Filament Widerhacken in Extruder
Hallo zusammen,
ich habe den Prusa MK3S+ mit der MMU. Seid einigen Tagen habe ich Probleme beim zurückziehen des Filaments. Bei ca. jedem 2. Druck habe ich das Problem das er im Exruder einen Widerhacken bildet und sich das Filament somit nicht zurückziehen lässt. Ich habe es auch schon mit einem anderen Filament probiert aber leider hat sich nichts geändert. 🙁 Hat jemand das selbe Problem schon gehabt?
RE: Filament Widerhacken in Extruder

RE: Filament Widerhacken in Extruder
@coolergeiger
Hallo und willkommen im Prusaforum!
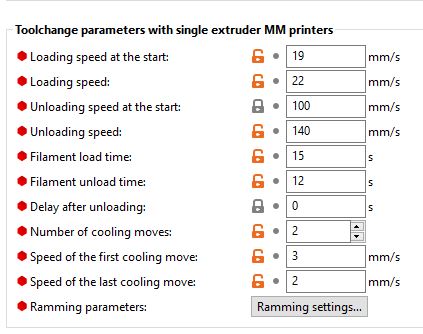
Je nach Filamenttyp gestaltet sich das Formen der Filamentspitzen mehr oder weniger schwierig. Im PrusaSlicer kann man dies mit den Ramming Parametern oder den Entladewerten bzw. Geschwindigkeiten beeinflussen. In den verschiedenen Prusa Profilen sind zwar Werte voreingestellt, meist müssen diese aber experimentel optimiert bzw. angepasst werden.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Filament Widerhacken in Extruder
@karl-herbert
Hallo Karl,
Danke für deine schnelle Hilfe. Hast du an den Rampenparametern schoneinmal was ein bzw umgestellt? Leider habe ich keine ahnung in welche richtung ich dort was einstellen soll.
RE: Filament Widerhacken in Extruder
Hallo Zusammen,
ich habe das gleiche Problem, dass das Filament vom Extrudergetriebe richtig "gefressen" wird. Ablauf dann bei mir wie folgt:
Druck wird gestartet -> Stundenlanger fehlerfreier Druck -> Druckkopf fährt zur Seite -> Filament wird gerammt kommt aber nicht mehr raus -> Ich schraube seitlich den Extruder auf (nehme die Seitenluke ab) Schiebe das Filament händisch wieder etwas rein damit ich es mit der Zange fassen kann und schneide das zerquetschte Ende mit dem Seitenschneider ab -> Filament lässt sich nun problemlos entfernen.
Das nervt!
Ich vermute ein Temperaturproblem dass die Hitze, vor allem bei langsamen und langen Drucken nach oben kriecht und das Filament weich werden lässt (HeatCreep). Vielleicht wird aber auch das Extruder-Ritzel durch den sehr heißen Extruder-Motor aufgeheizt.... Kein Plan und Hab auch keine Ahnung wie ich das zuverlässig lösen kann. Eine Idee, welche bei mir mit 0,25 und 0,4er Noozle einigermaßen klappt, ist nach dem Druck noch ein bisschen Filament durch den Druckkopf zu spülen.
Folgende Zeilen habe ich bei "G-Code am Ende" nach der Zeile "G1 X0 Y210 F7200" hinzugefügt:
M104 S190 T0 ; Setzt die Temp etwas runter ohne zu warten
G1 E80 F300 ; Extrudiert 8cm um Notend zu spuelen
G4 S010 ; Warte 10 Sekunden
Drucker: MK3s+ mit MMU2s; Verwendetes Filament PrusaPLA mit Werks-Druckprofilen
Viele Grüße
Christian

RE: Filament Widerhacken in Extruder
An den Ramming Parametern habe ich eine zeitlang herumgeschraubt, aber guten Erfolg konnte ich mit einem selbst gebastelten Entladecode erzielen, der z.B. so aussehen könnte:
G1 E2 F5000
G1 E2 F5500
G1 E2 F6000
G1 E-15.0000 F5800
G1 E-20.0000 F5500
G1 E10.0000 F3000
G1 E-10.0000 F3100
G1 E10.0000 F3150
G1 E-10.0000 F3250
G1 E10.0000 F3300
Ein wenig extrudieren, schnell rückziehen, und durch Pendeln kühlen und damit die Spitze und den Durchmesser formen. Mit den Werten (Wege und Geschwindigkeiten) muss man halt etwas experimentiren. Bei einem E3D hotend funktioniert das bei mir recht gut, was natürlich auch vom Filament abhängig ist.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Filament Widerhacken in Extruder
Hallo Karl,
Danke für den Hinweis, ich werde mich auch mal an den Rammeinstellungen versuchen. Ich wollte eigentlich direkt mal Deine Einstellungen ausprobieren, allerdings sind das bereits die Standardeinstellungen im Slicer. Vermutlich hast Du das versehentlich das falsche Template geschickt ^^
Falls ich positives zu berichten habe werde ich die Ergebnisse natürlich posten.
Beste Grüße
Christian
RE: Filament Widerhacken in Extruder
Hallo Christian,
kannst du mir sagen mit welcher Temperatur du druckst und ob den Drucker in einer Einhausung steht?
Grüße
RE: Filament Widerhacken in Extruder
Meist drucke ich mit Filament von Eins3D bei 200°C mit 100% Kühlung. Die Probleme treten aber auch bei PrusaPLA auf bei den standardmäßigen 205°C (benutze da das vordefinierte PrusaPLA-Profil)
Ja ich benutze die IKEA-Lacktisch Einhausung allerdings lasse ich beim Druck stehts Türen und Deckel weit geöffnet. Neben dem Drucker hab ich ein kleines Thermometer liegen, da wird so 1-2 Grad über der Umgebungstemperatur angezeigt.
RE: Filament Widerhacken in Extruder
Das sind in etwa die gleichen bedingungen wie bei mir. Ich drucke nur mit 195 grad C aber ich denke nicht das es einen riesigen Unterschied macht. Auch ich lasse die Einhausung offen damit es nicht zu warm wird.
Leider habe ich immer noch keine lösung für mein Problem, deshalb drucke ich im MMU2s Single mode, da bleibt das Filament wie bei jedem anderen Drucker im Extruder. Ich habe es auch schon mit den Ramparametern probiert aber keinen merkbaren unterschied, da es manchmal 2x am Stück funktioniert und dann 3 mal nicht. Ich denke diese Ramparameter sind nur für Filamentwechsel während des Drucks. Wärend dem Druck hatte ich bis jetzt noch diesbezüglich noch nie probleme.
Auch ich habe den End G-Code etwas angepasst aber leider ist auch dies nur mit mittelmäßigem erfolg gekrönt und nicht wirklich zufrieden stellend.
RE: Filament Widerhacken in Extruder
Ich habe das Gefühl dass folgende Änderungen klappen könnten. Eins vorweg: es geht hier bei mir lediglich um das Filament-fressen wenn ich ohne Abstreifturm drucke. Bei Multifarbendrucken habe ich kein Problem. Vermutlich deswegen, weil der Drucker dann die "Kühlbewegungen" ausführt bevor er das Filament tauscht.
Also im Slicer bei "G-Code am Ende" habe ich nach der Zeile "G1 X0 Y210 F7200" folgendes eingefügt:
G1 E80 F300 ; Extrudiert 8cm um Hotend zu spuelen
G4 S020; Wartet 20 sekunden
dann folgt das standardmäßige Rammen:
G1 E2 F5000
G1 E2 F5500
G1 E2 F6000
G1 E-15.0000 F5800
G1 E-20.0000 F5500
G1 E10.0000 F3000
G1 E-10.0000 F3100
G1 E10.0000 F3150
G1 E-10.0000 F3250
G1 E10.0000 F3300
Danach habe ich nochmal 2 Zeilen eingefügt:
G1 E-15.0000 F3250;
G4 S020
Das gibt der geformten Filamentspitze hoffnungsvoll noch etwas Zeit zum abkühlen bevor er letztendlich des Filament rauszieht.
@Coolergeiger
Vielleicht könntest du die Zeilen mal testen ob es bei Dir auch klappt.
Beste Grüße
Christian
RE: Filament Widerhacken in Extruder
Hallo Christian,
habe deine Einstellungen probiert. Das Extruder "spühlen" mit anschließendem Rückzug gefällt meinem Drucker gar nicht. Hier knacken sämtliche antriebe.
Ich bin schon etwas verwundert das nicht mehrere dieses Problem haben oder zumindest eine Lösung haben.
RE: Filament Widerhacken in Extruder
Huch? Das verwundert mich schon, da ich die Extrudiergeschwindigkeit einiges langsamer eingestellt habe als den Streifen, den der Drucker zu Beginn des Druckes macht. Kann allerdings auch am Filament und der niedrigeren Temperatur bei dir von 195°C liegen. Im Zweifelsfall das Spülen weglassen, oder die Extrudiergeschwindigkeit von F300 weiter runter setzen. Bei mir hat es zumindest bisher nicht mehr verstopft.
RE: Filament Widerhacken in Extruder
Ich habe nun die letzten zwei Zeilen
G1 E-10.0000 F3250
G1 E10.0000 F3300
kopiert und noch einmal angehängt, damit er die hin und her Bewegung nochmal macht bis das Filament abgekühlt ist. Momentan scheint es zu funktionieren nur die Spitze scheint mir ein ticken zu groß.