Stringing / Filament sur impression pointe de fusée
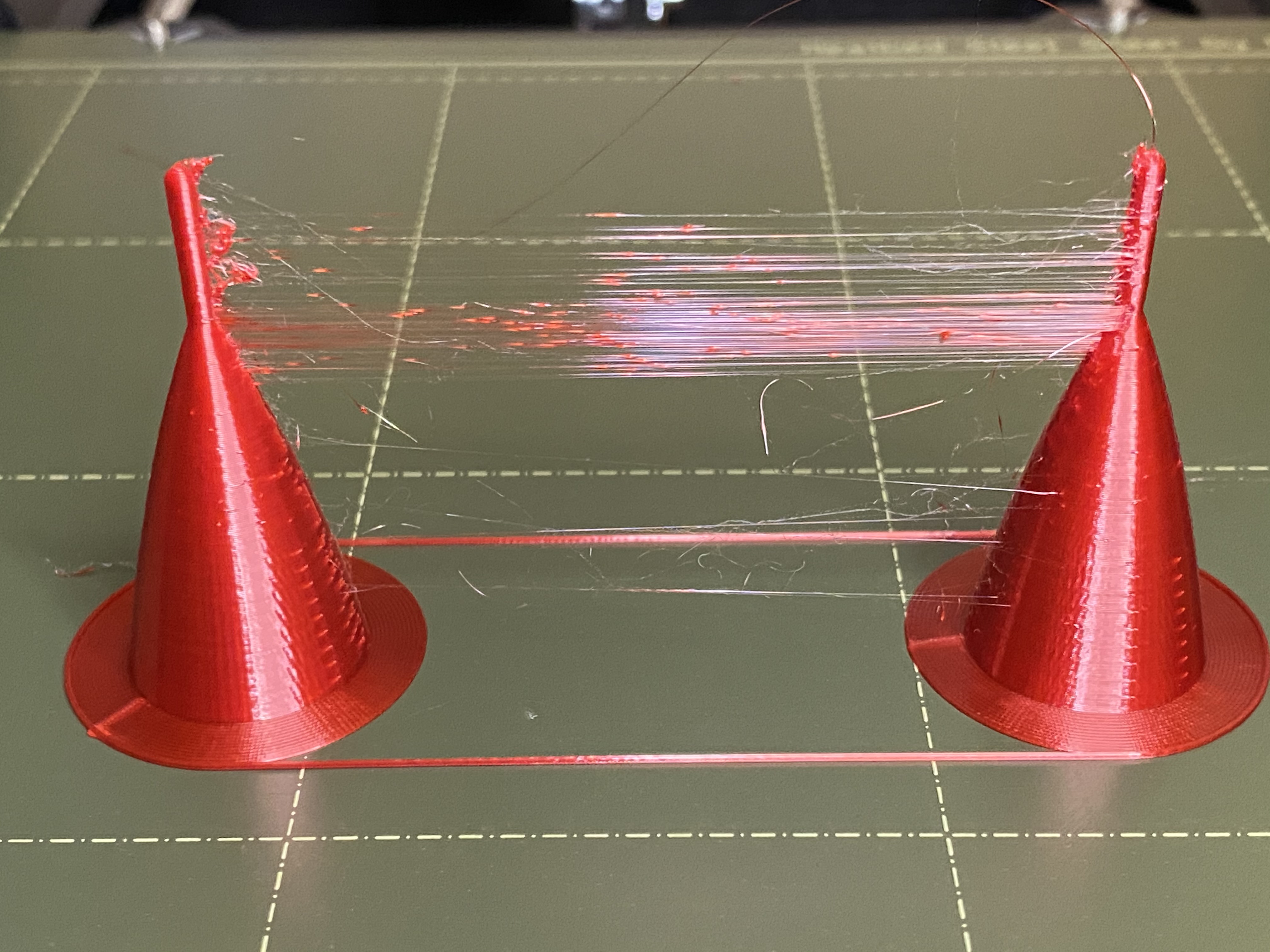
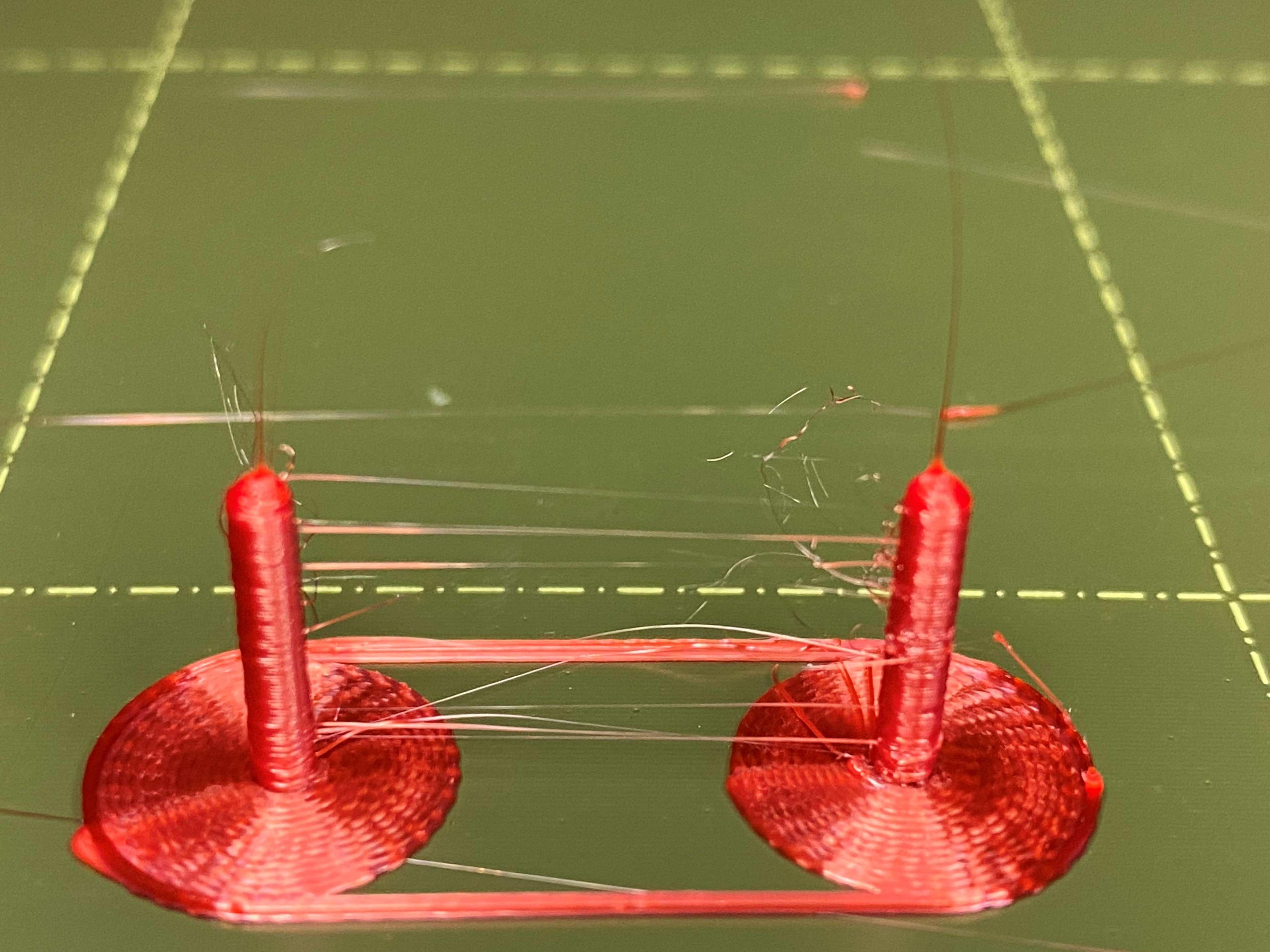
Suite a mon post Fusee-de-tintin j'ai donc reimprimé la pointe, et pendant l'impression j'ai baissé de 15 degrés pour réduire les fils vers la moitié de la pointe finale, et ralentit a 50% la vitesse car malgré une grosse réduction dans le slicer cela allait encore beaucoup trop vite.
Revers de la médaille, des fils difficiles a enlever, et c'est plus cassant, j'ai cassé le pointe 🙁 la température devait être trop basse. Pourtant je n'avais jamais eu le phénomène sur ce filament avant, en particulier les pieds de la fusée qui sont pourtant 3 pieds séparés et je n'ai eu aucun fil entre eux lors de leur impression.
(Il me faut le double ventilateur de Cedric, des que je le recois je mets cela en place. 😉)
Il faudrait aussi que j'augmente la rétractation, je vais voir comment faire cela dans le prusaslicer il y a une section dans le réglage du filament que je n'ai pas encore essayé.
Ou alors en imprimer un seul, mais à vitesse tres tres lente.
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
ou tu les imprime séparément, tu seras plus embêté 😉
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Stringing / Filament sur impression pointe de fusée
justement je l'ai fait pour régler un autre soucis, c’était pas beau du tout en une fois, ca se tortille (voir post Fusée de tintin).
En réglant un problème un nouveau apparaît, c'est le jeu.
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
c'etait une boutade, je pense pas non plus que le double ventilo règle ce problème.
Si malgres toutes tes modifs ca ne suffit pas, regarde celle la si tu l'as pas déjà vu.
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Stringing / Filament sur impression pointe de fusée
Ben moi aussi, depuis une dizaine d'impressions, j'ai du stringing et quel que soit le filament (stringing TRES TRES fin) que je résouds au decapeur (pour la 3d). Je ne me suis pas encore penché sur le problème... Je pense peut être au PTFE du hotbreak, abîmé ou sale et dès lors la rétraction n'est pas parfaite... Ma buse NoozleX sur la laquelle de filament resterait "collé" mais elle est toujours bien "noire" hormis la pointe bien sûr du à quelques frottements de temps à autre...
Je sais pas, bizarre car je n'ai changé aucun paramètre dans Prusaslicer...
Prusa Core One - Prusa MK4S -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Silhouette Cameo 4-Laser Xtool S1 40w- Imprimante Canon Sublimation...
RE: Stringing / Filament sur impression pointe de fusée
Suite a mon post Fusee-de-tintin j'ai donc reimprimé la pointe, et pendant l'impression j'ai baissé de 15 degrés pour réduire les fils vers la moitié de la pointe finale, et ralentit a 50% la vitesse car malgré une grosse réduction dans le slicer cela allait encore beaucoup trop vite.
Revers de la médaille, des fils difficiles a enlever, et c'est plus cassant, j'ai cassé le pointe 🙁 la température devait être trop basse. Pourtant je n'avais jamais eu le phénomène sur ce filament avant, en particulier les pieds de la fusée qui sont pourtant 3 pieds séparés et je n'ai eu aucun fil entre eux lors de leur impression.
(Il me faut le double ventilateur de Cedric, des que je le recois je mets cela en place. 😉)
Il faudrait aussi que j'augmente la rétractation, je vais voir comment faire cela dans le prusaslicer il y a une section dans le réglage du filament que je n'ai pas encore essayé.
Ou alors en imprimer un seul, mais à vitesse tres tres lente.
Mis à part le réglage de rétractation, sur des parois fines on a souvent ce problème de fils indésirables. Pour les éviter il faut que la buse passe par une zone froide afin de couper le fil net. Le problème c'est que sur une paroie fine, il n'y a pas de zone froide.
La solution c'est aussi d'imprimer une pièce puis l'autre indépendamment ca évite les "voyages" entres pièces.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Stringing / Filament sur impression pointe de fusée
La solution c'est aussi d'imprimer une pièce puis l'autre indépendamment ca évite les "voyages" entres pièces.
Seulement dans ce cas cela ne refroidi pas assez vite et le pointe reste mole, elle est moins nette.
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
Dans Cura il y a la possibilité de mettre une pause à chaque couche trop rapide, c'est la solution mais je ne sais ou elle se trouve sur Slicer.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Stringing / Filament sur impression pointe de fusée
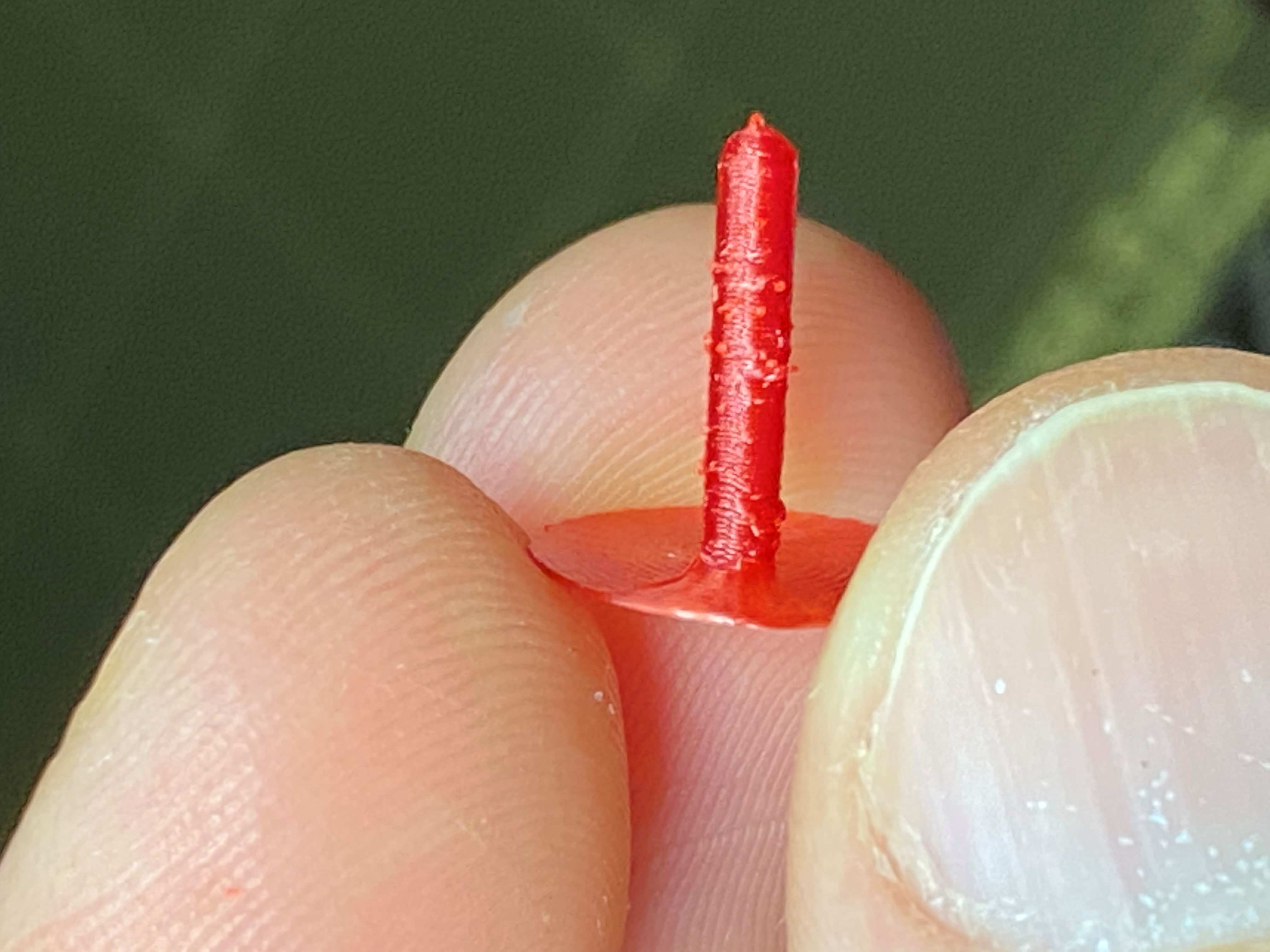
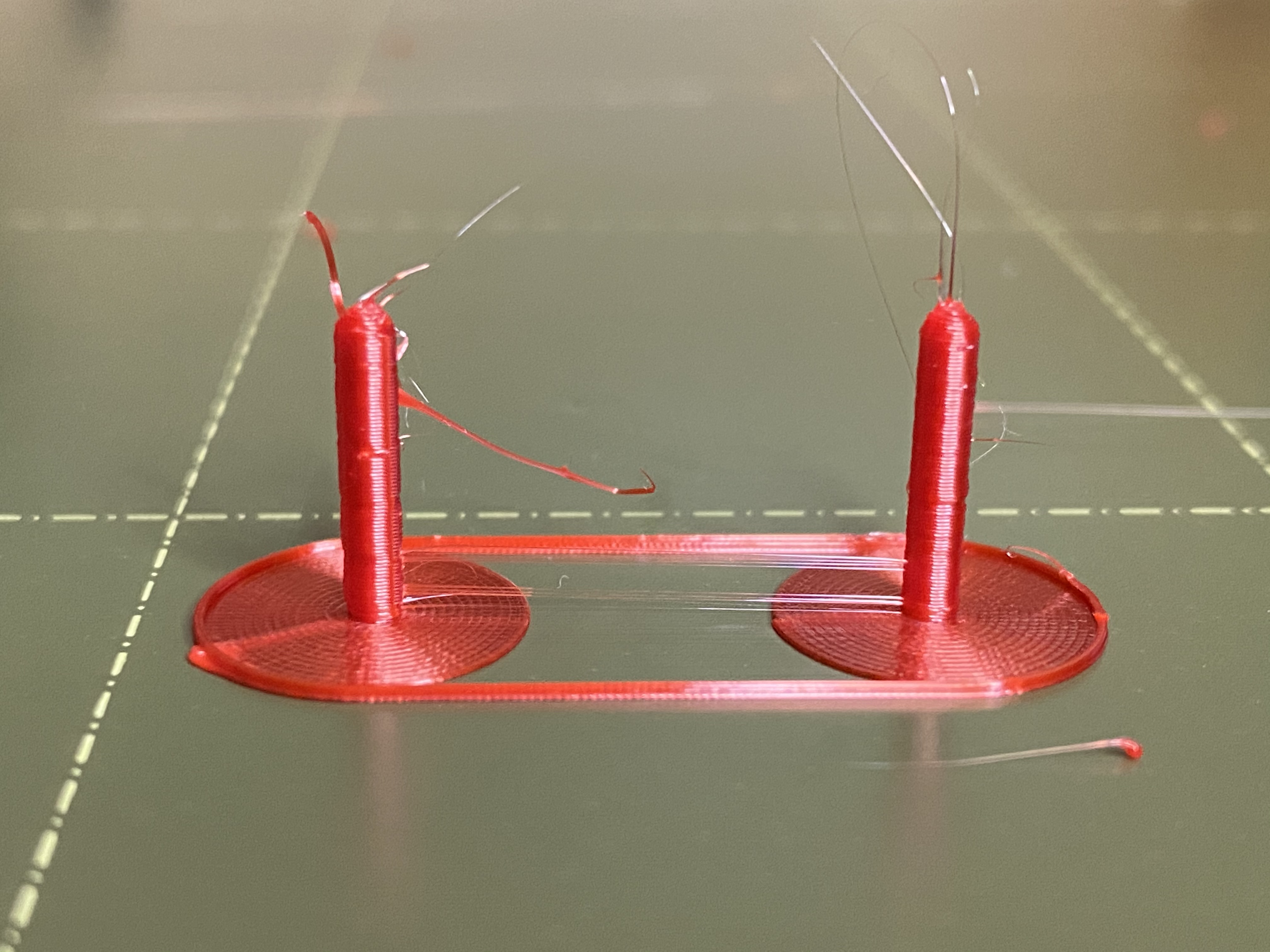
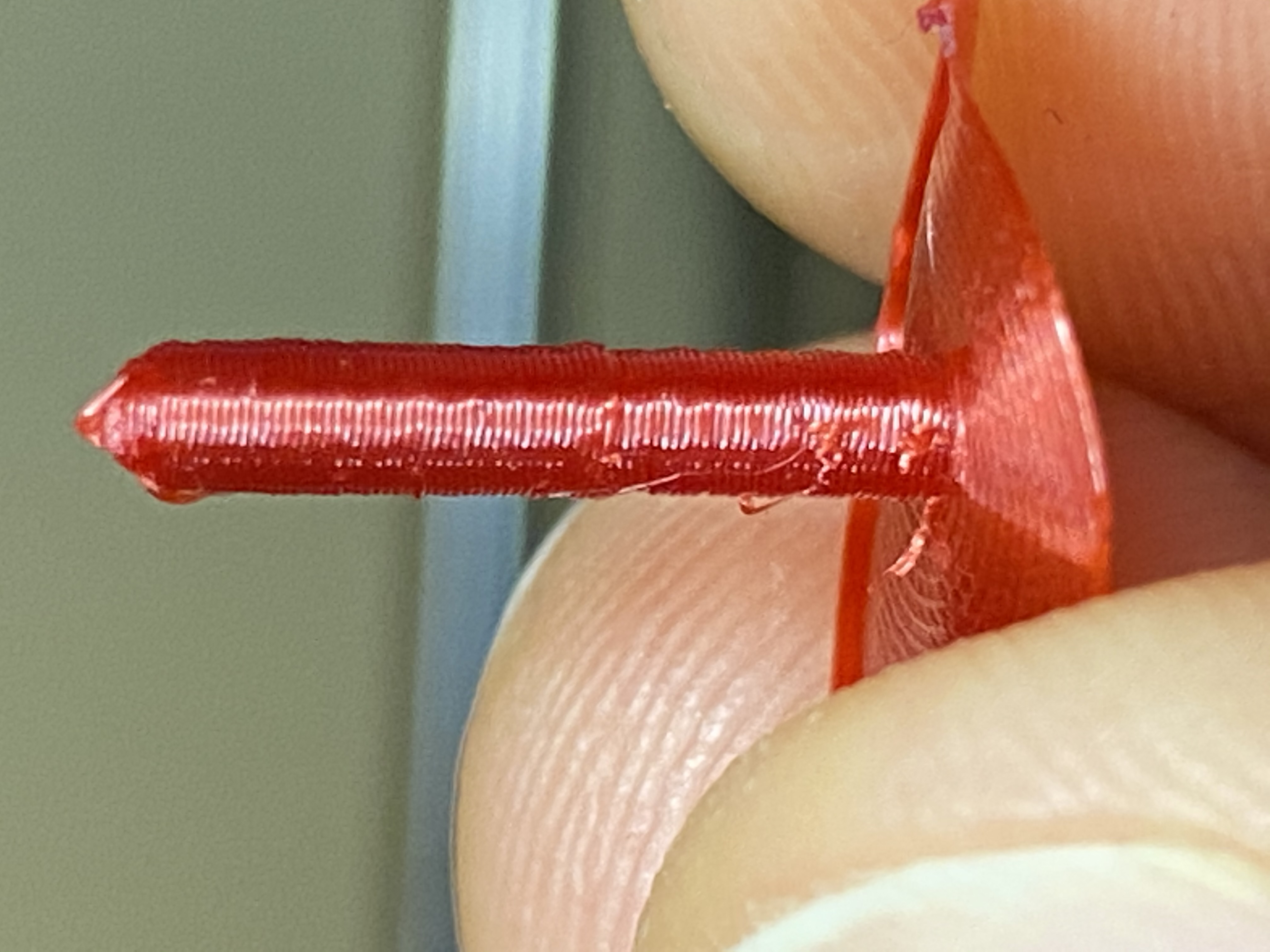
J'ai testé juste sur 2 pointes. Avec une retractation de 2 puis 3 mm rien de terrible, a 4 j'obtiens un truc mieux, ensuite un coup de paire de ciseaux bien affutée puis le décapeur.
Question vitesse, lent ou rapide cela ne change pas grand chose, normal, l'interet du lent c'est le refroidissement de la pointe.
Coté slicer pas de Z-HOP comme indiqué par Maker's Muse dans sa video.
On voit qu'il n'y en a presque plus (attention de ne pas confondre la jupe arrière avec le stringing) :
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
Dans Cura il y a la possibilité de mettre une pause à chaque couche trop rapide, c'est la solution mais je ne sais ou elle se trouve sur Slicer.
Il me semblait aussi que cela existait sur slicer, mais je ne l'ai pas retrouvé donc existe pas 🙁
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
Moi de base j'ai un rétract de 4,5mm
Le perçage de la buse a une influence sur les rétractations, si le trou de 0,4mm est profond la rétractation sera moins efficace qu'un trou moins profond. C'est une qualité intrinsèque à le fabrication de celle-ci et ca ne peut se vérifier qu'au microscope.
L'option Z-hop entraîne inévitablement plus de fils
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Stringing / Filament sur impression pointe de fusée
OK j'ai trouvé, inutile d'en imprimer 2 pour faire des aller retour pour laisser refroidir la pointe.
Pas de délai d'attente dans le slicer ? pas de problème on en code un, il suffit de paramétrer :
- rétractation de 4mm (ou 4.5 Jacques 😉 )
- levage de l'axe Z de 2 mm
- un G-code perso dans le after layer change (donc après le relevage Z ci-dessus) avec un if qui introduit un wait 2 seconde a chaque couches
Exemple pour ajouter 2 secondes de pause pour les couches au dessus de 0.65 (attention à utiliser un multiple de la couche ici 0.15)
{if layer_z>=0.65}
G4 P2000
{elsif layer_z<0.65}
{endif}
ce qui donne la vidéo suivante : Fusee_Tintin_9
Et le résultat suivant :
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
bizarre normalement quand la couche dure moins de 20 sec la vitesse doit diminuer... sur ta vidéo on remarque que c'est quand même assez rapide...

ici tu peux même mettre 5mm/sec pour être sur que ça refroidisse.
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: Stringing / Filament sur impression pointe de fusée
oui j'avais vu celui la mais ca ne donne rien, meme avec 5 mm/s il met moins d'une seconde a faire la couche, faudrait essayer 1 ou 2 mm/s . En tous cas avec le g-code on gère aux petits oignons les couches ou l'on veut du délai. Je réimprimerai ma pièce entièrement ainsi on verra.
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
J'ai moi aussi le problème, pas depuis le début, peut être depuis le passage en MK3S, je ne me souviens pas exactement.
Avec le PETG, l'effet est encore accentué.
Suivant le PLA, c'est plus ou moins important.
J'ai l'impression que le nozzle X à tendance à provoquer plus de stringing.
J'ai essayé rapidement de modifier la température de l'extrudeur, de modifier les paramètres de rétractation, mais rien de très efficace.
En attendant, j'utilise aussi un canon à air chaud acheter sur Ali et j'en suis satisfait pour retirer rapidement les petits stringing.
Soit disant, l'extrudeur Hemera réduit le stringing à voir.
PRUSA3D MK3S
RE: Stringing / Filament sur impression pointe de fusée
Oui pour le PETG le canon est très efficace car c’est très fin. Je n’ai pas encore essayer de le réduire avec une rétractation, pour le moment car je fais avec plus des pièces techniques qui ont moins besoin d’etres tres belles.
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
Le moyen le plus simple de comparer nos réglages c'est de mettre le STL afin de faire un essai chacun de son coté.
Et ensuite de vendre le réglage 🤑
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Stringing / Filament sur impression pointe de fusée
Mince j’ai déjà publié mon réglage 😪
MK3S & Fusion 360
RE: Stringing / Filament sur impression pointe de fusée
Non mais plus sérieusement on doit pouvoir imprimer cette pièce avec les réglage de base sans trop se compliquer la vie.
L'avantage de partager c'est que l'on a chacun sa propre idée, son réglage trancheur, sa machine, son PLA, ce qui donne souvent des variations intéressantes à comparer.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.