Strange first layer behaviour
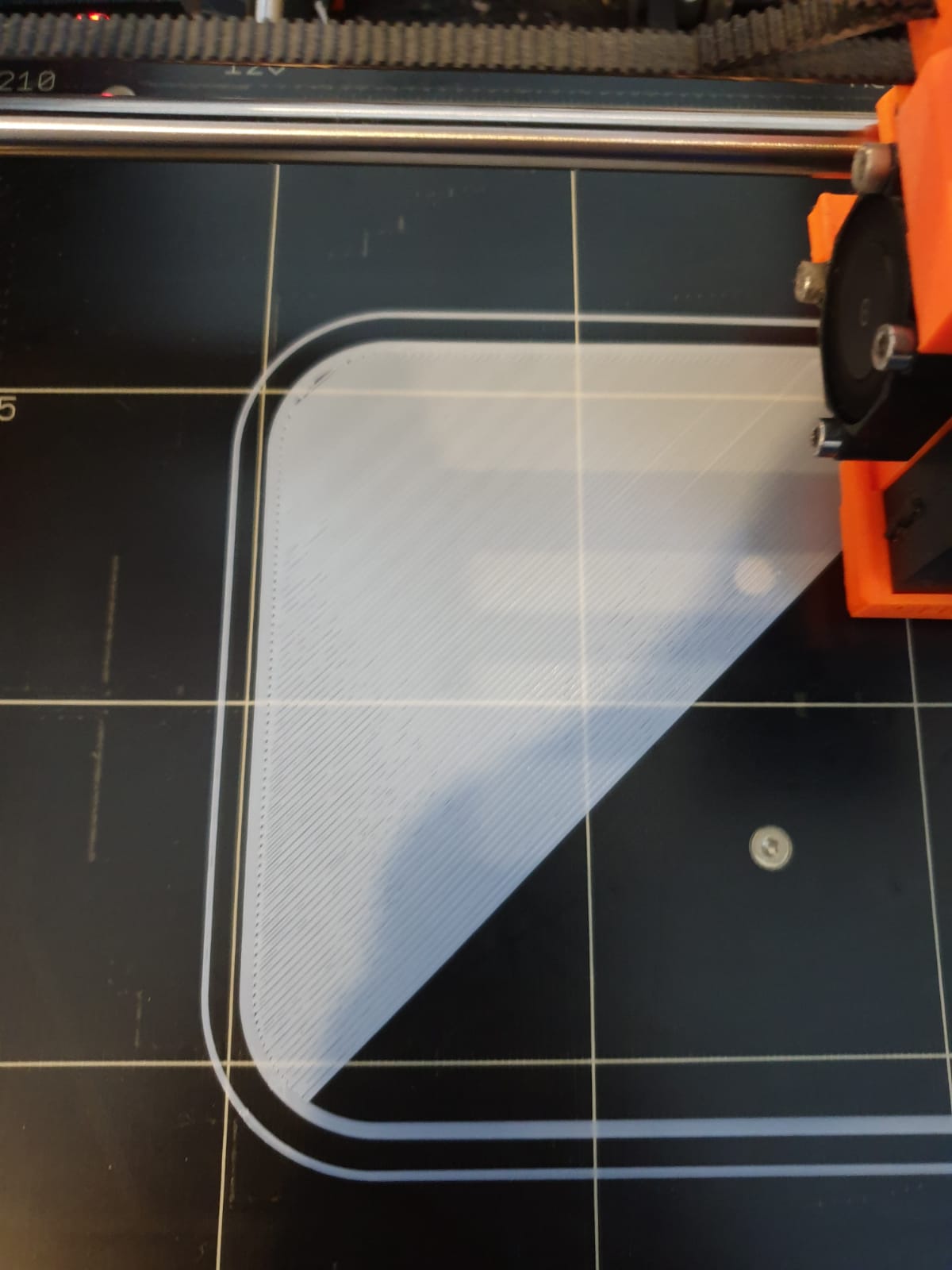
Can anyone explain what is happening here? If i increase the Z-offset so it's higher from the build platform I get a visible divide between the outlines on the left and top(rear) sides, while being perfect on the front and right side.
I thought it was the nozzle so I replaced it. I have adjusted the front, rear, left and right offsets. The bed is on a level surface.
Any suggestions welcome. I had this problem about a year ago as well, went away by itself.
Thanks,
Josh
RE: Strange first layer behaviour
This is pretty normal behavior. Beds are not perfectly flat, and the mesh level correction is an approximation. Often a compromise is needed to obtain a layer 1 that is 'mostly' correct. Corners can be especially problematic, and will often have over-extrusion.
Using the 7x7 mesh, and minimizing the bed correction factors sometimes arrives at the best results. Also, establishing a "best temperature" for the PINDA can also help with mesh variations. In the default setup, the PINDA is subject to warming as it moves from front to rear, and since it is temperature sensitive, so some soak the PINDA to a known temp before doing the mesh level. Here's an excerpt from my startup code that shows a couple of tricks that help with some issues.
M115 U3.7.1 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
; cool down PINDA
M106 S255 ; turn on fan
M104 S0 ; turn off nozzle heat
M140 S0 ; turn off bed heat
M860 S35 ; wait until PINDA is less than 35C
M106 S0 ; turn off fan
; preheat nozzle to a low temp, get plastic mushy before driving into the bed with G28
M140 S[first_layer_bed_temperature] ; set bed temp
M109 S175 ; wait for extruder temp
M190 S[first_layer_bed_temperature] ; set & wait for bed temp
G28 W ; home all without mesh bed level
; soak PINDA then level
G0 X50 Y50 Z1 F3000; this is a good PINDA heating position
M860 S37.5 ; wait until PINDA is >= 35C in winter, 37.5C spring/fall, 40C summer
G80 N7 R5; mesh bed leveling
; heat to extrude temp
G0 X0 Y-3.0 Z10 F3000; this is a good nozzle heating position
M109 S[first_layer_temperature] ; set & wait extruder temp
; purge
G1 Y-3.0 Z0.20 F1000.0 ; go outside print area
G92 E0.0
G1 X1.0 Y-1.0 E0.5 F500.0 ; scribble 1
G1 X1.0 Y-3.0 E0.5 F500.0 ; scribble 1
G1 X2.0 Y-1.0 E0.5 F500.0 ; scribble 2
G1 X2.0 Y-3.0 E0.5 F500.0 ; scribble 2
G1 X3.0 Y-1.0 E0.5 F500.0 ; scribble 3
G1 X3.0 Y-3.0 E0.5 F500.0 ; scribble 3
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.0 F1200.0 ; intro line
G1 X97.0 F2000.0 ; wipe left
G1 X105.0 F3000.0 ; wipe right
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
; end Printer Start gcode