Einge Fragen zum ABS Druck und Einstellungen
Hallo Liebe 3D Druckfreunde
Ich bin recht neu im 3Drucken unterwegs aber sehr begeistert davon. J Jedoch würde ich mich sehr freuen, wenn die erfahrenen Leute hier mir bei einigen Dingen helfen könnten. Ich habe versucht das meiste im Internet zu lesen und versucht mit der Anleitung alles so gut wie möglich zu machen, dennoch stehe ich bei einigen Dingen an und eventuell kann mir hier wer aus Erfahrung einige Tipps geben.
Drucker und Slicer von Prusa (MK3).
Filament ABS (Generic von Vellemann)
https://www.velleman.eu/products/view/?id=437866
ASA Filament von Prusa ist bestellt um auch zu testen.
Drucker ist im Druckerhaus, also geschlossen.
Wir brauchen den 3D Drucker für Teile für unseren Prototyp.
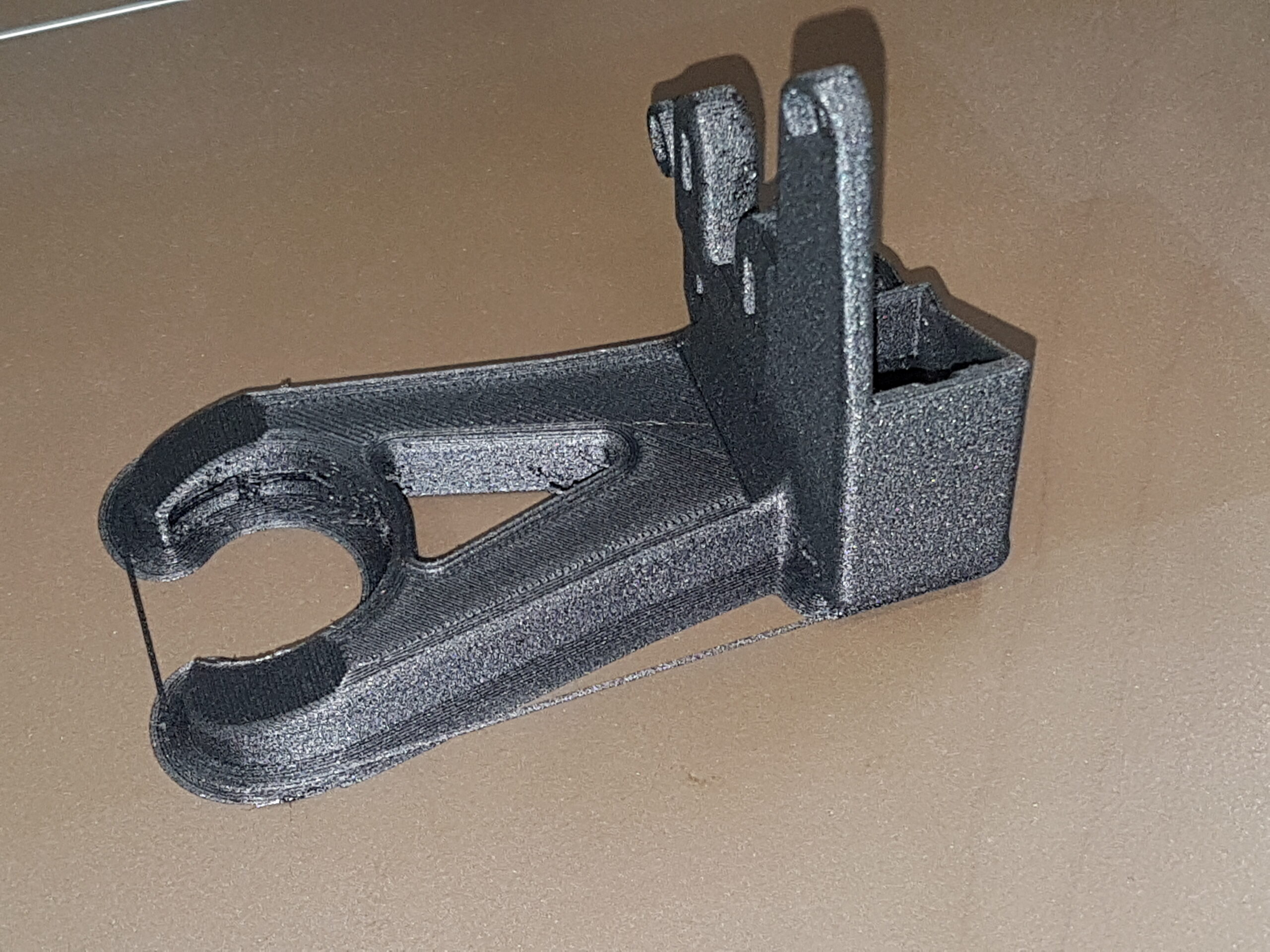
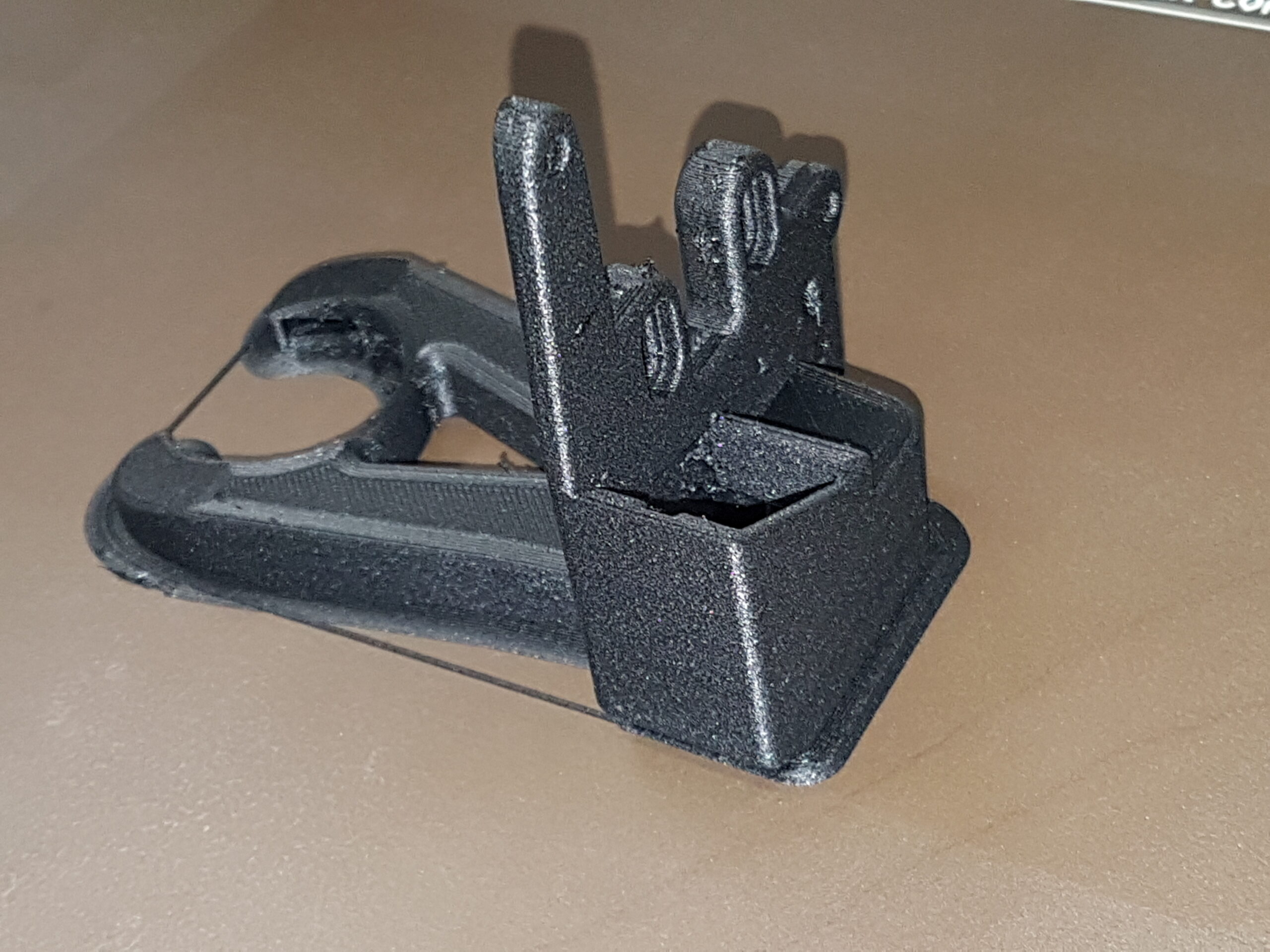
Hauptsächlich wollen wir Verbinder drucken die Aluminium Vierkantrohre verbinden.
Ich habe einen Plan (pdf) angehängt wie der aussieht.
Ich hoffe ihr könnt mir hier einige Tipps geben zu den Fragen die ich habe J
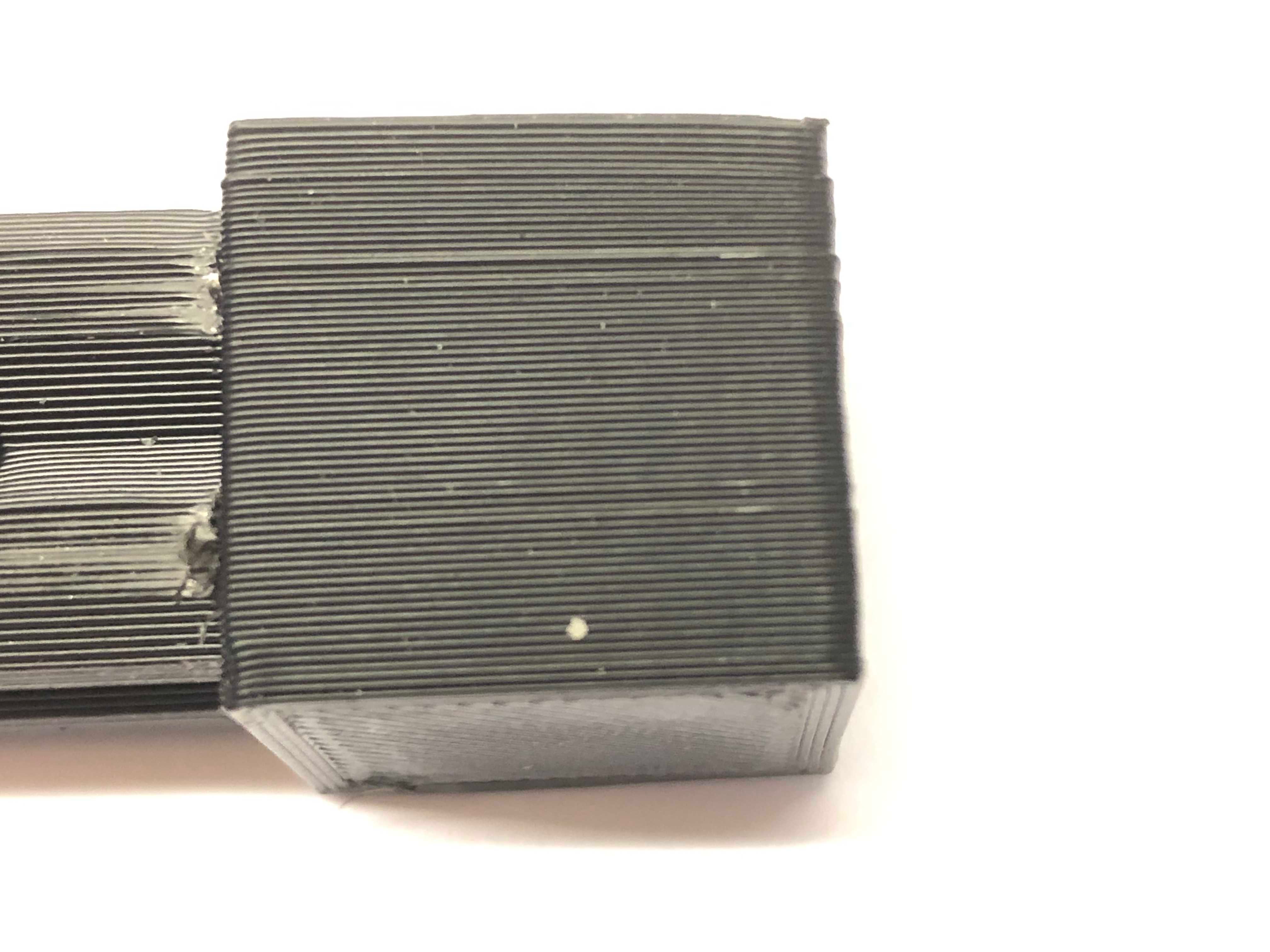
1: Beim Druck sind immer so komische Rillen im Druck. Also auf den vertikalen Wänden wie verschoben. Wie auf dem Bild. Und auch allgemein sind viele Linien nicht sauber? Kann mir hier wer sagen, was das ist? Oder was ich da falsch mache?
Bilder dazu:


2: Ich habe verschiedene Temperaturen ausprobiert von 235-260 Grad und Bett 110-115 (erste Schicht und danach auch). Bei 235 Grad und 115 Grad gab es ein Chaos und nix haftete aneinander. Druck abgebrochen. Habt Ihr ein Vorschlag was eine gute Temperatur für einen stabilen Druck ist für diese Winkel?
Einstellungen die ich probiert habe bei dem Druck sind auf dem Video.
3: Dann noch eine Frage zum Abkühlen lassen. Wie lange sollte man so ein Teil abkühlen lassen? Der Drucker ist ja in einem Haus und gibt es da einen Richtwert oder so was für die Zeit?
4: Beim Drucken, gab es so komische Geräusche bei gewissen Druckabschnitten. So ein starkes Vibrieren. Ich habe es auf dem Video aufgenommen. Weiss wer was das ist?
5: Ich habe viel über Infill gelesen und Festigkeit. Da wir versuchen so stabile Winkel wie möglich zu drucken wollte ich fragen was ihr davon haltet? Nach meiner Meinung ist ein Infill mit 70% (Gyroid) das stabilsten (neben 100%)? Bin ich da auf dem richtigen Weg?
Falls ich vergessen habe, etwas anzugeben an Daten oder Einstellungen bitte sagen. J Wie gesagt ich bin noch kein Experte.
Vielen Dank für eure Hilfe. J
Lieber Gruss
Oli
RE: Einge Fragen zum ABS Druck und Einstellungen
Mit den Bildern gab es einen Fehler.
Die Zeit um den Beitrag zu Editen ist leider abgelaufen daher hier die Bilder zu den Rillen und das PDF:

RE: Einge Fragen zum ABS Druck und Einstellungen
Hallo Oli,
Ich spreche keine Sprache, sorry ...
Bei starken Teilen ist es normalerweise besser, mehr Umfang und mehr obere und untere Schichten hinzuzufügen, als wenn Sie hohe Füllmengen verwenden
Auch größere Schichthöhen neigen dazu, stärkere Modelle zu ergeben.
Wenn Sie Ihr Eckstück betrachten, scheint die Unterseite des Eckpolsters (Fußpolster?) zu wenig "Quetschen" zu haben, was bedeutet, dass der Extruder zu weit vom Wärmebett entfernt ist.
Die Unterseite des Verbindungsarms weist eine schlechte Oberflächenbeschaffenheit auf, da er sich auf Stützen befand
Ist es möglich, das Fußpolster abzuschneiden, damit die Arme flach auf die Bauplatte gedruckt werden können, und einen Einsatz zu machen, um einen separaten Fuß zu erstellen? Vielleicht mit TPU für den Fußeinsatz ...?
Zwischenschichtbindungen sind der schwächste Teil gedruckter Modelle. Sie können die Verbindungen zwischen den Schichten verbessern, indem Sie gegen das heiße Ende der Drucktemperatur drucken.
Versuchen Sie, einen Temperaturturm zu drucken, um festzustellen, welche Temperaturen die besten Ergebnisse liefern. Versuchen Sie dann, den Turm entlang der Zwischenschichtbindungen zu brechen und festzustellen, welche Temperaturen die beste Festigkeit ergeben.
Erwägen Sie die Verwendung einer größeren Düse, die breitere, dickere Filamentspuren drucken kann, möglicherweise langsamer. Die breiteren, dickeren Spuren ergeben eine größere Festigkeit und sollten insgesamt schneller drucken, da das gesamte Modell weniger Spuren enthält
Grüße Joan
| Open in Google Translate |
Hi Oli,
I don't speak your language, sorry...
for strong parts you are usually better adding more perimeters and more top and bottom layers than using high levels of infill
Also larger layer heights, tend to give stronger models.
looking at your corner piece, the bottom of the corner pad (Foot pad?), seems to have too little 'squish' which means that the extruder is too far from the heatbed.
the bottom of the interconnect arm has poor surface finish because it was on top of supports
is it possible to cut the 'foot pad', off, so that the arms can be printed flat on the build plate and make an insert to create a separate foot? perhaps using TPU for the foot insert...?
inter layer bonds are the weakest part of printed models. you can improve inter layer bonds by printing towards the hot end of the print temperature .
Try printing a temperature tower to see what temperatures give the best results, then try to break the tower along the inter layer bonds, and see which temperatures give the best strength.
consider using a larger nozzle, which can print wider, thicker filament traces, possibly at a slower speed, the wider thicker traces will give greater strength, and should overall print faster, because there are fewer traces in the entire model
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Einge Fragen zum ABS Druck und Einstellungen
@o-stulz
Hallo li,
ich glaube Du kämpfst hier noch an mehreren Fronten.
Als da wären:
1. Dein First Layer scheint noch nicht gut zu sein. (Thema Haftung und Aussehen)
2. Dein Druck verzieht sich, das liegt sicherlich an den Druckeinstellungen. Hier solltest Du vorerst auf die Angaben vom Filamenthersteller vertrauen und nur in kleinen Schritten ändern.
3. Hast Du den Drucker schon kalibirert? Das ist nach dem Versasnd, und auch nach jedem Mal bewegen, zwingend notwendig. Siehe Punkt 1.
4. Taste Dich vielleicht erstmal mit einem Kalibrierwürfel an die passenden Druckeinstellungen ran, und drucke danach den/die Winkel. Grad mit dem Absatz der nachher im Rohr verschwindet ist gute Vorbereitung der Weg zu einem guten Ergebnis. Grad wenn man bedenkt das Du dort ja mit Stützstrukturen drucken wirst/musst.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Einge Fragen zum ABS Druck und Einstellungen
Ach ja, Joan hat natürlich auch recht mit dem Hinweis auf die grobere Schichtdicke. In gröberer Auflösung werden die Teile später besser belastbar.
Die Teile solltest Du vor dem entfernen im Gehäuse auf Umgebungstemperatur abkühlen lassen. ABS neigt sonst dazu zu reißen oder sich zu verformen. Hier wird es mit ASA dann deutlich entspannter. Aber auch das neigt zum Warping.
Deine Rillen wirst Du bei dem hier verwendeten Druckverfahren nicht los. Da kommt es nur auf die Schichtdicke an. Also wie ausgeprägt man die sieht. Denn weg bekommst Du sie sonst nur mit Acetonglättung. Das bringt aber wieder Probleme/Herausforderungen bei der Maßhaltigkeit mit sich.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Einge Fragen zum ABS Druck und Einstellungen
Hallo Leute,
Vielen Dank für die Tipps.
@joantabb
We can speak Englsih no worries.:)
Thanks a lot for your reply, I use 0.3mm height of the layers and I guess more is not possible?
I'll use this advice to set more bottom and top layers.
I'll also try out to improve inter layer bonds by printing towards the hot end of the print temperature.
@kai-r3
1. Habe gestern noch bei der ersten Schicht Kalibrierung die Höhe angepasst und nun ist das ok. Es war zu hoch eingestellt.
2. Das werde ich versuchen, danke.
3. Ich habe den Drucker selber gebaut (Kit) und in nun nach ein paar mal laufen nochmals Kalibriert von Anfang an, dass hat einiges gebracht. Denke er musste sich wie erst Einlaufen.
4. Mit den Würfel sah es super aus. Der passt auch von den Massen und hatte eine Differenz von 0.02-0.05mm.
Wie schon oben geschrieben, nutze ich 0.3mm Schichthöhe, dass geht ja nicht mehr oder? Das Ziel ist nicht ein ganz schöner Druck, sondern so stabil wie möglich.
Ist es da auch ratsam 100% infil zu drucken oder reichen 70%?
Habe ich gestern so gemacht, also die Teile so abkühlen lassen und dann wars viel besser.:)
Das mit dem Aceton habe ich mal gesehen, werde ich sicher mal ausprobieren aber nicht bei den Teilen.
Diese Teile müssen nicht total schön sein, sie müssen so stabil wie möglich sein, dass ist das Ziel.
Vielen Dank für deine Hilfe.
Lg
Oli
RE: Einge Fragen zum ABS Druck und Einstellungen
Hi Oli,
Ich denke mit einer Schichthöhe von 0,3 und 50% Gyroid könntest Du schon auskommen.
Wenn Du das Maximum ermitteln möchtest,wirst Du um Brucktests nicht umhin kommen.
Dann solltest Du aber auch darauf achten das Deine Teile paasend ausgerichtet gedruckt werden.
Also so, das z.B. nicht grad die einzelnen Schichten unter Zug stehen, sondern eher in Längsrichtung belastet werden. Oh mann ist das schwer zu erklären wenn man schreibt..... Ich versuchs mal anders. Die Layer nur mit Druck belasten, den längsverlauf der Drucke auf Zug belasten, und bei Torsion gut abwägen wie die Struktur des Teils es vorgeben könnte. Speziell bei Torsionsbelastung spielt das Infill auch wieder eine Rolle.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Einge Fragen zum ABS Druck und Einstellungen
@kai-r3
Ok werde das mal mit 50% und 100% testen.
Ja das mit dem richtigen Druck, dass weiss ich.:) Die Teile die ich nicht in der Linie drucken kann (die nach oben gehen) die haben ein Loch drin und werden eine Spannhülse bekommen zur Verstärkung.
Gruss
RE: Einge Fragen zum ABS Druck und Einstellungen
Hi Leute, will in nächster Zeit ziemlich viel abs drucken auf meinem prusa (für einen Voron 2.4).
Habe jetzt auf Discord von einem User gehört der das auch machen wollte, der hat gesagt das ihm die petg Teile mit der Zeit weich wurden und die Drucke ungenau waren.
Kennt das hier jemand auch?
RE: Einge Fragen zum ABS Druck und Einstellungen
Nun, die Antwort darauf ist ganz einfach. Hör nicht auf das was jemand in einem Forum gemeint hat, sondern schau Dir die Werte an.
Das ist auch nicht böse gemeint, aber es gibt einfach sooooo viele Faktoren die darauf Einfluss haben ob PLA, PETG oder sogar ASA weich wird. Die erste Frage ist also welche Temperaturen zu erwarten sind im Gehäuse. Liegen die bei Maximal 40° kann ich Dir sagen das es keinen Einfluss auf ordentliches PETg hat. Auch nicht an den Kontaktpunkten der Stepper. PLA "fließt" dir aber in Elektroniknähe fast weg. Auch das hatte ich schon bei langen ASA Drucken und einem dummerweise aus PLA gedruckten Gitter hinterm Einsy Gehäuse.
Aber wie gesagt, selbst bei stundenlangen ASA Drucken im Gehäuse/Schrank konnte ich keine Probleme verzeichnen. Und ich habe auch noch einige Teile aus PETg am Drucker. Den größten Teil habe ich allerdings mittlerweile durch ASA und Nylon ersetzt. Solltest Du also weiterhin Bedenken haben das Deine Temperaturen so extrem hoch gehen das PETg weich wird, nimm besser direkt ASA oder ABS.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Einge Fragen zum ABS Druck und Einstellungen
Ach so, den Fan Shroud solltest Du dann auf jeden Fall aus Nylon oder ähnlich temperaturstabilem drucken. Mir sind die aus ASA bei recht langen ASA Drucken immer weich geworden. Die aus ASA musste ich ca. alle 5 Stunden Druckzeit tauschen weil die Ecken runter kamen. Aber das waren auch Drucke bei konstant 260° auf der Düse.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Einge Fragen zum ABS Druck und Einstellungen
Ok Danke
Mein Fan shroud ist original von bondtech, bin nicht sicher aus was der ist?
RE:
Ich misch mich auch mal kurz in die Runde.
Ich habe eben einen fanshroud für mein aktuelles Selfmadeprojekt gedruckt. ABS und PETG hielt Temp. von 280 Grad C. nicht langfristig stand.
Nun habe ich eine Carbonnylon Version (3dxtech) gedruckt und beobachte derzeit wie sich dieser hält. Das Material lässt sich hervorragend bei 230-240/80-90 Grad C. drucken und ist wesentlich stabiler als das etwas sprödere ABS/ASA von Prusa. Wie er den Temp. standhält wird sich dann zeigen. Im äußersten Fall muss halt wieder PEEK herhalten.
Hier noch einige Bildchen (weil ich so gerne fotografiere 😊 ):


(etwas stringing ist bei Nylon normal)
Lässt sich auch super mit einer Feile und etwas Sandpapier "finishen":



Das Nylon (falls es jemanden interessiert) kann man hier ordern: https://www.filamentworld.de/shop/special-filament/nylon-filament/3dxtech-carbonx-1-75-mm-carbon-nylon-filament/?attribute_pa_nettogewicht=0-75-kg
Der Preis schreckt vielleicht etwas ab, aber Sonderanwendungen habe ich nicht so oft. Wichtig ist, dass das Material trocken gedruckt wird. Am Besten luftdicht mit Silikapolster lagern.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.