Problème adhésion et/ou extrusion
Bonjour,
après 500 mètres de divers filaments utilisés, rien ne va plus.
Les objets n'adhèrent plus à la feuille d'impression, la buse finit par tout emporter.
Donc redépart de zéro, calibration etc...
Et impression avec le gcode de prusa du sigle prusa proposé en exemple.
Le premier s'est décollé au bout de quelques couches et le deuxième, voyez la photo... 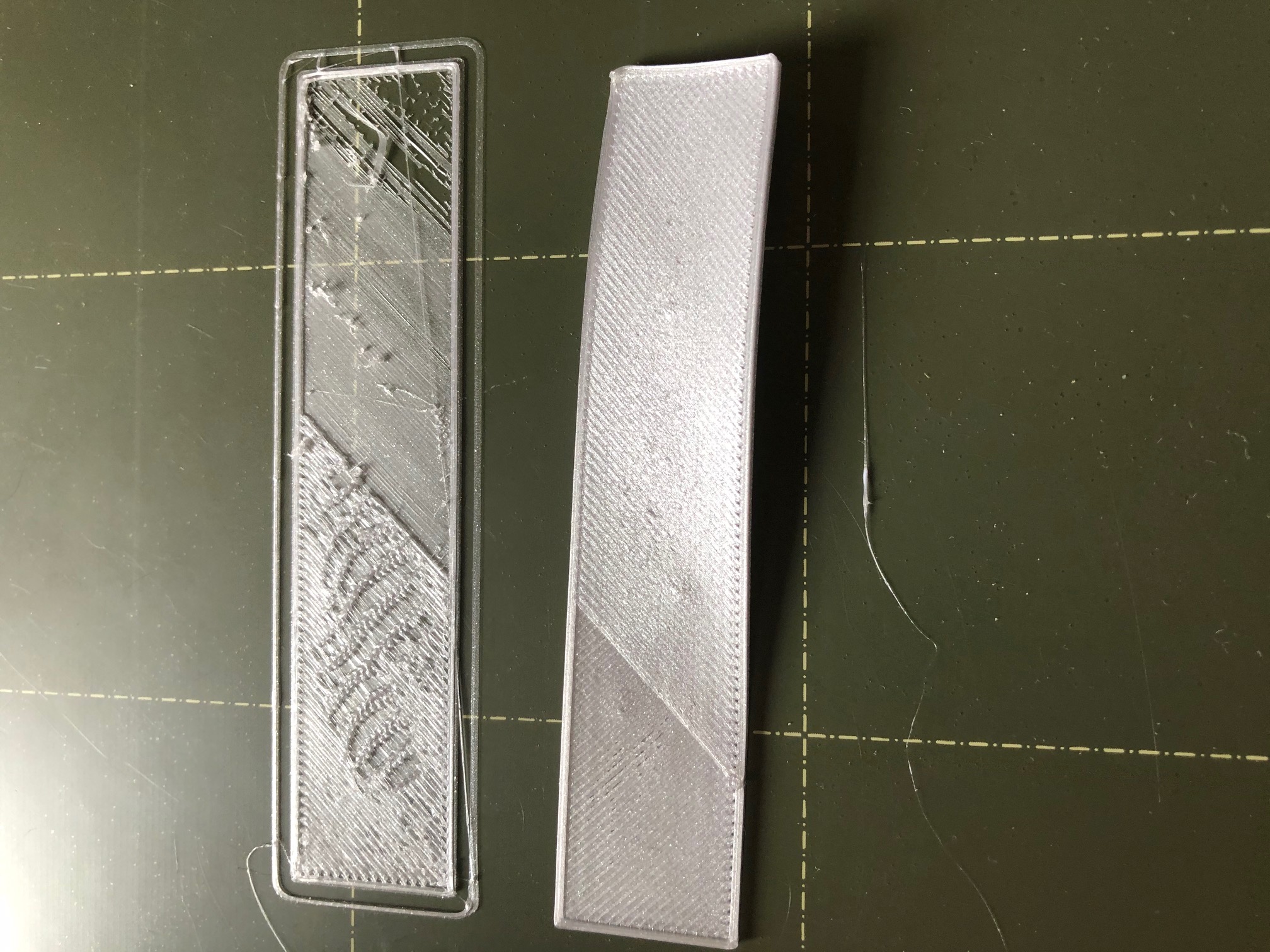
Une idée sur le problème??
RE: Problème adhésion et/ou extrusion
difficile d'être affirmatif juste sur la photo , mais les pistes possibles
- première couche trop basse suggérée par la première photo
- plateau a nettoyer alcool de préférence et plutôt a froid
- buse détériorée : soit partiellement bouchée
soit surface en contact avec impression abimée ( par exemple nettoyage avec une brosse agressive
soit abimée par le passage de filament abrasif (comme les chargé bois ou métal)
- calibre extrusion ne correspond pas au filament
- température buse ne correspond pas au filament
Suggestion : mesurer l'épaisseur du petite rectangle de la calibration première couche avec une pied a coulisse ( doit faire 0.20 mm ) sinon modifier le live Z en conséquence .
Déplacer l'impression vers une zone moins utilisée du plateau (si problème de propreté de celui-ci )
Changer la buse
Voila pour cité les principales causes de décollement
RE: Problème adhésion et/ou extrusion
@amigagoma
La buse a été changée la semaine dernière.
Le plateau est propre et tout neuf, puisque c'est l'ancien que j'ai retourné.
J'ai un problème de quantité de matière qui sort de la buse, je vais remonter le Z...
RE: Problème adhésion et/ou extrusion
Bonjour @pagespatrimoine
Retourner le plateau n'est pas suffisant pour le considérer comme propre 😉 en effet, les traces de doigts sont l'ennemi principal de ce type de plateau. Au vu des photos, je conseille également de nettoyer scrupuleusement la surface de print. La technique la plus efficace est: nettoyage au liquide vaisselle, rinçage eau très chaude, séchage avec du papier essuie-tout jetable, séchage sur le plateau chauffant pendant 10 min à 80°C.
Si le problème subsiste, on en reparle.
PS: même avec une buse neuve, si le corps de chauffe est encrassé, tu vas avoir un problème de flux matière. Pour le résoudre, si c'est avéré, procède également à un cold pull à 2-3 reprises: https://help.prusa3d.com/fr/article/traction-a-froid-cold-pull-mk3s-mk2-5s_2075
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Problème adhésion et/ou extrusion
Rebonjour,
Merci à vous deux pour vos réponses.
J'ai refait deux cold pull. Bien tout nettoyé.
Et surtout réinitialisé tous les paramètres de prusaslicer.
Le problème semble maintenant résolu, j'ai remonté le Z de -0.550 à -0.450, c'était la buse qui en appuyant sur l'objet qu'elle imprimait emportait tout le bazar.
Quant aux décollements, cela semble dû aux courants d'air dans mon bureau...
Impeccable depuis que j'ai fermé la fenêtre.
Bonne fin de week-end à tous!