Impression PETG trop d'adhérence
Bonjour,
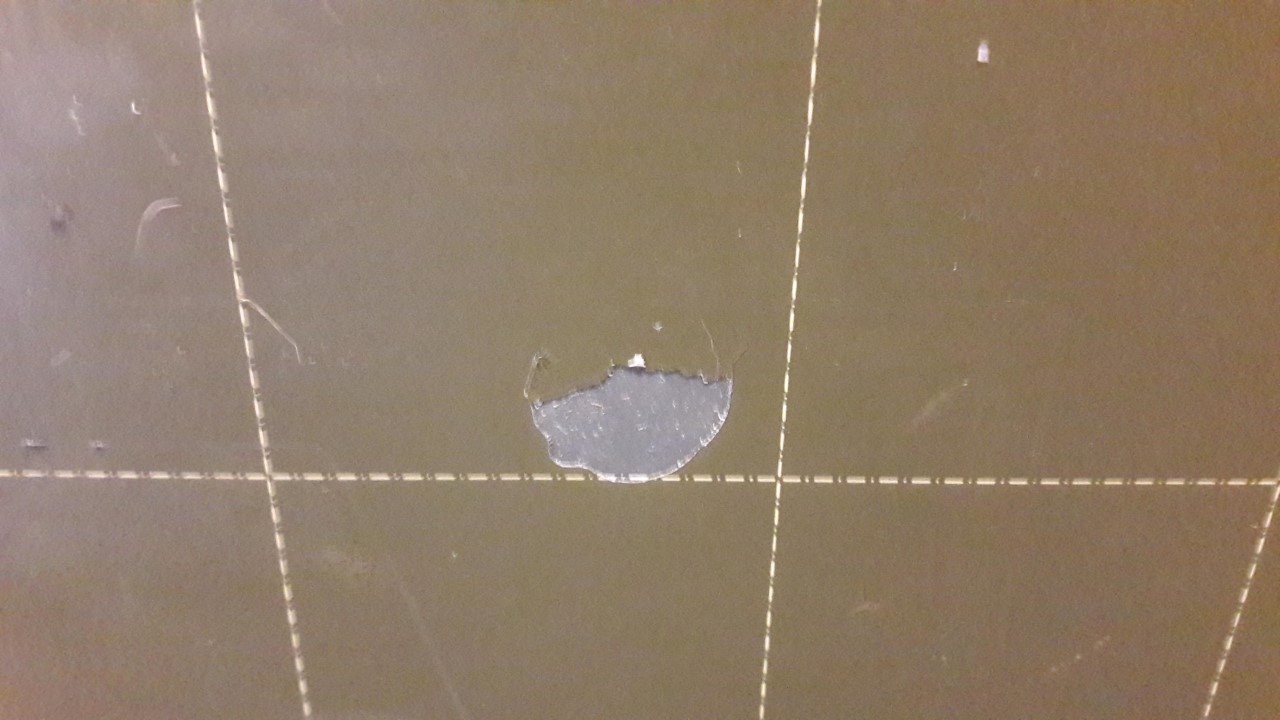
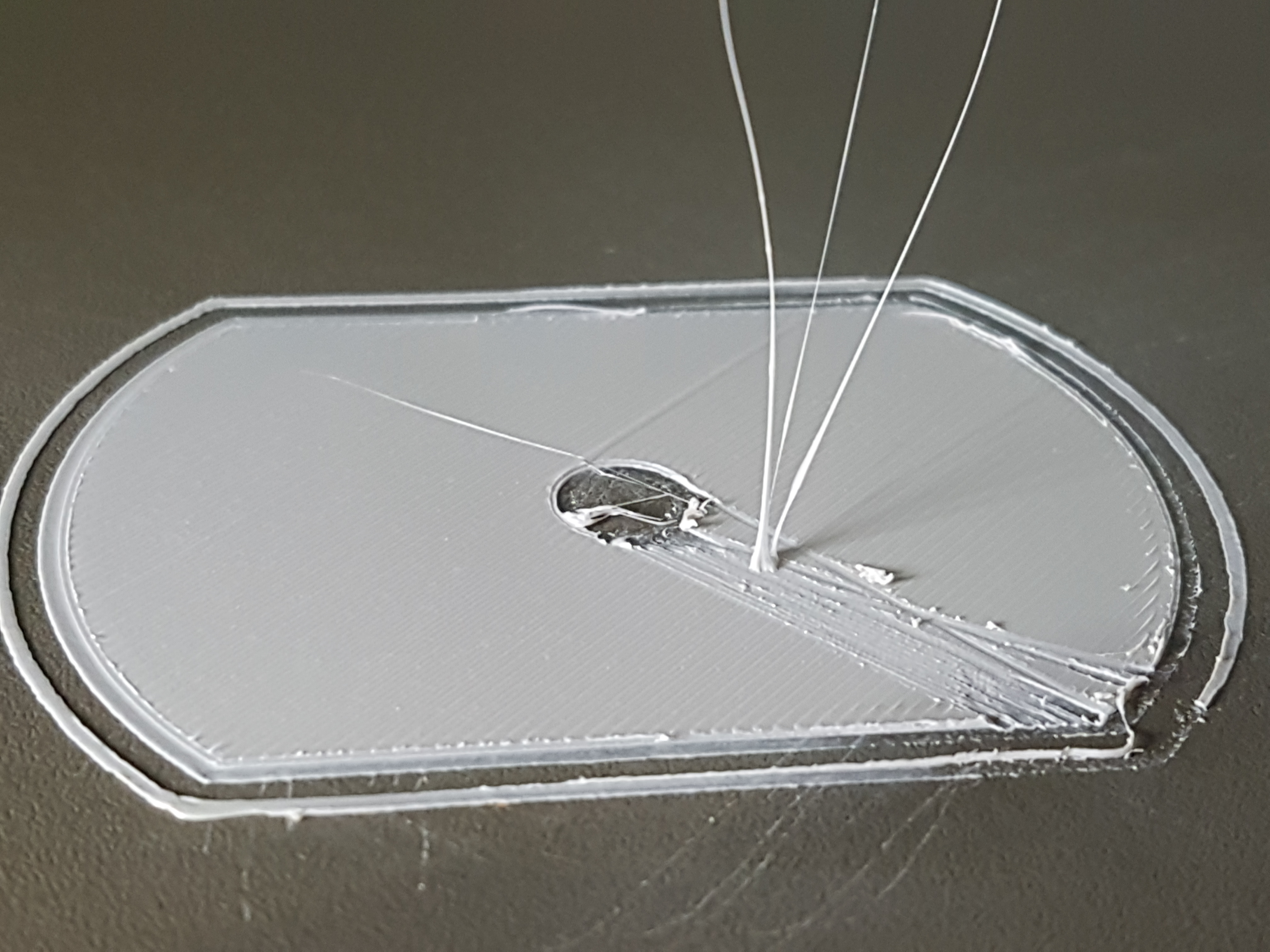
Avec mon plateau pei lisse je n'ai jamais eu de problème avec le PLA. J'ai commencé des impressions en PETG , sans nettoyer le plateau à l'alcool pour éviter que ça adhère trop mais en décollant une pièce au centre un morceau du revêtement est parti alors que je n'ai pas forcé en tirant dessus, la pièce c’était même plutôt bien décolle sur le pourtour en pliant légèrement la plaque. Et là en décollant un sert joint prusa, imprimé dans un coin du plateau je vois que le revêtement se décolle donc a la prochaine pièce il va partir.
Est-ce que je décolle mes pièces avec un plateau trop froid? ou est-ce un défaut du revêtement? J'utilise du petg de chez prusa.
RE: Impression PETG trop d'adhérence
Salut, en général les posts concernent le manque d’adhérence ! Et là on peut dire que ca colle.
Je crois que tu peux mettre de la colle en baton pour éviter que cela ne colle trop justement.
MK3S & Fusion 360
RE: Impression PETG trop d'adhérence
Bonjour,
Pour le PETG je mets un voile de laque forte pour cheveux (même bas de gamme). Une fois la plaque refroidie, je la plie et ça se détache sans soucis.
Le désavantage est qu'il faut nettoyer la plaque correctement à chaque impression si tu changes de matière mais si tu restes sur du PETG tu peux remettre un voile de laque deux ou trois fois, pas plus sinon ça devient pénible à nettoyer
RE: Impression PETG trop d'adhérence
Il y a aussi le lave-vitre Ajax triple-action bleu musclé pchit pchit pour éviter que cela accroche trop. Et un coup d'essuie-truc-muche pour répartir.
RE: Impression PETG trop d'adhérence
N'empêche, ce n'est pas normal... Les plaques Prusa sont prévues pour le petg et oui, tu fais bien de les décoller à froid !
Perso, je contacterais Prusa via le chat, photo à l'appui... Garantie ou geste commercial ! Car sorry les autres, mais Prusa imprime ses pièces en PETG sur leurs imprimantes et avant le texturé, c'était sur le lisse ! Je vois mal les petits tchèques, passer un baton de colle, laque, ou encore ajax sur 1000 prusa avant impression ????
Prusa Core One - Prusa MK4S -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Silhouette Cameo 4-Laser Xtool S1 40w- Imprimante Canon Sublimation...
RE: Impression PETG trop d'adhérence
Hello,
J'ai eu le même soucis, et je suis passé au liquide lave-vitres (un simple instanet ou équivalent) pour remplacer l'alcool utilisé pour le PLA et ça fonctionne niquel depuis 😉
RE: Impression PETG trop d'adhérence
C'est pour ce genre d'usage qu'un bâton de colle est livré avec le Kit Prusa ? PEI lisse, du moins... 🤔
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression PETG trop d'adhérence
Oui. Éviter que les matières comme le PETG ou TPU n’adhèrent trop. L’idéal était une PEI texturée mais à défaut le tube de colle sur PEI lisse.
MK3S & Fusion 360
RE: Impression PETG trop d'adhérence
le PETG, comme d'autres filaments, est un plaisir a imprimer si on accepte de respecter qlqs règles
Nettoyez votre tôle PEI au lave-vitre avant chaque impression en PETG ! Il est indispensable de toujours faire ce nettoyage à froid sans quoi il est "inefficace" ! Pour ma part, c'est la bouteille avec le "pchiittt" et une boite de mouchoir papier !
La t° du lit est importante au niveau collage de la première couche ! C'est ainsi que pour une surface importante de la première couche en PETG, je me limite a 70°C pour ne pas obtenir un collage trop important risquant une destruction du PEI au retrait alors que pour des pièces dont la surface de la première couche est faible je monte a 90° voir 95° afin qu'elle adhère correctement !
Efforcez-vous de rechercher la marque de filament qui convienne à votre machine et à vos réalisations et, une fois trouvée, efforcez-vous de ne pas en changer pour vous simplifier la vie. Bien connaitre son filament et comment il réagit vous simplie fortement la vie et vous permet d'adapter au mieux la t° de votre lit. réalisez qlqs essais de "collage" en démarrant le lit a 70° sur de petites pièces, et pas la suite, en fonction des résultats montez en t°.
A ce jour, je n'ai jamais eu recours au tube de colle pour du PETG et je peux vous dire que j'en ai imprimé des kg !
Et pour le texturé, c'est tout bon mais encore faut-il que l'état de surface qu'il me donne corresponde à ce que ma pièce réclame !
Bien à vous tous
RE: Impression PETG trop d'adhérence
Et pour le texturé, c'est tout bon mais encore faut-il que l'état de surface qu'il me donne corresponde à ce que ma pièce réclame !
Effectivement, la surface est belle, texturée, mais différente des autres surface de la pièce, c'est un point négatif.
Pour le reste (spray lave vitre et temperature) suis tout a fait d'accord.
MK3S & Fusion 360
RE: Impression PETG trop d'adhérence
Vous confirmez que pour le PTEG avec le texturé (powder) il n'y a rien à faire comme préparation de surface parce qu'un jour il faudra que je m'y mette (au PTEG et au texturé, les deux ensembles). A part bien sûr le live-Z qui sera différent du PEI (au fait vous savez que quand on fait une traduction Google de l'anglish en français pour le PEI ça donne "Ile du Prince Edward" étonnant non !).
RE: Impression PETG trop d'adhérence
Je confirme, rien à faire, enfin à part maintenir propre normalement. Le petg adhère bien à chaud et une fois refroidit il est déjà décollé. Génial. Je l’ai depuis peu et j’en suis très content.
Un live z différent (Elle est plus fine) mais l’imprimante conserve le réglage et en 3.9.0 le changement se fait simplement dans le menu.
MK3S & Fusion 360
RE: Impression PETG trop d'adhérence
Vu sur le guide d'impression à propos du PETG :
Heatbed: Make sure the surface is clean, as described in 6.3.2 Flexible steel sheet
surface preparation chapter. You shouldn’t use isopropyl alcohol to clean the
bed , the adhesion may be too strong. If you do not have anything else on hand, use
the bundled glue as a separator after cleaning it. Windex or similar window cleaner is
a great option for cleaning the heatbed for PET.
RE: Impression PETG trop d'adhérence
Très mauvaise surprise pour moi hier soir. Profil 0.2 mm SPEED (avec vitesses diminuées de 5 mm/s car Nozzle X), Prusament PETG Urbain Grey (température +20°C car Nozzle X). La première couche s'est impeccablement déroulée, mais dès que l'imprimante a attaqué la seconde, elle s'est mise à tout pourrir.
J'ai fait un cold pull préventif, nettoyé le plateau (avec alcool ménager 70%), refait la calibration de ma première couche, utilisé le profil 0.20 mm QUALITY (avec vitesses toujours diminuées de 5 mm/s) et utilisé un filament que j'ai déjà imprimé avec succès (Prusament PETG Orange) avec seulement +15°C au titre de la Nozzle X.
Je ne sais pas quel est le paramètre qui a permis le succès.
Un avis?
Moi je pense que c'est le passage de 0.2 mm SPEED à 0.2 mm QUALITY. Il me semble que les vitesses de la SPEED sont trop agressives... PS: j'ai eu 3 ou 4 échecs de ce type avant de changer le filament car je croyais que ma 1ère couche était daubique.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression PETG trop d'adhérence
Je ne vois aucune différence avec ou sans séparateur pour le PETG sur mes feuilles lisses. J'utilisé du produit vitre au début mais ça fait un moment que j'ai arrêté. Alcool ISO me suffit entre chaque impression et une fois de temps de temps je nettoie au liquide vaisselle.
Pour la feuille texturé je n'utilise que de l'alcool ISO. Malheureusement, j'ai eu un petit incident il y a quelques semaine. J'ai mis de l'acétone en pensant que c'était de l'alcool iso...du coup j'ai le milieu d'une face qui est foutue... Mais a ma grande surprise ça adhère quand même sur la zone où j'ai mis de l'acétone (pour le moment).
RE: Impression PETG trop d'adhérence
@ olivier-saraja : J'ai remarqué que tu avais tendance à systématiquement augmenter ta température de nozzle X (de 15 à 20°). C'est cela qui te donne cet état de surface (vu sur la photo). J'ai plutôt tendance à avoir un peu moins de mon coté.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Impression PETG trop d'adhérence
@jollyjn
La fourchette conventionnelle est de +15° à +25°. J'ai fait divers essais, même à +0°. J'ai l'impression que c'est le profil 0.2 mm SPEED qui n'est pas du tout adapté à du PETG.
J'ai en effet réussi deux impressions (PETG Orange et Urban Grey) en profil 0.2 mm QUALITY avec +15° pour tenir compte de la Nozzle X.
Si quelqu'un peut tester le 0.2 mm en SPEED, PETG et Nozzle X pour confirmer l'échec?
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression PETG trop d'adhérence
Tu as le STL de ta pièce? Je peux essayer avec du prusament PETG Jet black ou signal white (En attente de livraison pour l'urban grey et orange).
Par contre ma nozzle a une chaussette, ce qui peux jouer sur la température finale, car seule le bout de la buse dépasse de la chaussette, d’où je pense, moins soumis à la température externe.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Impression PETG trop d'adhérence
Tu trouveras le STL au bout de ce lien ( https://we.tl/t-hNNuOkJ21U ). J'ai ajouté lors du tranchage dans Prusa Slicer un modificateur diamètre 22 mm au centre de la pièce avec un taux de remplissage 100%. Le reste de la pièce est tranché avec un remplissage gyroïde à 60%. Et ma Nozzle X est également équipée d'une chaussette ^^
Le profil qui échoue et à tester: buse 0.4 mm, couche 0.2 mm SPEED, vitesses diminuées de 5 mm/s, température +20°C.
Le profil qui fonctionne (chez moi): buse 0.4 mm, couche 0.2 mm QUALITY, vitesses diminuées de 5 mm/s, température +15°C.
Merci à toi 🙂
PS: soit à côté quand (et si) ça échoue car moi ça a commencé à m'étaler ma deuxième couche sur la photo et ça me pourrit la feuille texturée bien comme il faut, donc ne tarde pas à interrompre. Si la deuxième couche passe, pas de souci a priori.
PPS: je prends conscience que j'ai lancé l'impression via Octoprint, c'est un facteur supplémentaire que je prendrai en considération si ton impression en 0.2 SPEED réussit.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression PETG trop d'adhérence
Je viens de récupérer la pièce.
Je l'ai placé dans le sclicer mais au moment de modifier les paramètres par défaut, je m'aperçois que pour Speed, la vitesse de remplissage est à 200mm/s et que ça correspond vraiment à la vitesse max autorisée de l'imprimante alors que pour le quality c'est à 80mm/s.
Ca va peut-être un peu trop vite finalement, mais je vais essayer quand même.
Je préparer le G-code et le lancerais après dîner.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad