Calibration file for ABS et al
Hello All,
newbie to printing here, I am switching to ABS after almost finishing the bundled PLA, but would like some advice:
Below you will find the gcode with my annotations: I have changed the temps to the ones suggested by Josef in the material guide, but I am not sure if that is all that is needed? Any advice on tweaking to be done regarding extrusion, feedrate or any other parameters? (even though I guess it's Slic3r doing all the work behind the scenes...)
I am more interested in the why than the specifics of ABS calibration (and any link to information is more than well accepted!)
Thanks in advance
Ulli
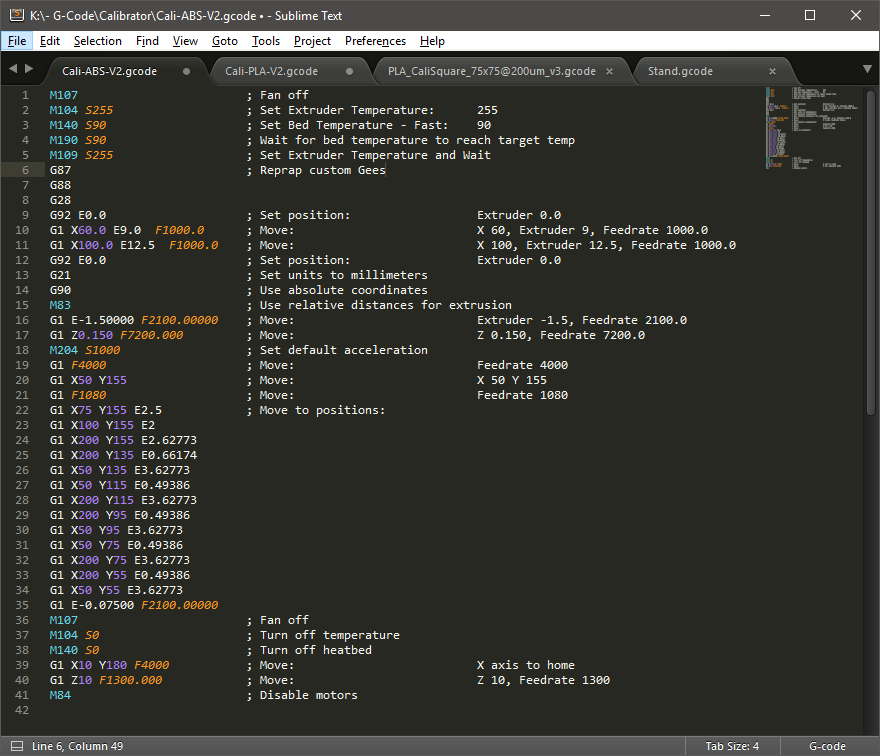
M107 ; Fan off
M104 S255 ; Set Extruder Temperature: 255
M140 S90 ; Set Bed Temperature - Fast: 90
M190 S90 ; Wait for bed temperature to reach target temp
M109 S255 ; Set Extruder Temperature and Wait
G87
G88
G28
G92 E0.0 ; Set position: Extruder 0.0
G1 X60.0 E9.0 F1000.0 ; Move: X 60, Extruder 9, Feedrate 1000.0
G1 X100.0 E12.5 F1000.0 ; Move: X 100, Extruder 12.5, Feedrate 1000.0
G92 E0.0 ; Set position: Extruder 0.0
G21 ; Set units to millimeters
G90 ; Use absolute coordinates
M83 ; Use relative distances for extrusion
G1 E-1.50000 F2100.00000 ; Move: Extruder -1.5, Feedrate 2100.0
G1 Z0.150 F7200.000 ; Move: Z 0.150, Feedrate 7200.0
M204 S1000 ; Set default acceleration
G1 F4000 ; Move: Feedrate 4000
G1 X50 Y155 ; Move: X 50 Y 155
G1 F1080 ; Move: Feedrate 1080
G1 X75 Y155 E2.5 ; Move to positions:
G1 X100 Y155 E2
G1 X200 Y155 E2.62773
G1 X200 Y135 E0.66174
G1 X50 Y135 E3.62773
G1 X50 Y115 E0.49386
G1 X200 Y115 E3.62773
G1 X200 Y95 E0.49386
G1 X50 Y95 E3.62773
G1 X50 Y75 E0.49386
G1 X200 Y75 E3.62773
G1 X200 Y55 E0.49386
G1 X50 Y55 E3.62773
G1 E-0.07500 F2100.00000
M107 ; Fan off
M104 S0 ; Turn off temperature
M140 S0 ; Turn off heatbed
G1 X10 Y180 F4000 ; Move: X axis to home
G1 Z10 F1300.000 ; Move: Z 10, Feedrate 1300
M84 ; Disable motors
Re: Calibration file for ABS et al
Hi Ulli,
I dumped ABS for two reasons,
1, the fumes caused me terrible breathing issues, my chest took ages to recover after printing ABS
2, without an enclosure i was getting terrible shrinkage and intr layer bonding.
I now use PETG
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Re: Calibration file for ABS et al
Hi Joan,
PETG (e-Sun transparent green) was my first choice, but switched to ABS after quite bit of hassle with the stickiness and overall mess it tends to create.
I am a bit disappointed as I need to print some mechanically stressed parts and after reading opinions like yours it seemed like one of the best choices.
(I bought a roll of PETG, one of ABS and one of Nylon that I'm saving for last as it is horribly expensive to learn how to print on)
How do you deal with the stickiness? Whenever I print PETG I am terrified of leaving the room: as soon as I stop looking it somehow finds a way to tangle itself into a horrible mess. I tried default Prusa settings, googled, lowered the extrusion multiplier, googled again, played with temperatures... then I gave up and changed to ABS which by contrast is almost as easy as PLA if not for the very slight warping that I have to learn to correct...
Thanks for the advice, I will definitely be aware of the fumes and ventilate the room as much as possible.