"Embousages" récalcitrants de la buse
Bonjour à tous, it's a long time. 🙂
Je suis resté fort longtemps sans utiliser ma MK3S et j'ai dû régler des problèmes au redémarrage mais en même temps, j'ai compris les défauts de la première couche et je suis passé à 49 points de contrôle de distance*... Mais là n'est pas le souci.
Pour l'embousage, j'explique. La machine se comporte comme si elle extrudait un peu trop de filament. Au bout d'un moment, il y a formation d'une "perle" autour de la buse. Perle qui se détache et va se coller sur la couche en cours. Ensuite collision et arrêt. Les perles peuvent faire jusqu'à 3mm de diamètre. Si je suis présent, je peux intervenir en stoppant l'impression et en enlevant délicatement le défaut sur la couche. Mais ce n'est pas une solution ! Sur une impression de 2h, il peut y avoir 4 à 5 fois ce genre de défaut plus ou moins important. Au mieux, cela fait un petit défaut noirâtre localement. Au pire il y a arrachement ou arrêt.
Donc impossible de faire des extrusions parfaites et longues.
Quand je vois les Ender de mon IUT, celles-ci ont des mouvements très fréquents de recul du filament. Ma machine, non, pas de rotation inverse visible... J'utilise Prusaslicer.
Bref, cela me parait tout bête à régler mais je ne sais pas où intervenir.
- Soit sur le débit
- Soit sur le petit mouvement de rétractation. certains disent : la machine renifle.
Merci pour votre aide et bonne journée
*La première couche avait sur une zone de 12 cm² environ un aspect très rugueux et j'ai vu que dans ces zones, le galet d'entrainement du filament patinait. Un "toc" cyclique. Tout simplement le filament ne pouvait plus sortir. Jouer sur la hauteur de buse n'a pas fonctionné car localement, la distance devenait trop grande et il n'y avait pas d'adhérence au plateau. J'ai réglé le filament de manière moyenne et je suis passé à 49 points. Le plateau présente des défauts de planéité. Il faudrait même faire des corrections de distance localement. Je crois que c'est possible.
RE: "Embousages" récalcitrants de la buse
Une photo pour tout expliquer. 😎
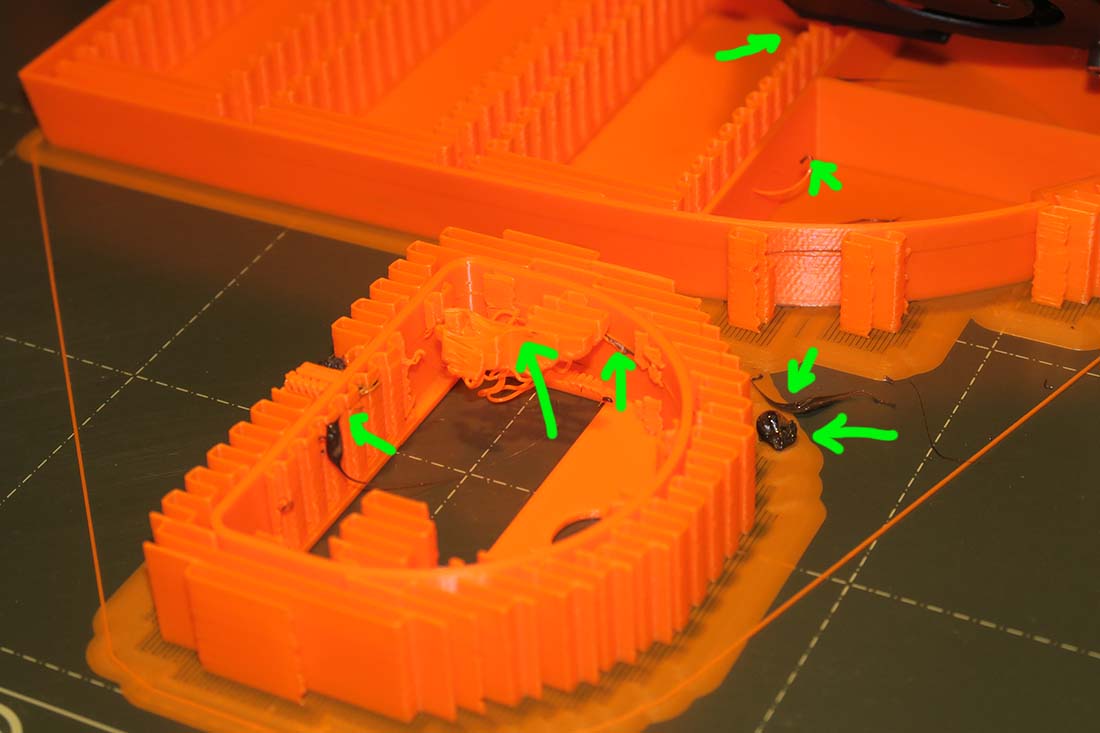
{kind=link}
RE: "Embousages" récalcitrants de la buse
Bonsoir,
Premier point de contrôle: es-tu sûr que ce n'est pas une fuite qui vienne entre la buse et le heartbreak?
Ta buse est-elle propre à l'extérieur (nettoyage à chaud avec une petite brosse laiton) et à l'intérieur (cold pull pour la débarrasser de scories, comme précédente impression avec du PETG par exemple)?
La pointe de ta buse est-elle en bon état (pas usée significativement avec du coup un diamètre > au 0,4 mm de la buse neuve).
Généralement, lorsque cela m'arrive, c'est lors d'une impression avec (ou après) du PETG, mais au pire c'est un point noir pour toute l'impression, pas plusieurs fois au cours de celle-ci.
PS: si tu as des pb de planéité du plateau, et si rien d'autre ne marche, tu peux réaliser le mod suivant: https://www.reddit.com/r/prusa3d/comments/bp440f/full_guide_to_doing_nylock_mod_if_you_havent_you/ Les vidéos, même en anglais, sont d'une bonne aide.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: "Embousages" récalcitrants de la buse
mais au pire c'est un point noir pour toute l'impression
Merci pour la réponse.
Voilà c'est ainsi... C'est pour toutes les impressions.
La buse ainsi que la tête ont dans les 30h de travail mais le problème était déjà présent dès la mise en place de la nouvelle tête équipée de la nouvelle buse donc pour la première impression.
En fait, j'ai continué à vivre avec ce problème en allant vérifier très souvent, en enlevant au couteau les défauts. Mais là, je suis lassé et j'ai envie d'une machine qui marche.
Donc le matériel pour moi est ok. Pas de fuite, buse non usée... De mon point de vue, c'est avant tout une question de pilotage.
Je suis en train d'imprimer à peu près la même pièce avec un programme fait avec Cura. Encore des petits problème mais je ne connais pas Cura. Je ne l'utilise peut être pas au mieux.
Merci pour vos propositions. 🙂
mais au pire c'est un point noir pour toute l'impression
RE: "Embousages" récalcitrants de la buse
Je te propose déjà de commencer par modifier ton code de démarrage. La question a été documentée ici, entre autres:
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: "Embousages" récalcitrants de la buse
Merci pour la réponse. Le problème ne survient que très rarement au moment de la 1ère couche. Est-ce que la modification du code va s'effectuer tout du long de l'impression ?
Sinon. Je viens d'aller chercher une impression faite cette nuit. Découpage via CURA et non Prusa Slicer...
Déjà, pas d'arrêt pour collision et moins de problème. Par contre, c'est plus difficile d'arracher le support et mes hublots sont moins précis. Cela me fait penser que les paramètres de pilotage que j'utilise via PS ne sont pas les bons..
Merci pour votre aide 🙂

RE: "Embousages" récalcitrants de la buse
Non, cela supprime juste les coulures au moment de palper le plateau, et la petite crotte qui peut s'accumuler au démarrage et tomber en une ou plusieurs fois.
Tu imprimes avec quel filament (matière, marque)? Quel profil d'impression? Quel profil machine? Sois précis dans les réponses car PS est optimisé et si tu imprimes bien avec Cura (excluant donc le pb matériel) c'est probablement que ton pb est de configuration logicielle.
Soir PrusaSlicer (quelle version utilises-tu?) Soit firmware (es-tu à jour?).
Continuons à creuser.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE:
Bon j'ai voulu éditer et modifier ma précédente réponse mais le time to edit était dépassé. 😎
Je n'ai pas de problème de perles de PLA au cours de la 1ère couche ni beaucoup de filament qui sort lors de la préchauffe.
J'ai noté en observant la machine travailler. Les supports via Cura sont avant tout des trajectoires droites pour mes 2 parties de coques. Peu d'arrêts d'extrusion dans ce mode d'impression. Donc je continue à penser que mes paramètres d'impression gèrent mal tous les micro arrêts d'extrusion qui sont beaucoup plus fréquents avec Prusa Slicer. Du PLA s'accumule au niveau de la buse jusqu'à débordement.
Le PLA est du Prusa plutôt récent et le soft est assez ancien.
D'où ma question : comment gère-t-on le retrait de filament ? (je n'ai pas encore trouvé sur Cura)
Merci par avance
RE: "Embousages" récalcitrants de la buse
Version 2.3.3 pour PS et la machine n'a pas été remise à jour depuis 2 ans peut-être ?
RE: "Embousages" récalcitrants de la buse
Bonjour,
C'est une bonne idée de mettre à jour le firmware, car le gcode généré par un PrusaSlicer récent est optimisé pour les firmwares récents.
Pour les réglages de rétraction, ça se trouve dans les réglages avancés du filament.
RE: "Embousages" récalcitrants de la buse
Le firmware est le 3.9.3 ; je viens de regarder sur l'écran...
RE: "Embousages" récalcitrants de la buse
Pour les réglages de rétraction, ça se trouve dans les réglages avancés du filament.
Je ne vois pas trop quel terminologie est employée...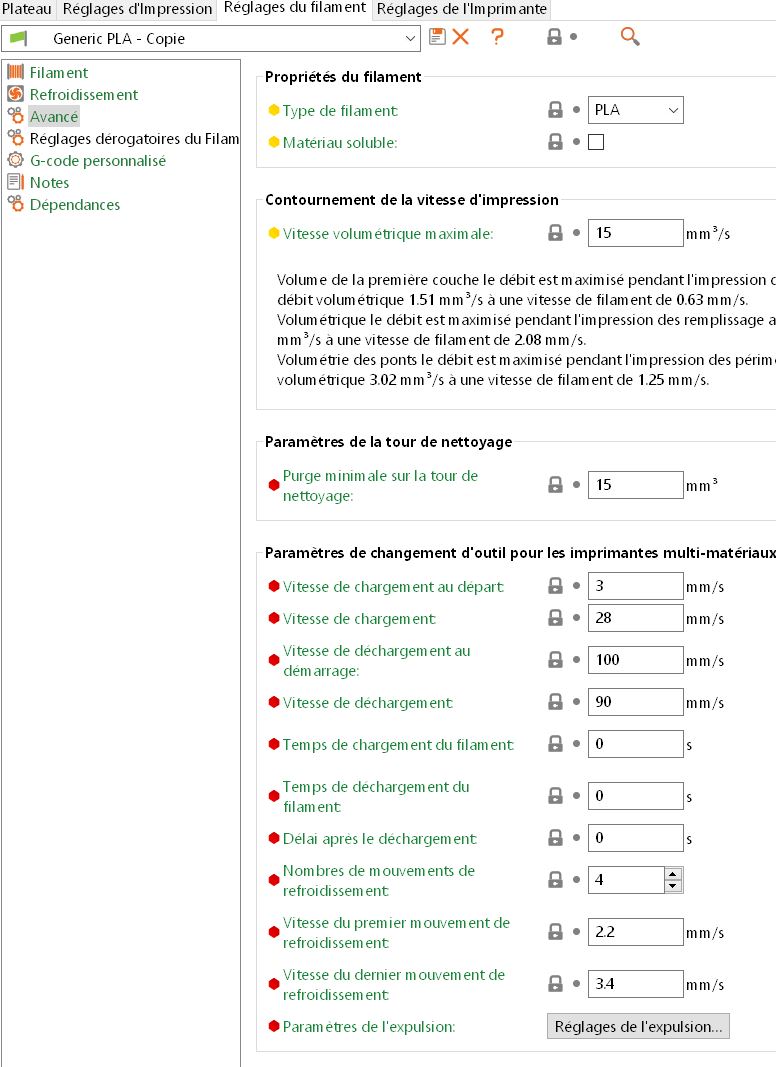
RE: "Embousages" récalcitrants de la buse
Bonjour,
Va voir dans les Réglages du filament > Réglages dérogatoires du Filament. Si la case n'est pas cochée (c'est la partie peu intuitive du truc, je trouve) c'est que la valeur utilisée est celle de la machine dans Réglages de l'imprimante > Extrudeur 1 > Rétraction.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: "Embousages" récalcitrants de la buse
Premier point de contrôle: es-tu sûr que ce n'est pas une fuite qui vienne entre la buse et le heartbreak?
En fait, je n'y croyais pas du fait que j'avais acheté une tête complète chez Prusa et qu'elle avait tourné autour de 200 heures seulement.
Mais oui, c'était ça. fuite importante et pour finir un colmatage complet avec démontage de toute la tête, changement de buse, retaraudage du filetage pour qu'il soit parfaitement propre... etc etc
Merci pour ce réflexe que par manque d'expérience je n'ai pas encore