Prusa MK3S+ macht nur Problme
Hallo zusammen,
ich habe nun seit knapp zwei Wochen meinen Prusa und nur Probleme damit. Zwar bin ich ein absoluter Neuling auf dem Gebiet 3D-Druck, aber auf Grund meiner beruflichen Tätigkeit als Ingenieur in der Fahrzeugentwicklung nicht unbedingt ohne technisches Verständnis.
Der Zusammenbau war relativ einfach und die Erstinbetriebnahme hat ohne Probleme (und vor allem ohne Fehler) auf Anhieb geklappt. Bis zu dem Zeitpunkt, den Z-Wert einzustellen. Hier fing es ganz langsam an… Der Drehknopf am Display hat sehr verzögert bzw. nur sporadisch reagiert. Aber die Einstellung konnte dann irgendwann gefunden werden und das Druckbild war für mich ok. Die Höhe sollte ja 0,2mm sein und nach einigem hin und her war sie das auch (digital gemessen war sie je nach Schieblehre mal 0,20 bis 0,21).
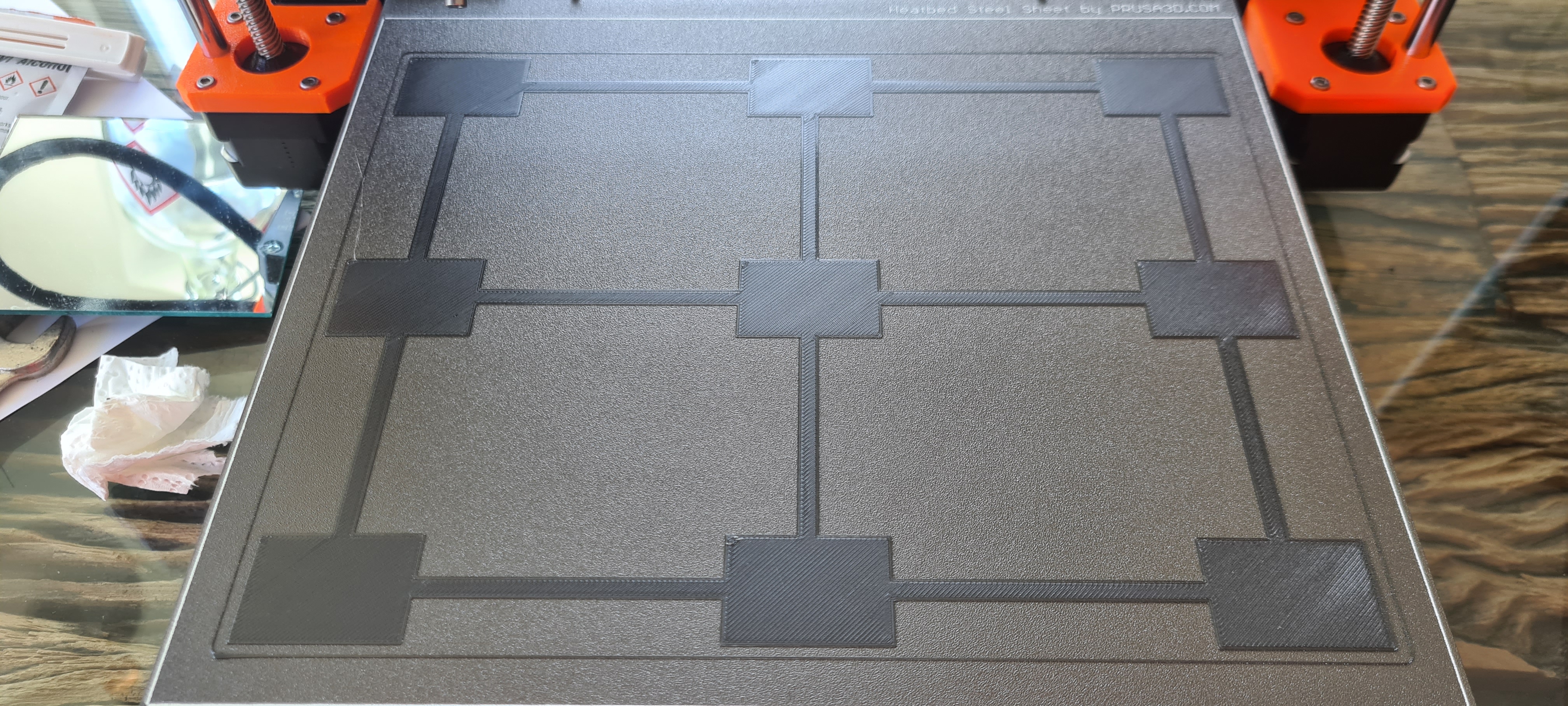
Der erste Druck, das Prusa 3x3 Testfeld war eine Katastrophe. Und das blieb es auch die nächsten 15-20 Drucke. Mit Pronterface musste ich dann feststellen, dass die Abweichungen (Welligkeit) des Druckbetts bis zu 1mm (!!!) waren. Das konnte ich dann auch mit einem Haarlineal feststellen.
Mir ist es dann zu blöd geworden und ich habe die mechanischen Verbesserungen, welche überall zu lesen sind, einfach versucht umzusetzen um das Druckbett zu nivellieren.
Also die Misumi-Lager gegen Kunststoff Gleitlager in einer Aluminiumhülse getauscht und die Edelstahl Abstandhalter vom Heizbett gegen Silikonhalbkugeln getauscht. Dann mit einem Haarlineal alles kontrolliert und optisch so eingestellt, dass es max. 0,1mm Spalte gab (gemessen mit einer Ventilfühlerlehre). Dann wieder mit Pronterface alles überprüft und feinjustiert. Mittlerweile sind die Abweichungen bei ca. 0,03mm, gemessen mit der SuperPINDA und Pronterface.
Danach die Erste-Schicht-Kalibrierung gemacht und das 3x3 Muster ausgedruckt. Nicht nur das es sofort auf Anhieb geklappt hat, ist auch die Qualität fast in Ordnung gewesen. Nach zwei weiteren Anpassungen war es für mich in Ordnung.
Am nächsten Morgen schien es so, als ob der Drucker alles vergessen hat. 3x3 war eine Katastrophe. Erst nach mehrmaliger Z-Anpassung (im Vergleich zum Vortag von -1.482 auf -1.374) ging es wieder.
Bei dem ganzen Testen und Einstellen hat sich dann aber leider ein neues Problem immer gravierender hervorgetan: mit dem Drehregler konnte man nix mehr richtig einstellen. Er Sprang hin und her, sei es im Menü oder bei der Z-Verstellung.
Hier zwei Videos:
Jetzt meine Fragen:
- Kennt jemand diese Probleme – speziell mit dem Display?
- Kann der Fehler auch vom Mainboard kommen? Oder einem Sensor?
- Gibt es eine alternative zu dem Display, mit dem man genau so einfach die Kalibrierung machen kann? Zum Beispiel Umbau auf Raspberry Pi 7-Inch Touch Screen Display mit Raspberry Pi 4?
Für eure Unterstützenden Antworten möchte ich mich jetzt schon bei euch bedanken.
Viele Grüße
JSR
RE: Prusa MK3S+ macht nur Problme
Hi und Willkommen im Forum!
Also zu deinem Display, hier vermute ich einen Defekt an der Platine, dem Drehencoder oder dem Board selber. Erklärt vielleicht auch die "Vergesslichkeit" des Druckers... So wie du es in den Videos gezeigt hast, sollte es definitiv nicht sein, mein Drehrad reagiert zwar etwas verzögert, aber nur bei der ersten Bewegung.
Wende dich bitte mal an den 24/7 Prusachat, über den Prusa eShop, eventuell musst du Werbeblocker für die Seite deaktivieren.
Gruß
Jörg
RE: Prusa MK3S+ macht nur Problme
Danke dir für deine Antwort. Ich habe mich an den Chat Support gewendet. Fehlersuche hat begonnen und der aktuelle Stand ist, dass ich das Einsy Board ausgebaut und fotografiert habe. Der Kollege vom Support ist jedenfalls sehr freundlich und versucht zu helfen. Ich hoffe, dass es bald eine Lösung gibt und ich die nächsten Teil drucken kann....
RE: Prusa MK3S+ macht nur Problme
@jsr
Hallo und willkommen im Prusaforum!
Der erste Versuch den ich durchstarten würde, wäre ein totaler Factory Reset und die aktuellste Firmware neu flashen inkl. anschl. Neukalibrierung des Druckers.
Die FW für Deinen Drucker findest Du hier und musst darauf achten, dass Du die passende Version für Deinen Drucker verwendest (MK3 und MK3S sind unterschiedlich)!
Gutes Gelingen!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa MK3S+ macht nur Problme
Vielen Dank dir. Ich habe von Prusa schon die 3.10.0 RC2 bekommen:
https://github.com/prusa3d/Prusa-Firmware/releases/tag/v3.10.0-RC2
Habe auch schon mehrere Factory Resets gemacht, dass Problem wurde immer schlimmer.
RE: Prusa MK3S+ macht nur Problme
So... jetzt geht's weiter mit den Problemen.
Display und SUPERPinda getauscht, nochmal Firmware geflasht und alles neu eingerichtet. Auch das Bett habe ich nochmal nachjustiert, so dass ich eine Abweichung von 0,01mm (laut Ponterface) über die gesamte Fläche habe.
Und siehe da: der 3x3 Leveltest (nach der Firstlayer Kalibrierung) ist auf Anhieb erste Sahne!

RE: Prusa MK3S+ macht nur Problme
Jetzt kommt leider das Problem...
Gleich im Anschluss an den 3x3 Testausdruck wollte ich zwei Halter drucken. Aber der Firstlayer hat schon nicht geklappt. Alles identisch gesliced, Bett identisch gereinigt, gleiches Filament (Filafarm PETG mit Carbon) aber keine Chance, das zu drucken. Ich habe es jetzt gefühlt 100mal probiert, kein Erfolg. Er macht immer unterschiedliche Fehler.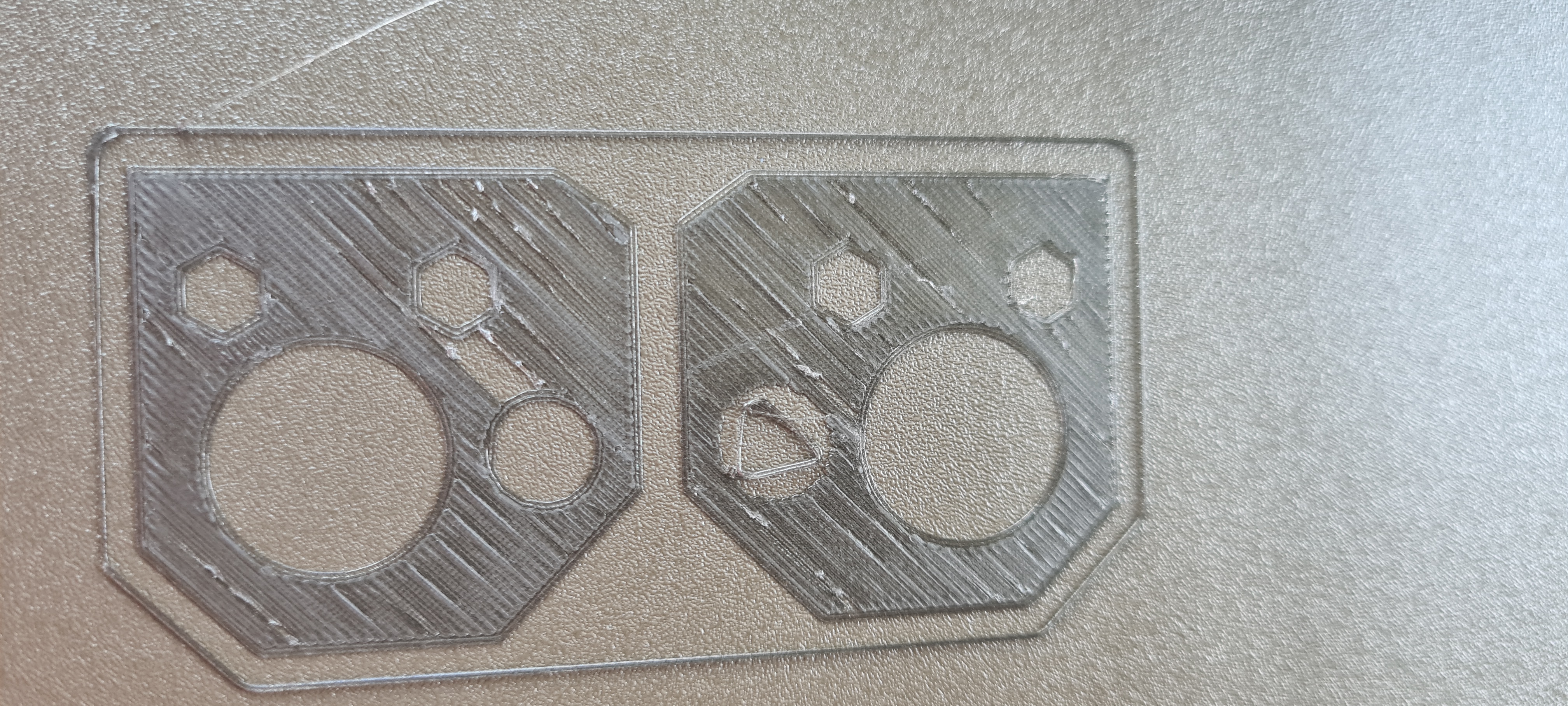
RE: Prusa MK3S+ macht nur Problme
Jetzt kommt leider das Problem...
Gleich im Anschluss an den 3x3 Testausdruck wollte ich zwei Halter drucken. Aber der Firstlayer hat schon nicht geklappt. Alles identisch gesliced, Bett identisch gereinigt, gleiches Filament (Filafarm PETG mit Carbon) aber keine Chance, das zu drucken. Ich habe es jetzt gefühlt 100mal probiert, kein Erfolg. Er macht immer unterschiedliche Fehler.
RE: Prusa MK3S+ macht nur Problme
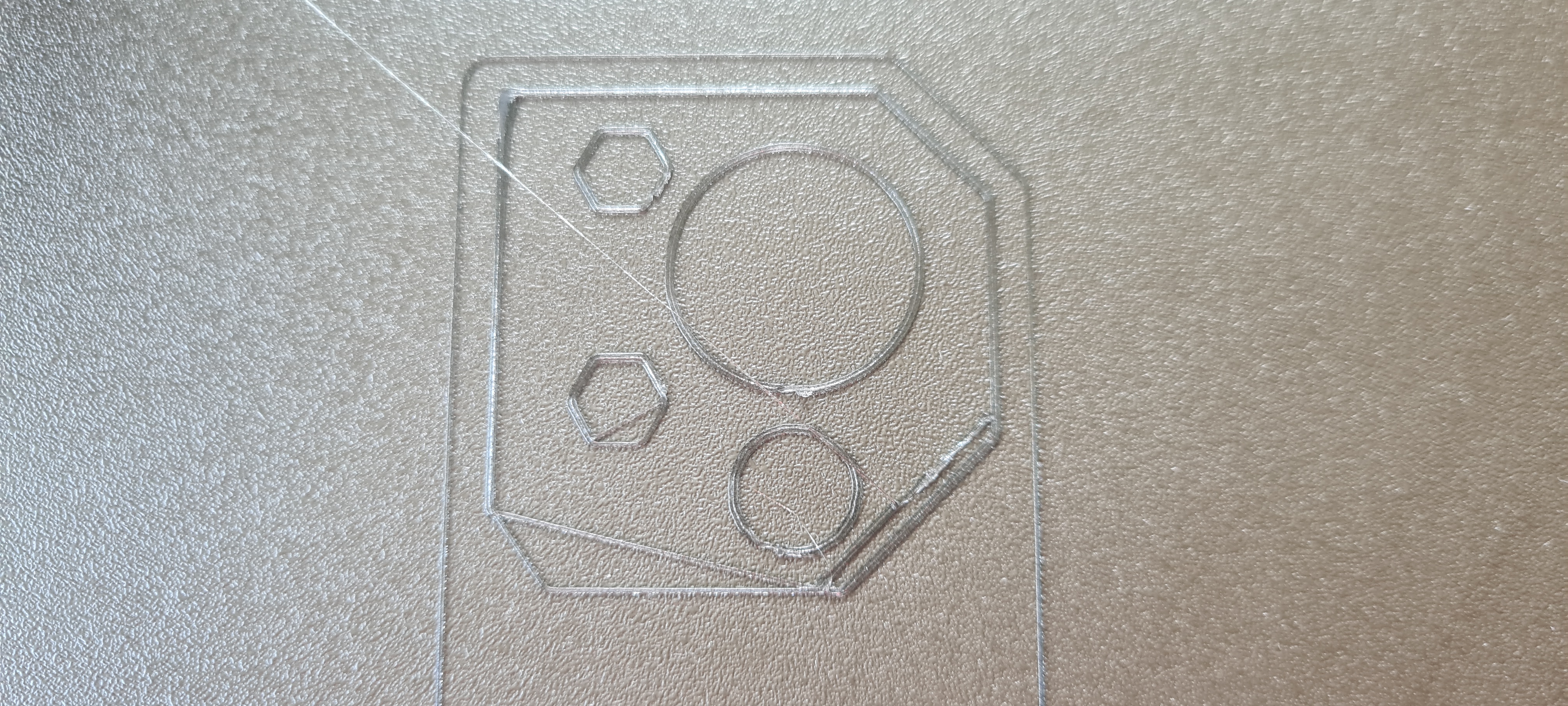
Das Erstaunliche: den Firstlayer macht er super und plötzlich kommt so was raus:
Langsam aber sicher wird es mir zu blöd...
Prusa-Chat hat mir gesagt, es könnte am Einsy-Board liegen.
Habt ihr evtl Ideen, woran es noch liegen könnte? Betthaftung ist super. Kann es noch an den Einstellungen vom Drucker / Filament liegen oder ist es in der Tat eine Frage des Einsy. Und zur Klarstellung: die schrägen Spuren sind nicht "mitgezogen" sondern wurden so vom Drucker abgefahren...
VG und danke schon mal für eure Meinungen und Anregungen.
RE: Prusa MK3S+ macht nur Problme
@jsr
Carbonhaltiges Material neigt zu Düsenverstopfungen und klebt auch sehr gerne an der Düse. Die Verwendung einer antihaftbesch. Stahldüse (z.B. X-Nozzle) wäre empfehlenswert. Eine normale Messingdüse kann relativ rasch verschleißen.
Um die ersten Tests bzgl. Firstlevel Einstellungen durchzuführen, würde ich vorerst eine normale 0.4er Messingdüse installieren und normales PETG oder PLA verwenden. Wenn denn da alles läuft, kannst Du dich schön langsam ins Carbonhaltige einarbeiten.
Gutes Gelingen 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa MK3S+ macht nur Problme
Hallo Karl,
ich verwende eine beschichtete Micro-Swiss 0.4 Düse. Verbaut bei 285°C mit 2Nm (den Prusa Angaben). Und der Fluss ist, optisch nach Augenmaß gesehen, sehr gut und gleichmäßig.
Allerdings kommt immer relativ viel in der Aufwärmphase raus (ca. 6-7cm) und beim 3×3 Abtasten ist dann auch immer ein kleiner "Knödel" an der Düse.
Mittlerweile heize ich solange (mit Probterface) vor, bis nichts mehr raus kommt, aber die Probleme mit dem Firstlayer bei Bauteilen ändern sich dadurch leider nicht.
Seltsam finde ich nur, dass alles mit 0,2mm Höhe (Testpattern, Schriften, etc) fast problemlos (egal ob mit PETG-Carbon oder PLA) gedruckt wird. Sobald das Bauteil aber 0,4mm Höhe hat, sind die Probleme da.
Aber warum nur???
Also doch ein Einsy-Problem???
Viel Grüße, Jascha
RE: Prusa MK3S+ macht nur Problme
Hallo und Willkommen,
Wie, ab 0.4 gibt es Probleme? siehe meine Vermutung zur z-Achse in der Message bei der ich gerade noch bei war. Ich schick die jetzt mal so ab, wie sie gerade war:
Nutzt Du den Prusa-Slicer? Welche Version? Das Bild des First-layers habe ich so noch nicht gesehen. Erstaunlich! Der Slicer zeigt die Bahnen richtig an?
Die Firmware 3.10.0 ist jetzt verfügbar. Auch, wenn die immer noch eine Null hinten hat, würde ich die einer RC2 vorziehen. Bei mir läuft die gerade testweise, nachdem ich heute an meinen MK3S Pinda2 durch Super-Pinda getauscht habe. Sonst würde ich die 3.9.3 nehmen. Die Prusa-Webseiten scheint heute aber in Teilen nicht online zu sein. Stattdessen sehe ich z.T. Josef mit dem Preßlufthammer.
Ein paar spontane Ideen ("Senf dazu") von mir:
Der Vollständigkeit halber: Ich nehme an, Du hast alle Kabelverbindungen mittlerweile mehrfach geprüft, auch die Schraubverbindungen zum Netzteil.
Bekommt das Board ausreichend Spannung vom Netzteil? Ist ja wie im Auto: Ist die Batteriespannung zu niedrig, tauchen die tollsten Fehler auf.
Heizpatrone ist Original?
Hast Du probiert, mit Prusament-PLA zu drucken? Hast Du auch das glatte Blech mit der aufgeklebten PEI-Folie? Abgesehen davon, daß PLA, wie von Karl erwähnt Standard ist, wird auch weniger Heizleistung für Düse und Bett benötigt, als bei PETG mit Carbon. Nicht daß Dein Netzteil etwas schwächelt.
Achte mal drauf, was es für einen Unterschied macht, ob Bett und Sensor beim Leveln kalt oder warm sind. Waren die beim 3x3 Leveltest kalt und
beim Leveln der beiden Halter warm? Deine SuperPinda hat zumindest den Thermistor der Pinda2 nicht mehr. Ist der Stecker Deiner Pinda zum Board hin mit 3 (SuperPinda) oder 4 (Pinda) Adern belegt?
Der first layer der Halter sieht zu hoch aus. Wert wieder weg oder beim genervten "ich dreh hier noch am Rad" aus Versehen im Menü ein anderes Blech selektiert?
Die Bohrungsumfänge werden z.T. mitgezogen und die fehlenden Bereiche im Layer vagabundieren evtl. irgendwo rum, sofern die
Düse von dem Carbonzeug nicht verstopft ist. Ist die Düse zugeschmoddert? Heißes zieht Filament ja magisch an.
@Karl: Danke für den Tip mit den Holzstäbchen. Hab' mir jetzt eine Packung für Fingerfood besorgt, damit ich nicht riskiere, mit der
Messingbürste einen Kurzschluß zu erzeugen und evtl. das Board zu schrotten.
Wie genau hast Du das Bett gereinigt?
Betreibst Du die Schrittmotoren im normal oder silent-mode? In der 3.10.0 gibt es laut Release-Notes einen experimentellen Modus für den Extrudermotor. Hast Du den (z.B. auf Anraten des Supports) aktiviert?
Der Dreh-drückregler hakte bei mir auch mal. In letzter Zeit geht er aber.
Auch wenn das Display nicht der letzte Schrei und das 8-Bit board in den Menüs manchmal schnarchig ist, würde ich den PI als potentielle weitere Störquelle im Moment noch weglassen.
Dreh den Knopf nicht so schnell! Ich weiß, ich bin auch oft ungeduldig. Allerdings tut sich bei Deiner z-Achse ja quasi gar nichts. Hast Du da auch Gleitlager drin? laufen die z-Achsen leicht, alles fluchtend, winklig und unverspannt eingebaut. Das es kaum Justiermöglichkeiten gibt, kann ja Fluch und Segen zugleich sein. Lockere mal die Schrauben der POM-Spindelmuttern. Fährt die z-Achse dann zumindest auf mittlerer Höhe.
Sind Deine y-Achsen auf gleicher Höhe, wenn die Oberkante der senkrechten Rahmenplatte exakt in Waage steht? Läuft dann die x-Achse auch exakt waagerecht? War Dein Druckbett ursprünglich s-förmig wellig in x-Richtung?
Auch das usb-kabel würde ich abziehen, wenn Du nicht gerade mit Pronterface ran möchtest. FMEA läßt grüßen.
Hast Du sonst Werte in den Einstellungen (evtl. per Pronterface) geändert?
Ein defektes Board schließe ich nicht aus.
Schönen Sonntag noch.
RE: Prusa MK3S+ macht nur Problme
Die 0.4mm Micro-Swiss habe ich auch seit kurzem drin. Die habe ich (ebenfalls bei 285 Grad) mit 2.5Nm angezogen. E3D empfiehlt meines Wissens sogar 3Nm. Ist halt M6 mi Messing, Al-Legierung und CrNi-Stahl.
Die "Knödel" an der Düse habe ich auch. Die haben sich gefühlt nach Firmware 3.8.1 oder etwa zeitgleiches Update der Default-Settings von Prusa bemerkbar gemacht. Vielleicht bin ich mittlerweile nur aufmerksamer.
Heizen kannst Du auch direkt am Drucker unter Settings|Temp|Nozzle. Ewig heizen, ohne Filament zu fördern würde ich aber nicht. Irgendwann verkokt das Zeug in der Düse. Schon mal einen Cold-Pull gemacht?
RE: Prusa MK3S+ macht nur Problme
Die Probleme gibt es, wenn das Bauteil größßer als 0,4mm ist. Wenn es nur 0,2mm ist, läuft alles ohne Probleme. Wenn ich das 3x3 Testmuster von 0,2 auf 0,4mm erhöhe, macht die erste Schicht Probleme. Wenn ich es wieder auf 0,2mm reduziere läuft es super durch. Immer mit den gleichen Einstellungen gesliced.
Ja, ich nutze den Pruse Slicer (aktuelle Version) und er zeigtmir die Bahnen korrekt an. Der Drucker ist erst 3 Wochen alt 😉
Firmware 3.10.0 habe ich seit ca. 2 Wochen drauf (davor die 3.9.3) und die ursprünglichen Probleme sind nach dem Display- und SUPERPinda-Tausch weg, aber dafür sind die Probleme (Bauteil höher als 0,2mm) hinzu gekommen.
Ich habe alle Kabelverbindungen mehrfach geprüft, auch Spannung gemessen. Alles in Ordnung, immer 24,02V, auch wenn ich die Hotend auf 285°C und das Bett auf 100°C laufen lasse.
Prusament-PLA --> selbes Problem.
Egal ob PEI-Folie oder Strukturblech: der Firstlayer oder das 3x3 kommt immer super raus. Habe vorhin mal den „Flaschenöffner“ gedruckt: der lief super mit PLA durch. Aber dann das Schiffchen und da ging mit PLA nichts.
Ich habe das Bett bei 80°C gelevelt. In der Visualisation macht es im Kalten Zustand eher eine Schale mit max. -0,09 mm in der Mitte, im warmen Zustand dann +0,01mm totale Abweichung.
Zitat: “Der first layer der Halter sieht zu hoch aus. Wert wieder weg oder beim genervten "ich dreh hier noch am Rad" aus Versehen im Menü ein anderes Blech selektiert?“
--> Leider nein. Ich hatte den 3x3 mit PETG gedruckt und danach sofort die Halter.
Zitat: Die Bohrungsumfänge werden z.T. mitgezogen und die fehlenden Bereiche im Layer vagabundieren evtl. irgendwo rum, sofern die Düse von dem Carbonzeug nicht verstopft ist. Ist die Düse zugeschmoddert? Heißes zieht Filament ja magisch an.
--> das ist genau das Problem! Da wird nichts mitgezogen. Die Düse fährt GENAU diesen Weg. So als ob der Drucker vergessen hat, dass er noch einen anderen Punkt davor anfahren soll.
Das Bett reinige ich immer in 4 Schritten (mit Einmalhandschuhen):
1) Spülmittel und warmes Wasser mit einem „blauen Werkstatttuch“(ähnlich wie Haushaltsrolle, aber ohne Zusätze oder Prafums)
2) Heißes Wasser zum nachspülen
3) Destiliertes Wasser zum nachwischen
4) Nach dem Auflegen auf das kalte Heizbett mit IPA 99,5% (Industriequalität)
Ich betreibe die Schrittmotoren immer im normal-mode? Den experimentellen Modus für den Extrudermotor habe ich nicht aktiviert und der Support hat mir auch nichts geraten.
Das PI wollte ich bisher nicht nutzen, habe noch genügend ältere Laptops
Zitat: Dreh den Knopf nicht so schnell! Ich weiß, ich bin auch oft ungeduldig. Allerdings tut sich bei Deiner z-Achse ja quasi gar nichts.
--> Die Videos waren mit dem alten Display, das Problem ist nun behoben.
Ich habe überall Gleitlager drin. Die z-Achsen laufen leicht, alles ist fluchtend, rechtwinklig und unverspannt eingebaut. Die X-Achse ist (mit Wasserwage gemessen) im Lot wie auch der Rahmen. Auch mit einem Tiefenmesser nachgemessen und die Abweichung von Links nach rechts bei 210mm ist 0,09mm.
Habe da etwas mehr Erfahrung durch den (Renn-)Motorenbau (mein anderes Hobby) und kann mir da recht gut helfen. Justiermöglichkeiten kann man sich schaffen 😉
Die Spindelmutter habe ich ca. 1mm über dem Motor angebracht und die z-Achse ist immer (außer mit dem alten Display) immer problemlos hoch und runter gefahren.
Mein Druckbett war ursprünglich Doppel-S-förmig wellig: Links-Vorne war oben, Links-Hinten war unten, Rechts-Vorne war unten und Rechts-Hinten war oben.
Das USB-Kabel hatte bisher keine Auswirkungen, egal ob dran oder weg…
Zitat: Hast Du sonst Werte in den Einstellungen (evtl. per Pronterface) geändert?
--> Nein.
Cold-Pull habe ich schon mehrmals gemacht, hatte aber keinen Einfluss.
RE: Prusa MK3S+ macht nur Problme
@blauzahn
@jsr
Meine (nicht nur meine) Erfahrungen mit Carbonhaltigen:
Ich habe viele Sorten Carbonhaltiges verarbeitet (PLA, PETG, ABS, Nylon...). Das Problem war meistens der erhöhte Druckaufbau im Hotend, teilverstopfte Düsen und anhaftendes Filament an der Düsenspitze. Eine 0.4er Düse ist schon grenzwertig, besser wäre eine 0.5er oder 0.6er Düse und höhere Layerschichten. Außerdem sollte die Düsentemp. recht gut abgestimmt sein - zu wenig = schlechte Layerhaftung, hoher Druck; zu hoch = Materialnachlauf und sprödes Ergebnis.
Am Beispiel von XT-CF20 (Carbonhaltiges PETG) wurde hier im Forum bzgl. Problemen beim Druck schon reichlich diskutiert. Eine perfekte Endlösung zum Handling dieses Materialtyps scheint aber noch niemand gefunden oder präsentiert zu haben - ist eben eine Wissenschaft für sich.
Ich selber verwende von den Carbonhaltigen nur mehr Carbonnylon und Carbonpeek. Dazu verwende ich eine hochglanzpolierte Hartmetalldüse (Verringerung der Filamenthaftung an der Düse). Dennoch muss ich bei großflächigen Bauteilen alle paar Schichten eine kurze Pause einlegen um kleine Reste an der Düsenspitze zu entfernen - andernfalls droht sich dies an der Bauteiloberfläche festzusetzen und kann eine Crashmeldung auslösen.
Heir ein erst kürzlich gedrucktes Beispiel am MK3 mit Carbonnylon auf einer Buildtak Nylondruckplatte, 0.4er Hartmetalldüse und einigen Pausen zum Reinigen der Düsenspitze. Warping nahezu null, leichtes Stringing; Bett Temp. 110 Grad C. Düsen Temp. 275 Grad C., magogoo als Trennmittel:

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa MK3S+ macht nur Problme
Ach so... da fällt mir gleich noch ein Problem ein, dass ich habe... wenn ich auf Pause drücke, springt er in der Anzeige z.B. von 0.4 auf 1.4, fährt aber beim Restart nicht mehr auf 0,4 runter. Egal ob PLA oder PETG, erster Layer oder 10. Layer...
RE: Prusa MK3S+ macht nur Problme
@jsr
Die 3.10.0 RC2 Firmware ist noch nicht freigegeben und möglicherweise scheint es da etwas mit der Pause Funktionalität zu haben. Bei den Pause Funktionen, egal ob vom Drucker oder per Octoprint bedient, hat Prusa die letzten FW Versionen einiges geschraubt und experimentiert. Bei der 3.8.1 funktioniert auf jeden Fall die Pause Funktion per Octoprint (M601 und auch M0) noch. LCD Pause über SD Druck habe ich nicht getestet. Bei der 3.9.2 wiederum nicht mehr (fährt nicht zum Pause Home - zumindest bei meiner Konfiguration).
Wenn Du gar nicht weiterkommst, würde ich evtl. ein Downgrade auf 3.8.1 mit factory reset in Erwägung ziehen - Einen Versuch ist's jedenfalls wert.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa MK3S+ macht nur Problme
Danke dir für den Tipp. Werde ich ausprobieren.
RE: Prusa MK3S+ macht nur Problme
@jsr
Nur um sicher zu gehen dass ich es richtig verstanden habe - Du bedienst den Drucker per LCD (nicht Octoprint), drückst Pause, Drucker fährt auf Pause Position, drückst Fortsetzen und der Drucker setzt den Druck fort, aber mit falscher Z-Position bzw. repositioniert Z nicht.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Prusa MK3S+ macht nur Problme
"Die Düse fährt GENAU diesen Weg." Merkwürdig! Hat das Board doch einen an der Marmelade? Gerade, wenn der Slicer das richtig darstellt. Was der letztendlich in den G-Code exportiert, könnte zwar grundsätzlich auch einen Fehler haben, das ist aber unwahrscheinlich, wenn das von Prusa fertig geslicete Benchy Schiffchen von der SD-Karte den gleichen Quatsch macht.
Flaschenöffner lief durch: Interessant. Hat der in z einigermaßen die korrekte Höhe?
"...Testmuster von 0,2 auf 0,4mm erhöhe, macht die erste Schicht Probleme." Wie schon im Foto der Halter zu sehen. Und nicht erst ab der 2. Hab noch nie drüber nachgedacht, was das bewirkt.
"mit Wasserwage gemessen": Bauwasserwaage oder was Besseres aus Deinem anderen Hobby? Erstere wäre mir zu ungenau. Haarlineal, Schieblehre und Tiefenmaß hast Du ja. 0.09mm li/re finde ich auf jeden Fall ziemlich gut.
"Die Spindelmutter habe ich ca. 1mm über dem Motor angebracht " Das verstehe ich gerade nicht. Ist schon spät.
"Mein Druckbett war ursprünglich Doppel-S-förmig wellig: Links-Vorne war oben, Links-Hinten war unten, Rechts-Vorne war unten und Rechts-Hinten war oben."
Sind die y-Kugelführungswellen vertikal gegeneinander verschränkt? Wenn man die Schrauben der Strangpreßprofile anzieht, verzieht sich der Rahmen sehr schnell. Hast Du eine schön ebene Montagefläche nutzen können? Drehmomentschlüssel hättest Du ja auch.
Reinigen: Hört sich ganz gut an. Die blauen Tücher müßten auch ok sein. Ich nutze Küchenpapier. Schritt 4: IPA habe ich gar nicht. Fällt bei mir also aus.
nach Pause fährt nicht wieder auf korrekte Höhe: Das habe ich bei 3.9.3 via LCD und Druck von SD-Karte gestern nicht beobachtet. Mit 3.10.0 habe ich Pause noch nicht benutzt.