MK3S und MMU2S Reinigungsturm

RE: MK3S und MMU2S Reinigungsturm
Hallo,
habe immer Probleme wenn der Extruder im Wischturm die Brücke Druckt. Profile ist stock slow, die Spitze des Filaments ist gut keine ladefehler. Es gibt kein Profile um die Geschw. des Reinigungstowers anzupassen habe es mit Temp. Petg von 220 bis 240 versucht immer gleiches ergebnis. Vielleicht weiß jemand rat. sg Alex
RE: MK3S und MMU2S Reinigungsturm

RE: MK3S und MMU2S Reinigungsturm
Hallo,
versuch mal folgende Parameter zu verändern:
- Druckeinstellungen - Geschwindigkeit - Überbrückungen - Vorschubgeschw. erhöhen
- Filamenteinstellungen - Kühlung - Brückenlüftergeschw. - 100%
- Druckeinstellungen - Erweiterte Einst. - Brückenflussverhältnis - Wert z.B. auf 0.3 setzen
Du kannst die Dimensionen des Wipetowers auch etwas anpassen:
- Druckeinstellungen - Mehrere Extruder - Breite
Viel Erfolg und gutes Gelingen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3S und MMU2S Reinigungsturm
Hi, vielen Dank für deine schnelle antwort 👋 leider haben die Geschwindigkeiten keinen Einfluss auf den Turm... im Slicer wird der Turm immer nach den beiden Ladegeschwindigkeiten mit ~82mm/sec gefahren selbst wenn ich alle Geschwindigkeiten auf 20mm/sec einstelle
RE: MK3S und MMU2S Reinigungsturm
@kwadcore
Ladegeschwindigkeit ist etwas anderes. Hast Du die anderen Parameter auch getestet? Was einen Einfluss auf die Druckgeschwindigkeit haben muss ist die globale max. Volumengeschwindigkeit.
Noch einige Infos dazu hier:
https://help.prusa3d.com/de/article/reinigungsturm_125014
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3S und MMU2S Reinigungsturm
@karl-herbert
Ja, Brückenlüfter ist auf 100%. Bei Testdrucks von Brücken habe ich bei einem abstand von 10mm gar keine Probleme. Ich habe mich auch mit dem abstand gespielt Standart ist 10mm diesen Wert habe ich auf 5mm abgändert leider mit dem gleichen Ergebnis. Ladegeschw. ja das weiß ich ich wollte damit sagen das es die einzige Geschwindigkeit ist die ich im Turm ändern kann, wenn ich alle Geschw. auf 20mm/sec stelle wird der Turm trotzdem in jeder Schicht mit 82mm/sec gedruckt, ich denke das hier der Fehler ist doch habe ich keine einstellung gefunden die hier die Geschwindigkeit im Turm bei einer Brücke beeinflusst. Neueste Firmware inst. inkl neuem Slicer.
RE: MK3S und MMU2S Reinigungsturm
@kwadcore
Ich denke, dass man in die wipetower Parametrik nicht eingreifen kann, da dies im Slicer Sourcecode verankert ist. Was Prusa daran geändert hat kann ich auch nicht sagen. Ich habe aber diesbezüglich mit PETG und den originalen Slicereinstellungen keine Probleme dieser Art.
Vielleicht kann Dir diesbzgl. der Prusachat genauere Auskünfte geben.
Das Problem wurde auch schon hier diskutiert: https://github.com/prusa3d/PrusaSlicer/issues/2058
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3S und MMU2S Reinigungsturm
@karl-herbert
ja, vielen Dank erstmal! Ich habe jetzt gerade nochmal ein Paar Tests gemacht. Der Drucker nimmt die "Brücken" nicht als solche da der Lüfter
nicht voll aufdreht sondern Standard bei 75 ist. Ich habe Prusa das mal zusammengefasst ich melde mich falls ich das Problem lösen kann.
RE: MK3S und MMU2S Reinigungsturm
Hier die Antwort seitens Prusa.

RE: MK3S und MMU2S Reinigungsturm
Habe anschließend den Speed am Drucker von 100 auf 40 gestellt 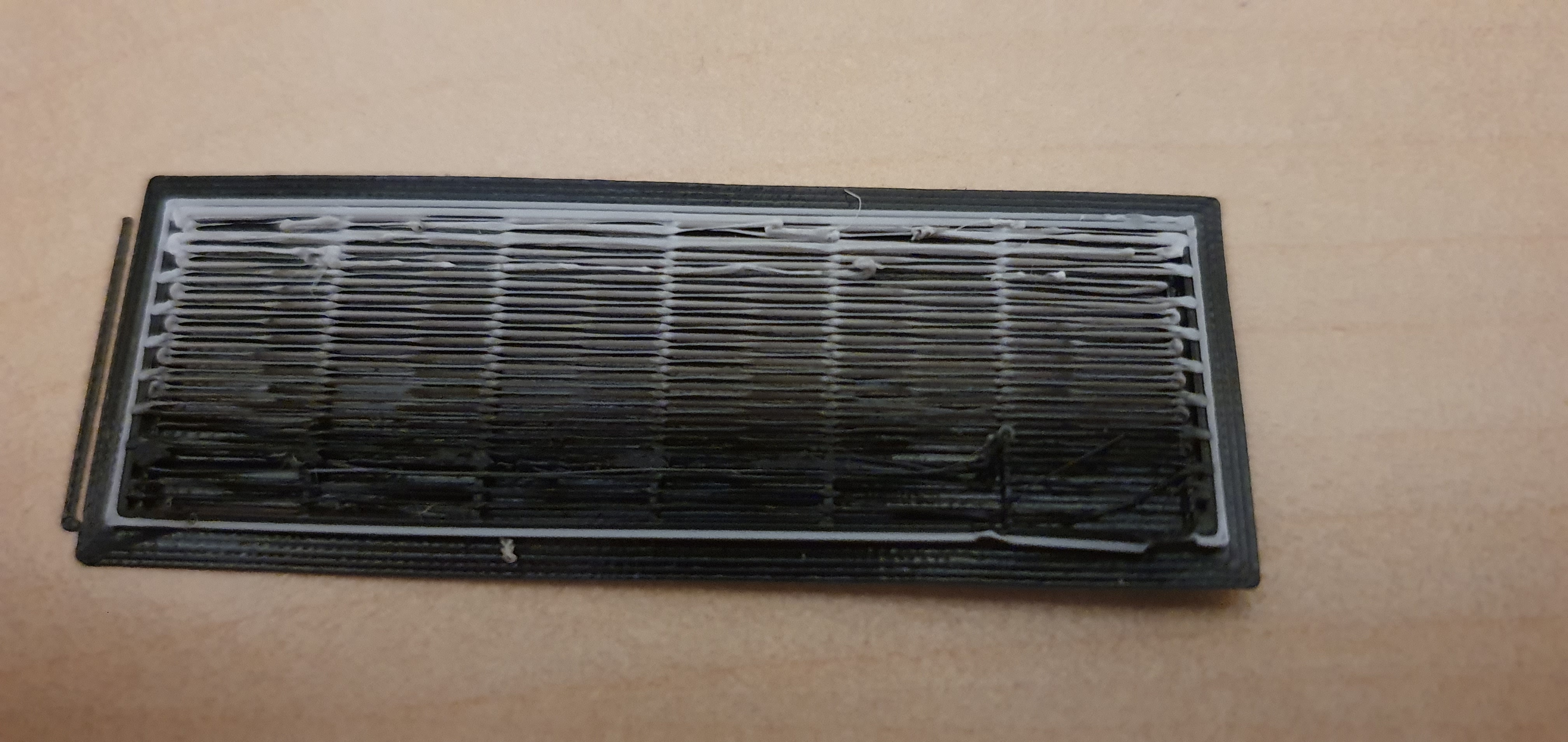
RE: MK3S und MMU2S Reinigungsturm
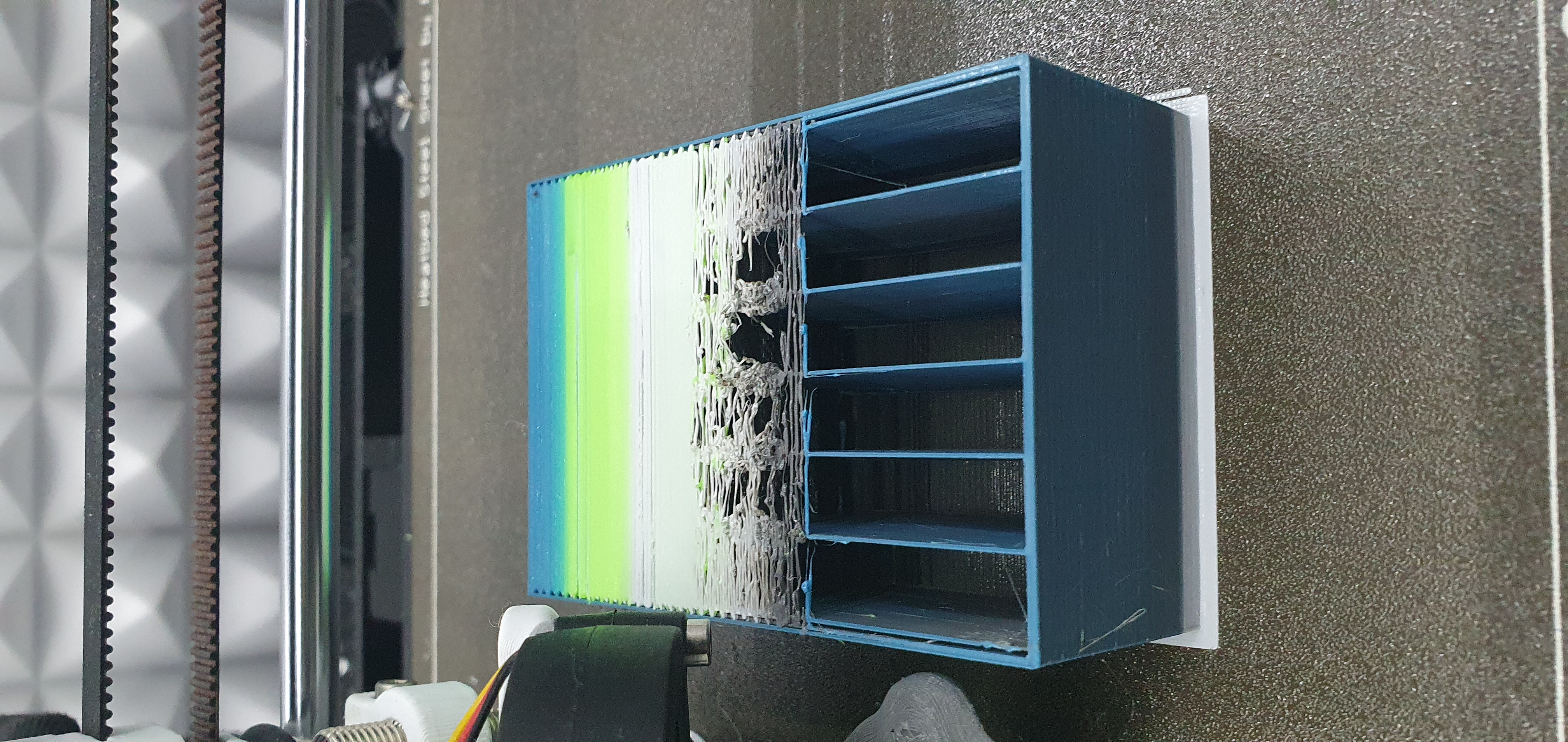
Für mich schaut es so aus als wenn zu wenig extrudiert wird, ich habe mich auch stark mit den Lüftereinstellungen gespielt und komme nun auf einen Wert von 43% komisch finde ich das es keine gleichmäßige Fadendicke gibt. Wie gesagt läuft der eigentliche Druck gut. Es gibt keinen unterschied im Wischturm wenn ich z.b. extreme volumengeschw. angebe z.b. 15 oder 3 was mir hier aufällt ist das der Prusa Slicer nicht neu slicen will erst wenn ich ein Objekt verschiebe.
RE: MK3S und MMU2S Reinigungsturm
Habe nun Einstellungen gefunden die mir helfen. Prusa gab mir die Standart hilfen. Es sind Einstellungen die sehr wahrscheinlich nur bei mir wirklich funktionieren🙃. Aber als Anhaltspunkt ist die Temp. und Lüfter Geschwindigkeit entscheident, die Ladegeschwindigkeit wurde fast halbiert. Ich möchte nicht sagen das 3D Jake Petg mit einer MMU nicht geht habe aber zum vergleich 2x Extruder Petg versucht. Mit den Stock werten außer dem Ramming (wurde angepasst) und 215° liegen Welten. Aktuell ist ein Druck seit 28 std. drinnen und noch kein einziger Ladefehler oder Probleme beim Reinigungsturm.