Auto Bed Leveling
Hallo,
ich habe seit kurzen einen i3MK3S und zum Bed Leveling eine Verständnisfrage.
Kurze Vorgeschichte: Das Gerät habe ich komplett montiert bei Conrad gekauft. Die ersten Drucke waren super. Dann habe ich die Firmware aktualisiert und (blöderweise) einen Factory Reset gemacht. Seitdem habe ich nicht mehr das gleiche Ergebnis wie vorher.
Ich habe dann den Z-Offset manuell eingestellt. Es scheint aber daß mein Druckbett minimal schief ist. In de Mitte ist die erste Schicht gut, rechts und links ist der Abstand zum Bett zu gering. Ich habe dann in den Druckbetteinstellungen die Rechte und Linke Seite mit einem +Offset versehen. Das Ergebnis sah zunächst ganz OK aus. Allerdings wurde mein Objekt auf der linken und rechten Seite höher gedruckt als in der Mitte.
Ich habe nun noch Octroprint am laufen und verwende das Plugin Prusa Leveling Guide. Dieses Zeigt folgende Werte an:
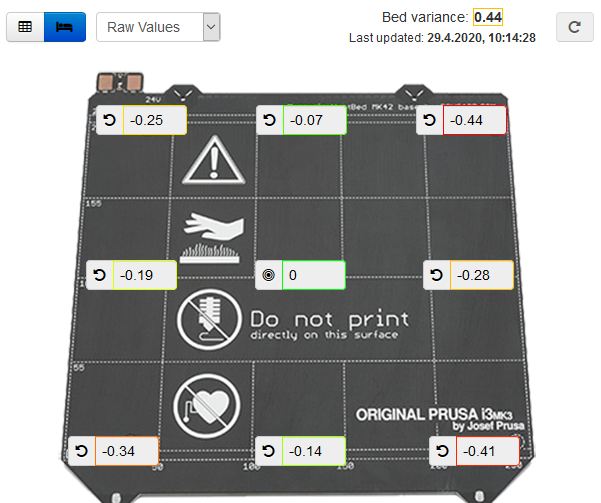
Das Plugin empfiehlt nun das Druckbett auf Federn zu lagern und darüber ein gutes Leveling einzustellen. Was ich nicht verstehe ist folgendes:
Ich dachte das der Sensor automatisch die unebenheit des Druckbettes erkennt (Es wird ja an 9 bzw. 49 Positionen der Abstand gemessen) und diese Unebenheit dann per Software ausgleicht. Das scheint aber (jedenfalls bei mir) nicht zu funktionieren.
Kann mir jemand einen Tipp geben bzw. erklären wozu die Messung am Anfang des Drucks gut ist?
Vielen Dank, Dierk
RE: Auto Bed Leveling
Hallo Dierk,
willkommen im Forum.
Der PINDA-Sensor vermisst beim Bed-Leveling die Abweichung in Z-Richtung von der Oberfläche des Druckbetts und die Firmware berechnet aus diesen Messwerten einen mittleren Z-Wert für die gesamte Fläche mit Schwerpunkt für den mittleren Bereich, dort wo meistens dein Objekt gedruckt wird. Die 1. Schicht und alle folgenden Schichten beziehen sich auf diese berechnete mittlere Höhe, ein Ausgleich über die Fläche kann nicht stattfinden, da sich sonst unerwünschte Stufen in dem Bauteil ergeben würden. Das ist dir auch schon aufgefallen. Wie sollte man das auch von der 1. Schicht zu den oberen Schichten ausgleichen, man bekäme über alles immer ein geometrisch verzerrtes Bauteil. In der Firmware ist ein solcher, von dir evtl. vermuteter automatischer Ausgleich über die Fläche nicht vorgesehen (Wer anderer Meinung ist möge bitte die Fakten benennen und alle Stellen in der Firmware aufzeigen, die diesen Vorgang belegen. An solche nur zu glauben, wären Fake-News!) . Es gibt nur den manuellen Ausgleich, mit den von dir beobachteten unerwünschten möglichen Folgen oder mechanische Korrekturen.
Es ist also ganz richtig diese feinen Unebenheiten mit mechanischen Einstellungen zu korrigieren. Es gibt dafür eine Reihe von Möglichkeiten:
1. Der möglichst perfekte mechanische Aufbau des Druckers, mit seinen Achsen zueinander, was auch mit der XYZ-Kalibrierung schon grob geprüft wird. Die Z-Kalibrierung richtet dabei die X-Achse durch Anfahren der beiden oberen Z-Anschläge möglichst genau horizontal aus. Es ist dringend erforderlich, dass diese Anschläge möglichst perfekt horizontal zur Oberfläche vom Druckbett ausgerichtet sind. Sollte man das nicht erreichen ist die Ausrichtung vom Druckbett zu prüfen, dazu zählen die Führungen der Y-Achse, die Y-Carriage mit ihren Linearlagern und die Distanzrollen zwischen Y-Carriage und dem Heizbett. Also eine ganze Menge Bauteile, die da eine Rolle spielen für diese Bruchteile von Millimetern! Um diese Feineinstellung einfacher zu gestalten gibt es derzeit 2-3 Methoden, hier einen einstellbaren Ersatz für die fixierten Distanzrollen zu verwenden.
2. Ein mechanischer Abgleich der Höhe vom Druckbett mittels Federn, oder anderen temperaturstabilen elastischen Materialien:
Bed Leveling with Wave Springs
3. Ein mechanischer Abgleich der Höhe vom Druckbett mittels Schrauben und selbst sichernden Muttern:
Bed Leveling without Wave Springs
Welche Methode einem besser gefällt, ist eher eine Frage der Gewohnheit und der verwendeten Materialen. Eine Toleranz wird sich immer leicht ergeben durch die starken Temperaturänderungen vom Heizbett und damit verbundenen Materialausdehnungen. Deshalb muss die genaue Einstellung auch beim warmen Heizbett erfolgen. Auch die Stabilität des Rahmens vom Drucker und sein Standort spielt eine Rolle dabei. Lege mal einen Bierdeckel unter einen einzelnen Gerätefuß und wiederhole deine Messung mit dem Prusa Leveling Guide Plugin. Es reicht auch nur ein Stück Kreppband, um kleine Unterschiede zu sehen, die sich besonders beim Druck von größeren Bauteilen bemerkbar machen.
Viel Erfolg dabei.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Auto Bed Leveling
@holger-s3
Moin, ich habe die Z-Toleranz unter 0,1mm mit "wenig" Zeitaufwand / Umbau über Paßscheiben DIN 988 0,1 / 0,2mm in den Griff bekommen. (0,05 mm hatte ich nicht zur Hand).
Bei mir hing die linke Seite ca. 0,2mm und musste ausgeglichen werden.
Zuvor Messuhrenhalter gedruckt und damit den Tisch x/y abgefahren. (ich habe die Achsen manuell abgefahren, besser ist abfahren über die Steuerung)
Wie Holger schon erwähnte, muss die Z-Achse stimmen.
Ohne Messtisch und Endmaße habe ich die Z-Anschläge einfach mit meinem Höhenanreißer überprüft (Klinge gedreht um unter die Anschlagfläche zu kommen) Nach der anschließenden Kalibrierung und mehrmaligen verfahren in Z, die Höhen der oberen X-Führungswelle kontrolliert, da die Z-Anschläge beim Gegenfahren richtig Druck bekommen und dabei nicht auszugehen ist, dass die gleich nachgeben. (die Anschläge habe ich neu gedruckt verstärkt & Lager für die Spindel versehen)
Um keine Brandblasen zu bekommen, habe ich dieses bei moderater Temperatur vom Heiztisch durchgeführt. Wie sich der Ausgleich bei verschiedenen Temperaturen verhält ?
Das ist jetzt nicht der perfekte Ausgleich der Platte aber war ohne Vorarbeit fix erledigt und der Drucker musste nicht komplett auseinander gebaut werden.
Grüße in die Runde.
RE: Auto Bed Leveling
Hallo Holger und info R-S
Vielen Dank für eure ausführlichen Antworten. Ich werde die von Holger verlinkte Anleitung mit den selbst sichernden Schrauben mal ausprobieren. Diese kann ich kurzfristig im örtlichen Baumarkt bekommen.
Die Variante mit den Paßscheiben finde ich auch interessant.
Grüße, Dierk
RE: Auto Bed Leveling
@info-r-s
wow, also nach der Methode #1, das war bestimmt recht mühsam und man braucht viel Geduld bis es passt! Glückwunsch! Wie verhält es sich beim Ändern der Temperatur vom Heizbett, das würde mich auch interessieren. Es lässt sich dann nicht so leicht anpassen, wie mit den beiden Schrauben-Methoden 2 & 3.
@dw
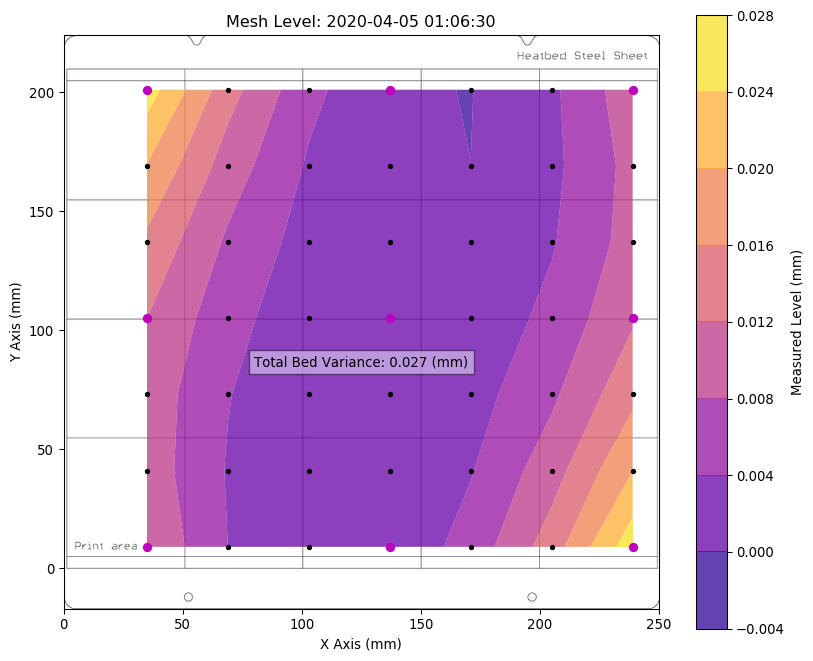
Die Methoden mit den Schrauben funktioniert bei mir recht gut, ich habe auch die Variante #3 mit Muttern gewählt und zusätzlich etwas Loctite 222 in den Gewinden der y-carriage benutzt, damit haben die Schrauben weniger lose in den Gewinden und lassen sich etwas schwerer drehen und damit gut justieren. Mit etwas Geduld stelle ich es beim vorgewärmten Heizbett meistens auf insgesamt < 0.030mm Abweichung ein. Kleinere Werte wären mit noch mehr Ausdauer auch möglich, lohnt sich aber letztlich nicht mehr wirklich. Die Einstellung verhält sich recht stabil, solange man mit unveränderter Temperatur arbeitet. Wenn man die Temperatur vom Heizbett ändert, von z. B. von PETG (85°C) auf ABS/ASA (115°C) oder umgekehrt messe ich leicht Abweichungen von insges. 0.5mm, dann stelle ich die Schrauben entsprechend wieder nach.
Alles etwas Aufwand, der aber mit einer perfekten 1. Schicht belohnt wird.
Beste Grüße, Holger 🙂
ps. Ein aktueller Screenshot von meinem MK3IR
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Auto Bed Leveling
@dw
Ich verwende seit Anbeginn starke Druckfedern von Gutekunst. Damit lässt sich das Druckbett rasch leveln und bleibt stabil in Position, vorausgesetzt die Vorspannung passt. Mein Druckbett wölbt sich nach dem Erhitzen von Raumtemp. auf 90Grad C. ca. 0.12 mm nach oben, weshalb ich beim Kaltleveln dies auch gleich berücksichtige. Mit wenigen Handgriffen und etwas Routine beim Einstellen liege ich in einem Toleranzbeeich von 0.05mm. Die Federn habe ich nach 2 Jahren regelmässiger Benutzung des Druckers routinemässig im Zuge einer Wartung ausgetauscht.
Wie Holger schon sagte: Eine stabile und korrekt justierte Mechanik ist Grundvoraussetzung für stabile Ergebnisse. Die FW kann keine 0.5mm "Buckelpiste" korrigieren. Meines Wissens kann man das Bett nach mechanischer Vorjustage an 4 Punkten über den G80 code +-0.1mm manuell nachkorrigieren, was aber bei einem guten montierten und ebenen Bett nicht notwendig ist.
Die nächsten Schritte wären dann dem Z-Firstlayer und der Reinigung des Druckbettes (unzählige male hier im Forum diskutiert) seine Aufmerksamkeit zu schenken.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Auto Bed Leveling
@karl-herbert
Hallo Karl, hast Du die Federn noch irgendwie abgefangen / Positioniert und hast Du die Schrauben noch mit Loctite oder ähnliches gesichert ?
In der Link ist dieses noch über einen Druckteller und einen Schlauchhülle geschehen.
Ich habe heute mal das Leveln über Federn versucht und im bei der XYZ Kalibrierung, hat die Software ein leichtes Schief stehen erkannt.
Zwar ok aber mein Hang zur Perfektion, möchte das nicht 🙂
Gruß nach Wien
Torben
RE: Auto Bed Leveling
@info-r-s
Ich habe die Druckfedern lediglich zwischen dem Aluträger und der Heizplatte positioniert. Ohne Schlauch, Tüllen, Scheiben, Kleber oder Ähnliches. Die Federn sind gehärtet, relativ stark und sind 2mm vorgespannt. Erfahrungsgemäss löst sich da keine Schraube. Allerdings muss je nach Temperatur, bedingt durch untersch. Wärmeausdehnungen das Bett leicht nachjustiert werden. Das liegt aber im Bereich von hundertstel Millimetern. Nach einigen Drucken kann es auch vorkommen, dass die X-Achse leicht schief steht. Um dass auszugleichen habe ich mir 2 präzise Z-Anschläge gebaut,an welchen ich die X-Achse ausrichte. Dazu mach ich die Motoren stromlos und fahre händisch auf die Anschläge. Mehr als 0.1mm musste ich im Regelfall nie nachjustieren. Mit der Zeit hat man das Nachjustieren gut im Gefühl und weiß wo man wieviel schrauben muss.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Auto Bed Leveling
@karl-herbert
ok danke für deine Antwort.
Ich habe mir einen Federteller gedruckt um die Position durch die Schraube etwas zu definieren.
Das Federpaket baut gesamt 8mm auf.
Wenn ich die XYZ Kalibrierung mache, findet er die erste Position nicht mehr auf der Platte und bricht die Kalibrierung ab.
Ich habe den Bondtech Umbau drauf und da setzt er den Z Wert ja schon auf 205mm.
Habt ihr eine Erklärung warum er durch die Erhöhung durch die Feder den Punkt auf der Platte nicht mehr findet ?
Mit den original Abstandshalter läuft es sauber durch.
Danke und schönen Abend.
RE: Auto Bed Leveling
Nachtrag:
nicht zusätzlich 8mm sondern gesamt 8mm Feder mit Federteller auf Block.
RE: Auto Bed Leveling
@info-r-s
Die 8mm sind etwas höher (ich denke 2mm) als die Distanzstücke. Aus diesem Grund wirst Du das von den 205mm subtrahieren müssen. Dem Drucker ist es egal ob das Bett auf Federn oder auf Distanzscheiben gelagert ist. Der Z-Gesamtweg sollte vom oberen Anschlag bis zum Druckbett passen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Auto Bed Leveling
@karl-herbert
Moin, so ich nähere mich meinen Vorstellungen. 😀
- Y-Achse 0.01° ausgerichtet
- Bed kalt gelevelt 0,00 / 0.03mm (war überrascht wie eben die Platte sich im kalten verhält)
Genaue Abweichungen unter Temperatur werde ich ermitteln wenn ich das Raspberry im Gebrauch nehme.
Du schriebst das sich dein Bed unter Temp. etwas wölbt.
Mir kam gerade in den Sinn, ob es nicht sinnvoll ist, in der Mitte einen Block zu setzen (ca. D= 8mm / 10mm) und "nur" die äußeren Punkte über die Federn zu leveln ? Dann hätte man ggf. eine Konstante.
Aber jetzt erstmal "happy printing" und einen schönen Tag.
@holger-s3, das leveln über die Ausgleichscheiben, fasse ich ggf. noch mal bei meinem Zweiten an, wenn ich 0,05mm Scheiben bekomme.
RE: Auto Bed Leveling
@info-r-s
Irgendwo musst das erwärmte Material sich ausdehen dürfen. Bei dieser filigranen Konstruktion wirst Du nicht vermeiden können, dass die Mitte, die Ecken oder in den Zwischenbereichen das Material sich ausdehnt und somit nach unten oder oben wandert. Am besten das Bett erwärmen und leveln. Alles innerhalb 0.05mm ist ohnehin eine ausgezeichnete Ausgangsbasis für gute Haftung. Das Leveln nimmt einige Minuten Zeit in Anspruch, was im Vergleich zur Druckzeit nur sehr gering ist.
Um dieses Wölben weitgehenst zu vermeiden, müsste man den Prusa umkonstruieren und mit einem stabilen, starren Tisch versehen und dementsprechend die Achsführungen neu auslegen.
Verbessern kann man fast alles; die Frage ist nur in welchem Maß das Sinn macht.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Auto Bed Leveling
@karl-herbert
… der Fluch der Perfektion 🙂
aber es hat schon sehr viel gebracht und ich bin ohne Leveln unter Temperatur, schwer zufrieden.
Danke für die Tipps !
RE: Auto Bed Leveling
Entschuldigt die Nachfrage:
Macht ihr diese Präzisionsarbeiten "nur" wegen der ersten Schicht?
Bei mir kleben die Sachen soweit ordentlich und das wäre also für mich kein Anlass.
Was mich ein bisschen (wirklich, nicht mehr!) nervt, dass diese Kontaktseite eben nicht überall so schön glasartig und gleichmäßig ist, sondern eben mal die einzelnen Filamentstränge erkennen lässt und an anderen Stelle eben nicht. Wenn man also eine solche gleichmäßige Fläche haben will, dann ist das schon ein Grund, das Bett präzise zu kalibrieren.
@ karl-herbert: Gutekunst? Über den "Federnshop"? Und falls ja: Welche Maße haben die richtigen?
RE: Auto Bed Leveling
@frizz
Die Präzisionsarbeiten machen sich spätestens dann bezahlt, wenn man mit kleineren Düsen als der 0.4er druckt. Aber natürlich auch für eine einheitlich saubere Bodenfläche. Wer darauf keinen Wert legt und mit der 0.4er und evtl. größeren Düsen druckt, wird wahrscheinlich nichts am Druckbett verändern oder präzisieren, was der Großteil der Druckgemeinde auch so handhaben dürfte.
Meine Federunterlagen haben sich bislang bestens bewährt. Ich arbeite nun seit über 2 Jahren damit und habe die Federn im Zuge einer Wartung präventiv einmal ausgetauscht.
Diese Federn habe ich in Verwendung (unterscheiden sich in der Qualität drastisch von anderen Durchschnitts- oder Billigprodukten):


https://www.federnshop.com/de/produkte/druckfedern/d-117a.html
Die Federn habe ich ca. 2 bis 2.5mm vorgespannt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Auto Bed Leveling
@karl-herbert
Moin Karl, da muss ich Dir, eigentlich selbstredend zustimmen. Bei einem sauber / geraden Bett, sehen die ersten Konturen, gerade bei größeren Teilen ungleich besser aus und halten natürlich auch dementsprechend gut.
... alleine der Umstand dass man „Normal“ vorne Links seinen First Layer einstellt und meist woanders Druckt, macht den Aufwand notwendig.
Viel Erfolg beim Leveln und Dir Karl beste Grüße nach Wien
Torben
RE: Auto Bed Leveling
Ich habe genau aus dieser "Vorne-Links"-Erfahrung dort entsprechend kleine Bauteile hingelegt. Ist aber keine so überzeugende Lösung, weil z.B. die Betttemperatur außen wohl doch "ein bisschen anders" als in der Mitte ist und deswegen wohl die Haftung auch anders. Ich werde diese Federn bestimmt demnächst einbauen, auch wenn ich in absehbarer höchstwahrscheinlich weder mit kleineren Düsen noch mit dem Ehrgeiz, besonders kleine Teile zu drucken, hier auftauchen werde. Erstmal den Drucker ien bisschen besser kennen und allein die verschiedenen ABS-Qaulitäten in den Griff bekommen.
RE: Auto Bed Leveling
Moin, lege das mit den Federn / Bed Leveling auf deiner Prio liste mal recht weit nach oben.
Das ist ähnlich wie mit einem Hausbau, Fundament schlecht, Rest auch schlecht 😀
Bild zeigt wie es nach dem sauberen ausrichten aussah. (war komplett über den ersten Layer so gleichmäßig)
Schönen Sonntag
RE: Auto Bed Leveling
Die Federn sind bestellt, aber leider hakt es etwas bei der Kontaktaufnahme. Also ist die Prio-Liste wieder kurz! Mir ist klar, dass die Bett-Frage eine maßgbliche ist, deswegen wird da auch nicht lange gefackelt.
Bleibt die Frage: Warum macht Prusa solche Federn nicht gleich in den Unterbau? Bei dem Gesamtpreis könnten diese Federn eigentlich (statt der Abstands-Zylinder) nicht so wesentlich bei der Kalkulation sein…