždy na PLA?
Kalibrace první vrstvy se dělá vždy s PLA a je pak platná i pro všechny ostatní materiály. Záleží jen na tom jak pečlivě je udělaná 😉
Lehký niance lze už pak doladit při tisku pomocí položky v menu "Ladit osu Z".
RE: Problém s tiskem první vrstvy PETG u větších ploch
malé doplnění...až vyjde FW verze 3.8.1 tak už bude možné si vybrat materiál pro kalibraci viz https://forum.prusa3d.com/forum/original-prusa-i3-mk3-czech-cesky-obecna-diskuze-oznameni-a-novinky/firmware-3-8-1-rc1-pro-original-prusa-i3-mk3s-mk3-2/
RE: Problém s tiskem první vrstvy PETG u větších ploch
Nemyslím si, že by volba materiálu měla na kalibraci vliv. PLA je zvoleno kvůli své nízké teplotě zpracování. Jinak podle fotek je to jasně mastná podložka. Čistit zásadně za studena, stačí IPA. Zkus podložku otočit, vyčistit a zkusit tisknout něco na ta místa, kde to nedrží (ve Sliceru si posuň předmět do stejného místa, ať nemusíš tisknout nic obrovského a v pohodě stačí dvě vrstvy). Pak uvidíš, jestli tam bude rozdíl.
RE: Problém s tiskem první vrstvy PETG u větších ploch
PETG na tak velkou plochu bez separátoru na PEI podložce bych se moc bál, že budeš pak mít podložku jako součást finálního výrobku.
Co se týká první vrstvy bych si dovolil nesouhlasit první vrstva musí být šitá na materiál, já jsem si v minulosti pomáhal tím, že jsem při kalibraci PETG ručně doladil teploty. Ladit až při tisku se také dá, ale ...
Jak píše baron, 3.8.1 RC1 již nabízí výběr materiálu pro kalibraci (vyslyšeno vícero požadavků ze strany komunity) , ale není to oficiální release pro běžné uživatele.
Od určité doby (kdy se mi povedlo urvat malinkým modelem kus PEI fólie) tak raději PETG tisknu na texturovanou s malou příměsí Kores lepidla, (aby to lépe drželo) které se po oddělení od plátu smyje. Navíc texturovaný plát zakryje malé nerovnosti první vrstvy.
U PETG se doporučuje, aby první vrstva byla rozpláclá víc než u PLA.
-0.95 je už celkem hodně i na mně. Takže malinko zvednout.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: Problém s tiskem první vrstvy PETG u větších ploch
Ono to s tou první vrstvou a hodnotou 0.95 není pravidlo. Někde na výukovém videu přímo od Průši bylo řečeno, že výška by neměla přesáhnout 1mm, jenže pak někde v dalším videu to měli na 1,150. Já osobně mám na MK3 0,645 ale na MK3S se nedostanu pod 1,250 na hladkou a 1,480 na práškovou. Můžu snižovat, zvyšovat PINDu a stejně mi to nepomůže k tomu, abych se dostal pod 1mm. Bohužel u mě to je nejspíš tím, že jsem musel upravovat heatbed, aby byl vůbec v rovině s tryskou, takže mám celej spodek přizvednutý oproti původní výrobě.
Utrženou folii mám taky za sebou, ale to bylo tuším u materiálu ABS. Koupil jsem si náhradní, ale nakonec jsem to nepřelepil, protože jsem si spočítal, že čas strávený sundáváním staré folie se nerovná koupi nové podložky. Navíc druhá strana té utržené funguje úplně stejně. Za tohle bych chtěl pochválit kluky od Prusa, že u toho přemýšleli. 😉
Jinak s PETG na hladkou podložku u velkých ploch opravdu opatrně a asi nejlepší je použít separační pásku, která se nalepí na místo tisku a pak se strhne bez známek poškození podložky. Nebo používat jen práškovou a je klid. Za tepla to na ní drží a za studena to odpadne samo bez nutnosti používat nějaké násilí.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Zdravím,
Potýkám se s problémem první vrstvy při tisku z PETG (koupeno v Prusha Shopu). V některých místech na podložce se materiál nechytá (viz obrázek níže). Po odjezdu tiskové hlavy se linka materiálu jakoby zkrabatí a odlepí se od podložky, zatímco na jiných místech drží dobře. Zkoušel jsem zvýšit teplotu trysky na 240°C a o 50% zpomalit rychlost tisku první vrstvy, táke jsem zkoušel ladit parametr Doladění osy Z, kde se pohybuju mezi -0.9 a -0.95, ale nepomáhá to. Další co mě napadlo je, že odmastím podložku pomocí IPA (doteď jsem ji čistil AJAXem na okna), ale i to nepomáhá. Přemýšlím, že zkusím použít aceton, pro nejpřísnější vyčištění podložky, ale mám obavy, kdyby to zabralo, aby to nebylo už moc a abych pak byl schopen tisk z podložky sundat, aniž bych ji nějak poškodil. Separátor (přibalenou lepící tyčinku Kores) jsem ještě nikdy nezkusil použít, tak nevím jak se bude první vrsta dařit s ní. Četl jsem, že je pak ta plocha od lepidla nepěkná na pohled, tak se tomu trochu vyhýbám.
U menších tisků se první vrstva většinou podaří, i když taky se tu s tímto problémem potýkám, třeba že linka výplně nenasadí hned od perimetru, ale začne se chytat k podložce až o pár mm-cm dál ve své trase, takže pak je kus vynechaný.
Napadá vás ještě něco, čím by to mohlo být? Pomůže třeba změnit typ (vzor) výplně první vrstvy nebo ji jen třeba jinak natočit?Díky všem za případné tipy.
Stačí změnit slicer z Prusa na například CURA. A je po problému.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Ahoj. Ty fotky jsou mrňavý takže se z nich dá poznat jen to, že máš opravdu zamaštěnou podložku. Acetonu se neboj, ale začal bych silnější jarovou vodou, protože ani IPA nerozpustí všechno.
Odladit Z v první vrstvě. Říká se, že by měla být do -1, ale to je blbost 🙂 Já třeba došel až na -1.085.
Vyhřívaný bed nemusí být zcela rovný. To se ti projeví hlavně u tisku takhle velkých objektů. Tam zvolit kompromisní hodnotu. Já tisknu velký objekty často takže jsem provedl NylockMod a rovinnost mám teď v 9-ti bodech 0.015mm.
RE: Problém s tiskem první vrstvy PETG u větších ploch
Mam som podobný problém a bol tam, kde som ho nečakal... pri položení platu sa mi dostala nejaká špinka na spodok a po položení plátu som ju už nevidel a tvorilo to vlnku. Skontroluj aj spodnú stranu.
Prusa i3 MK3S
RE: Problém s tiskem první vrstvy PETG u větších ploch
zacal som pouzivat na odmastenie Alpu. Zatial mi vsetko drzi na podlozke
RE: Problém s tiskem první vrstvy PETG u větších ploch
Přispěji se svou zkušeností. Dělalo mi to poslední dobou problémy stejné jako na obrázku. Reaguji i na problémy popsané v jiných fórech, že ta první vsrtva PETG často nejde odlepit. To podle mě i souvisí. Dlouhodobým zkoušením jsem došel k následujícímu: Ta první vrstva je fakt alfa a omega. Pokud vyloženě nedochází k tomu, že by filament na podložce nepřichytával, tak si myslím, že není třeba podložku nějak extra čistit. Týká se to případů, kdy je model spíš vodorovný, styk s podložkou je fakt velký a třeba se jedná i o plošný model v síle třeba jen pár mm. Pak je sundavání z podložky někdy až nemožné (ano, zničil jsem jednu podkladní desku, protože to prostě nešlo dolů). Při tisku první vrstvy během počátečních fází tisku je dost času na to v reálném čase vychytat výšku osy Z během tisku tak, aby filement přichytil, ale zároveň aby ten had nebyl moc splácnutý. Pokud je první vtstva moc nízká, dochází podle mě k natavení velmi tenké vrstvičky na tu podkladní desku (mluvím o hladké desce) a ta prostě pak nejde odloupnout. Ta teorie strčit výtisk do mrazáku se mi opravdu vymstila, protože folie na desce je mrazem křehčí a méně pružná a může se odloupnout a odlomit a naroušit; nedoporučuji. Při příliš nízké vrtsvě taky dochází k hromadění filamentu kolem trysky a vytváření těch různých vlákének, která se pak při dalších vrstvách různě rozpatlávají a táhne se ta chyba pak kvalitou celého modelu. Už jsem tiskl opravdu hodně a ta vizuální kontrola první vrstvy je důležitá, protože se může jednat opravdu o desetiny mm a časem si i ta podložka a tiskárna různě sedá a ty drobné nuance tam prostě nastávají. Zejména třeba i Průša MINI. Nastavení osy Z v počáteční fázi tisku jsem měnil už několikrát a to v rozmezí hodnot -1,7 až -1,2. Prostě to zařízení není tak tuhé a je třeba kalibrovat nebo aspoň vizuálně kontrolovat osu Z na začátku každého tisku!