Première couche à problème en petg
Bonjour,
Je n'arrive pas à obtenir une première couche propre en petg gris. Il se forme ces petites bulles et même ce trou. Ces irrégularités s'aggravent à la couche suivante jusqu'à empêcher l'impression de l'objet.
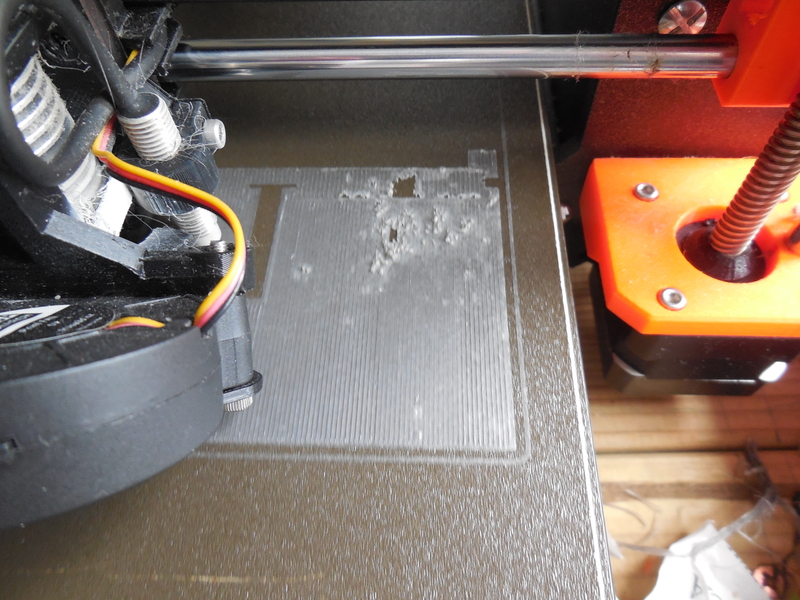
J'ai retourné la plaque poudrée, sans amélioration sensible, diminué de 225° à 220° la température de l'extrudeur, sans grande amélioration non plus, je constate que le dessous de cette première couche est bien plaqué contre la plaque, car cette fine feuille de petg est 100% lisse au toucher (même si on voit par transparence les fils successifs du passage de l'extrudeur).
Diminuer de 85° à 80° limite beaucoup l'adhésion du petg à la plaque même si celle-ci est bien nettoyer avec chaque essai au produit vaisselle.
Pour finir sur une note plus positive, l'impression en petg bleu avec les mêmes réglages qu'ici est passée du premier coup. L'une et l'autre des bobines ont été ouvertes il y a environ 2 ou 3 mois et proviennent d'aliexpress.
J'ai l'impression que ce problème se retrouve beaucoup plus sur les grandes surfaces (ici 20x10cm), forcément plutôt sur les bords de la plaque que sur les petites surfaces (8x6cm) centrées (plus ou moins) au milieu de la plaque. Sur la demi-douzaine d'essais faits (de première couche) ces problèmes se sont systématiquement produits 4? fois au gauche et 2? fois à droite.
Je n'ai aucune idée pour corriger ce problème, et la méthode "on modifie au hasard un paramètre" a ses limites !
Je serai très reconnaissant à qui pourra expliquer et éventuellement corriger ce défaut.
Pour les plus curieux, deux cousines utilisatrices de la machine à découper des feuilles de mousse "cricut" m'ont demandés au dernier repas de famille des portes-outils et les ont trouvés sur printables.com : https://www.printables.com/model/155472-cricut-maker-tool-box-organizer
Je n'ai eu qu'à placer le modèle *.stl sur le plateau, face supérieure vers le dessus, et mettre des supports dessous.
L'impression en bleu a été bien réussie, même si enlever tous les supports à la pince et au cutter a été un peu pénible...
Il me reste à faire la seconde, si possible en gris !
Bien cordialement.
F.
RE: Première couche à problème en petg
C'est pas ta première couche qui est trop écrasée?
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Première couche à problème en petg
Bonjour Olivier,
Je suis heureux que tu ais des idées !
Durant ces différents essais j'ai abaissé un petit peu le "niveau 0" de 0.03mm en 0.03mm. Le fond de la première couche est passé de un peu rugueux à l'ongle à complètement lisse, avec peut-être une très légère amélioration. Je vais retenter 0.03mm plus haut. Le nivellement en 7x7 se fait sans problème.
Ce qui m'interroge le plus est (1)-la bonne impression du premier coup en petg bleu par rapport aux échecs du petg gris (de la même marque jayo, made in China).
Le fait que (2)-ces tâches soient sur les bords du plateau, dans tous les cas (et aussi sur beaucoup de mes impressions précédentes).
J'ai systématiquement moins de problèmes si j'évite les 4 ou 5 cm sur le bord du plateau. Qu'en est-il pour toi ?
Je n'ai pas eu ces problèmes avec cette même bobine de petg gris il y a 3 semaines pour un objet de 8cm sur 6cm (environ) imprimé plus ou moins au centre du plateau.
La buse ne me semble pas bouchée, mais je ne sais comment le vérifier simplement, et cela ne dépendrai pas de la couleur d'impression !
J'ignore comment réagit le petg trop humide (ce qui expliquerai que la différence de fonctionnement entre les 2 bobines)
La température de 225° (ou 220°) de l'extrudeur a tout le temps été convenable pour ce petg (en gris, bleu, noir ou blanc) même s'il fait maintenant plus chaud qu'il y a 6 mois.
Enfin, j'ai constaté que la première couche est la seule qui soit (plutôt) capricieuse, il est très rare que les problèmes arrivent ensuite.
Merci Beaucoup ! de te pencher sur cette question.
F.
RE: Première couche à problème en petg
Deux autres points d'attention, si jamais le précédent échoue:
* ta plaque texturée est-elle dégraissée (nettoyage au liquide vaisselle avec éponge propre ou dédiée, rinçage sous l'eau très chaude, séchage sopalin)?
* mon plateau chauffant a un jour arrêté de chauffer de façon uniforme. Le gradient thermique induisit un chauffage inégal de la plaque, et donc des décollements catastrophiques. J'ai mis en évidence le phénomène (avec l'aide du SAV) en retirant la plaque texturée, en mouillant le plateau chauffant et en filmant l'eau qui s'évapore et le plateau qui s'assèche lors de la mise en chauffe. Le SAV m'a changé par la suite le plateau chauffant qui était sous garantie (à l'époque) et problème résolu.
La 2e option était bien bien galère à mettre en évidence, j'espère que ce ne sera pas ça, pour t'épargner l'achat d'un nouveau plateau chauffant.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Première couche à problème en petg
Filament humide peut-être, il date de 3 mois, gard é dans quelles conditions ? Sinon, 6h au four à chaleur tournante à 50°... A voir
Prusa Core One - Prusa MK4S -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Silhouette Cameo 4-Laser Xtool S1 40w- Imprimante Canon Sublimation...
RE: Première couche à problème en petg
Bonjour à tous,
Bonjour Framemanager, Bonjour Olivier,
Les bobines sont stockées dans notre habitation, pas un garage, une cave ou un grenier, mais le fond de l'air est quand même humide à Brest. L'humidité relative est de 54%, en ce moment, et a varié de 48% à 75% sur les 3 ou 6 derniers mois (depuis le dernier reset du thermomètre-hygromètre).
Le four familial ne permet pas la chaleur tournante ni un réglage aussi bas de 50°C.
Éventuellement je me pose la question à plus ou moins long terme de prendre un déshydrateur alimentaire comme https://www.ebay.fr/itm/295100080333 pour le plaisir d'expérimenter aussi le séchage des aliments, ou une boîte adaptée uniquement aux bobines de filaments https://www.ebay.fr/itm/334553384188 .
J'ai relancé une nouvelle impression dans le même genre. La première couche en petg bleu a bien accrochée : lit à 85°, buse autour 220-225° et 0.03mm plus haut.
Par ailleurs la dernière réponse d'Olivier me fait penser que j'ai mis (il y a longtemps) une couche de coton isolant sous le lit (pour diminuer les pertes thermiques). En y réfléchissant de nouveau, il n'est pas impossible que "moins chauffer le lit" (car il y a moins de fuite au milieu du lit vers le bas) entraîne une plus grande variation de température entre le centre et les bords car les bords se refroidissent aussi par la tranche qui n'est pas isolée.
Au plaisir de continuer de lire tous vos avis, commentaires et réponses...
F.
RE:
Le déshydrateur est également une excellente solution, tjs à 50° entre 6 et 8 h ! Vérifies juste bien les dimensions internes et vois combien de bobines tu peux traiter à la fois... J'ai aussi un deshydrateur et c'est super pour plein de choses, fruits, légumes, champignon, sticks de poulets pour les chiens etc...
Prusa Core One - Prusa MK4S -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Silhouette Cameo 4-Laser Xtool S1 40w- Imprimante Canon Sublimation...
RE:
De retour,
Cette première couche et les suivantes s'impriment maintenant correctement !
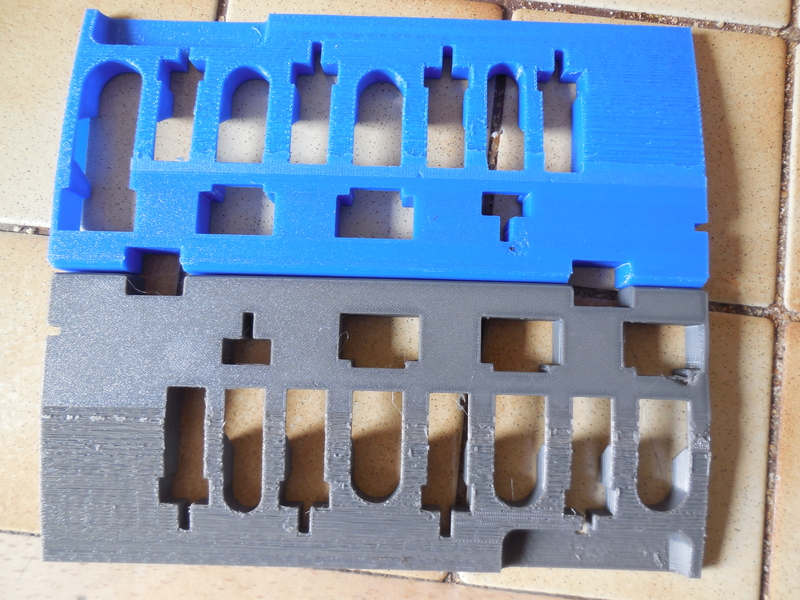
La bleue est celle d'origine, avec du petg qui colle trop à la plaque texturée, enlever les derniers mm^2 accrochés à la plaque, même au produit vaisselle, à l'eau chaude et une spatule en matière plaque est très pénible !
La grise est celle que je viens d'obtenir, de même qualité que la bleue, avec un petg au comportement plus standard. Les deux rouleaux de petg (autour de 12eur/kg environ) proviennent du même magasin d'aliexpress et ont à-peu-près le même age.
La pièce initiale était sur printables.com et son dessinateur a eu la générosité de partager le fichier de fabrication sous freecad :
https://www.printables.com/model/155472-cricut-maker-tool-box-organizer
Observer attentivement les mouvements d'impression de la première couche, mouvements moins réguliers que d'habitude m'a incité à regarder plus attentivement le fichier freecad, voilà les copies d'écrans :
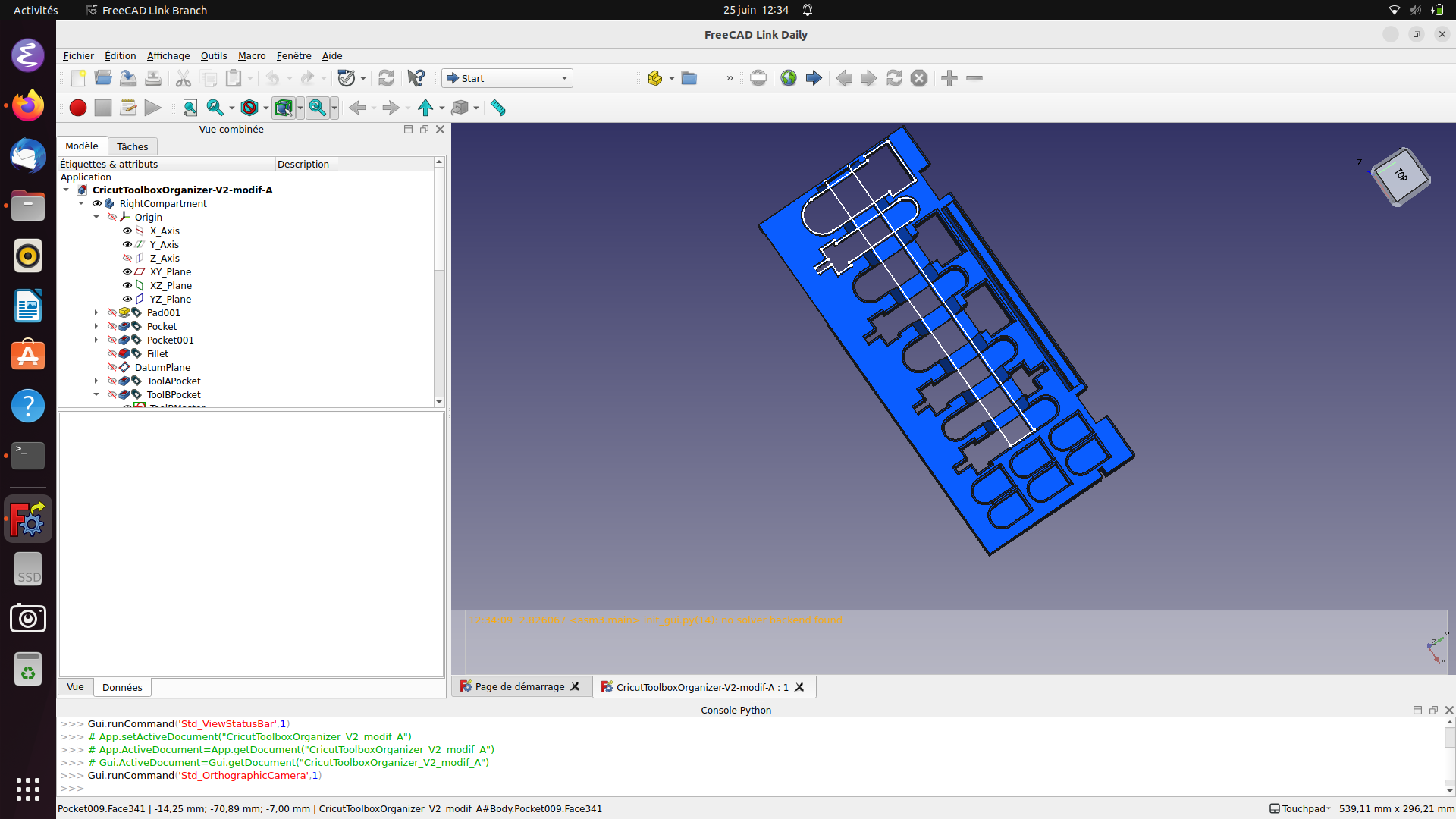
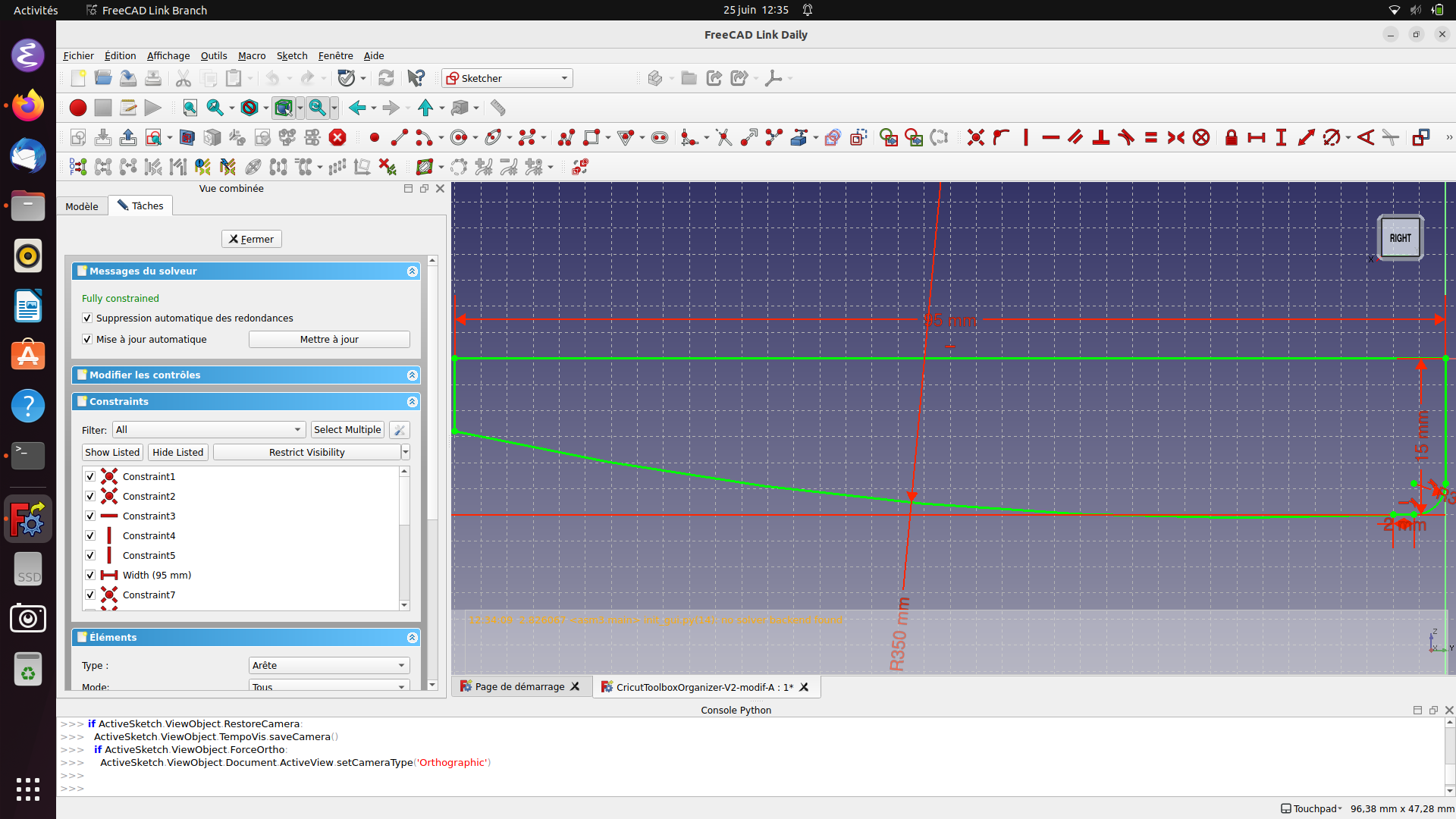
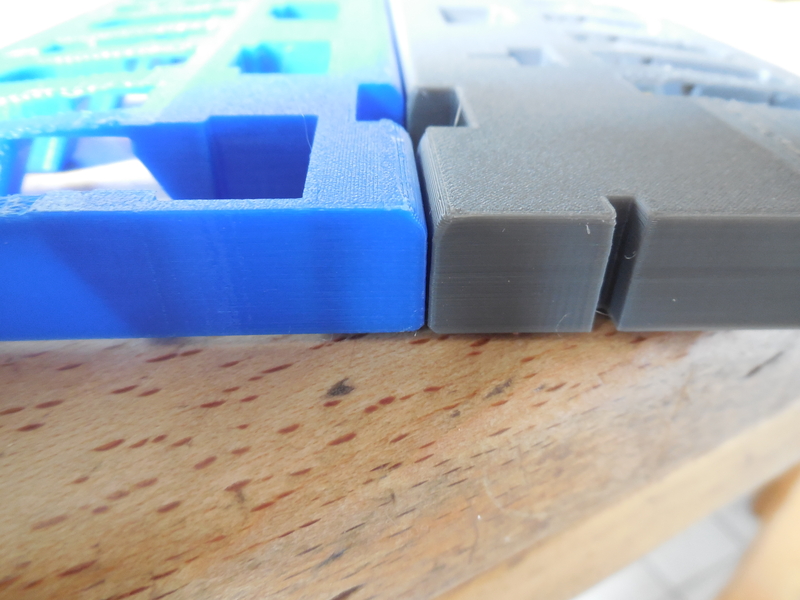
Cette dernière capture d'écran explique le problème. L'arrondi du fond descend encore plus, et le contact avec le lit chauffant se fait sur une très petite largeur. Trois corrections sont possibles. Ou redessiner ce grand arrondi pour qu'il ait une tangente horizontale à droite de la boîte, ou redessiner cet arrondi par 2 segments de droites, l'un horizontal et l'autre remontant tout doucement, ou "enfoncer" cette boîte de 0.5mm (environ) dans prusaSlicer. La boîte est alors un peu moins haute, mais le contact avec le plan horizontal est beaucoup plus long. C'est cette dernière méthode que j'ai appliqué.
Cela doit se voir sur les vues de la première couche des deux fichiers sous prusaSlicer. Il reste aussi la possibilité de "descendre le niveau 0" de l'imprimante lorsque le filament n'accroche plus sur la plaque car il est 0.1??mm trop haut, mais il faut avoir de bons réflexes !
J'espère avoir intéressé l'un ou l'autre !
Si vous regardez attentivement ce message il y a une incohérence (sans aucun rapport avec ce problème) entre toutes les photos, images et copies d'écran.
Bien cordialement.
F.
RE: Première couche à problème en petg
Pour ton problème de "PETG qui colle trop", il est conseillé d'utiliser de la colle (baton prusa ou autre) pour "isoler" le PETG du plateau en PEI, la composition chimique des deux composants entrainant une fusion des deux, résultat ca colle trop jusqu'à détériorer ton plateau PEI. On peut aussi à la rigueur utiliser du produit lave vitre.
Prusa Core One - Prusa MK4S -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Silhouette Cameo 4-Laser Xtool S1 40w- Imprimante Canon Sublimation...
RE: Première couche à problème en petg
Bonjour Framemanager,
Merci pour l'astuce de la colle en baton ! je n'y avais pas pensé.
J'utilise un plateau texturé (de prusa) pour toutes les impressions en petg, il marche mieux que le plateau satin.
Bien cordialement.
F.