HowTo zur Anpassung der Filamentende-Formung
Hallo Zusammen.
Durch die Verwendung verschiedener Filamenthersteller kommt es zu unterschiedlicher Verformung der Filamentenden, speziell bei der Nutzung des MMU2.
Deshalb würde ich mir ein How-To zur Anpassung der Ramming- und Speed-Einstellungen für die Anpassung dieser Problematik wünschen.
Gibt es da Erfahrungswerte wie man die Einstellungen der Filamentzuführung ändern muss, um beispielsweise eine Verdickung der Filamentspitze oder eine gelängte Filamentspitze zu unterdrücken ?
LG
Michael 😛
Re: HowTo zur Anpassung der Filamentende-Formung
Hi Michael,
das ist ein Part auf den Du nach meiner Meinung keinen Einfluß nehmen kannst.
Eine Lösung scheint, zumindest in meinem Fall, eine Änderung aller PTFE-Schläuche (incl.Hotend) von 2x4mm auf 2,5x4mm zu sein.
Ich habe seitdem keinerlei Probleme mit dem Propfen mehr.
Das ich bis jetzt noch keinen MM-Print durch gebracht habe liegt momentan an dem "Druckstau" der sich während der Umbauphase ( ich habe alle Druckteile erneuert) ergeben hat und ich jetzt erstmal im Singlemodus arbeite, da aber alle 5 Filamente im Wechsel nutze und das schnurrt jetzt einwandfrei.
Wenn Du auch einen Umbau der PTFE-Schläuche in Erwägung ziehst.... ich habe reichlich davon.....
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: HowTo zur Anpassung der Filamentende-Formung
Eine Lösung scheint, zumindest in meinem Fall, eine Änderung aller PTFE-Schläuche (incl.Hotend) von 2x4mm auf 2,5x4mm zu sein.
Kleine Vorwarnung: Damit geht die Kompatibilität zu flexiblen Materialien wie TPU und auch PVA verloren.
Meiner Meinung nach keine gute Lösung.
Re: HowTo zur Anpassung der Filamentende-Formung
Hmm... nicht das ich das nicht glauben würde... ab er wie begründet sich das ??
... und ich habe z.Zt. Probleme mit TPU... das sehe ich aber nicht als Problem der PTFE-Röhrchen sondern eher an "noch" schlecht angepassten Geschwindigkeiten der BondTech Gears.
Ein etwas härteres Flex-Filament (Futuraform Cyrstal-Flex) geht einwandfrei.
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: HowTo zur Anpassung der Filamentende-Formung
Hmm... nicht das ich das nicht glauben würde... ab er wie begründet sich das ??
Strecken und Stauchen. Biegen und Reiben.
Auf der Strecke von der Spule zum Selektor wird das flexible Filament nur gestreckt. Das ist noch unproblematisch. Vom Selektor zum Extruder (vor dem Eingriff des Extruders) kommen wir aber in den Bereich der Stauchung. Viel wichtiger ist aber, dass das Filament hier einen größeren Raum nutzen kann, um sich zu biegen. Beim Biegen erzeugt dass Fillament einen erhöhten und unregelmässigen Anpressdruck auf das Teflon. Wodurch ein erhöhter Widerstand beim Förden entsteht. Im Einzug des Extruders wird das aber auch wieder hinfällig. Nach dem Extruder wird das Stauchen aber entscheidend. Beim Stauchen erhöht sich der Durchmesser des Filamentes. Gestattet man dies, lässt sich der Druck im Hotend nichtmehr gezieht über den Extruder steuern, wodurch der Volumenstrom ungleichmässig wird.
Deshab werden beim MMU auch 3 unterschiedlich große Schläuche verwended. Der im Extruder ist beispielsweise nicht 2mm sondern nur 1.8mm um eben dieses Stauchen einzugrenzen.
Re: HowTo zur Anpassung der Filamentende-Formung
Hallo Peter,
deinen Ausführungen kann ich in der einfachen Theorie zustimmen, die Praxis zeigt jedoch, dass es mal wieder komplizierter ist, als zunächst gedacht. Da gibt es einige Details mehr zu berücksichtigen.
Um jedoch das Problem mit den unterschiedlichen Enden des Filaments zu beheben, müsste man das Filament schon im Extruder passend abschneiden. Da so eine Vorrichtung derzeit fehlt, ist ein 2,5mm PTFE, wie von Thomas vorgeschlagen, das kleinere Übel. Für die Nutzung von Flex-Filamenten gibt es außerdem noch div. weitere mech. Probleme. Das PTFE ist nur eines davon.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
Re: HowTo zur Anpassung der Filamentende-Formung
Danke erstmal für die Infos.
Schade das es keine genaueren Angaben zu den ramming und speedeinstellugen gibt. Durch den Einbau des mitgelieferten Ptfe Röhrchen für den Extruder sind die Filament spitzen wesentlich besser geworden.
Einen erfolgreichen Druck mit dem MMU2 hab ich jedoch immer noch nicht hinbekommen.
Ständig bleibt das Filament im Mmu hängen, entweder beim Rücktransport, oder bei der Zuführung zum Extruder.
Eine reibungsfreie Zuführung von der Rolle zum MMU2 ist sehr schwierig hinzubekommen, wenn man die Rollen, wie bei mir auf einem Lack-Tisch-Gehäuse platzieren möchte.
Wie und wo habt ihr die Rollen platziert?
LG Michael
Re: HowTo zur Anpassung der Filamentende-Formung
Hi Michael,
also noch mal einen Bericht zum Einsatz "normaler" Filamente.
Mit Standard-Filamenten habe ich keine Probleme, jeder Wechsel klappt einwandfrei (nur halt nicht mit weichem Flexmaterial welches ohne hin für ein Direktdrive (MK8 Typ) empfohlen wird. Da sind die E3D Extruder zu lang.
Nun die Frage wie ich den meine Filamete zuführe:
Ich habe eine Eigenkonstruktion am Start, da mir an meinem Druckerstandort der Platz fehlt die lustigen Butterschälchen aufzubauen.
Ich habe eine liegende Variante, d.h.die Filamentrollen liegen auf 3 Rollen und das Filament wird dann zu einem Pushfit geführt welcher dann das Filament zum MMU liefert. An einem zweiten Arm (von drei Armen) ist eine "Bremse" eingebaut um zu verhindern das sich das Filament auf der Spule lockern kann, wenn ein Filament zurückgefahren wird. Eine Funktion die ich heute erfolgreich getestet habe. Der Rollenhalter ist 3 Armig ausgeführt und zum Stapeln konzipiert. Somit habe ich mit allen 5 Filamenten schon ein nettes Türmchen hinter meinem Drucker stehen.
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: HowTo zur Anpassung der Filamentende-Formung
Hallo Thomas.
Das spart natürlich Platz mit dem Türmchenbau und auf 3 Rollen gelagert ist besser als nur auf 2.
Kann man diesen spoolholder bei thingiverse.com finden?
LG Michael
Re: HowTo zur Anpassung der Filamentende-Formung
Nein... noch nicht...
Ich bin an der aus meiner Sicht blöden Anmeldeprozedur gescheitert und hab mich ne weile nicht mehr darum gekümmert.
Der Ständer ist auch noch in der Entwicklung, da ich noch Schwächen festgestellt habe.
Ich habe gestern mit einer vollen Rolle festgestellt das sich das Filament von der "Bremse" zum Pushfit derartig reiben kann das sogar eine Blockade entsteht.
Ich knoble gerade wie ich das Problem lösen kann, denn eine Verringerung des Abstands Bremse-Pushfit würde wahrscheinlich zu Knoten führen.
Es ist reichlich "Verdreh-Spannung auf dem Filament.
Wenn Du den aktuellen Entwicklungsstand haben möchtest.....Bescheid sagen
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: HowTo zur Anpassung der Filamentende-Formung
Dann wünsche ich dir viel Erfolg bei der Problembeseitigung!
LG Michael
Re: HowTo zur Anpassung der Filamentende-Formung
Moin zusammen,
ich hab auch das Problem mit dem unload, daher wünschte ich mir auch ein how-to für die Filamentspitzen. Welche Funktion bedingt was?
Gestern habe ich ein wenig rumgespielt und folgendes gemacht:
Erst hat alles einwandfrei funktioniert, also wieder einen Druck angestellt und etwa bei der Hälfte wieder das gleiche Problem.
Ich benutze OWL-Filament (ich drucke das Multicolor Siedlerspiel für meine Nichten zu Weihnachten und brauche 12 Farben. Da kommt günstiges besser :D)
Wenn Ihr es ausprobieren wollt, hier ist die Datei und meine Einstellungen. Ich würde mich echt freuen, wenn wir hier vielleicht unser eigenes how-to erstellen könnten, da davon auch alle anderen profitieren. Tip/load-unload test MMU2 Prusa
Ich werde im Laufe des Tages noch ein paar ausprobieren und hier einstellen.
Was ich auf jeden Fall festgestellt habe und was super wichtig ist:
Bei der Bowden-Kalibrierung dem Einziehen genug "Futter" geben, d.h. schon einiges abrollen. Sonst muss das MMU auch noch die Reibung der Filamenthalter überwinden und das resultiert in einer falschen Kalibrierung der Länge. Für Euch getestet 
Zudem habe ich die Halterungen schon mal umgebaut, dass ich die doofen "Schlingenleger" demontiert habe und diese Lösung installiert.
MMU2 Amazon "Festo" Holder
Festos
PTFE
Das hilft schon mal ungemein! Jetzt stehen die Rollen zwar noch weiter weg, aber damit kann ich erstmal leben.
Langfristig werde ich wohl auf die Tush umsteigen, damit läuft es noch besser.
Re: HowTo zur Anpassung der Filamentende-Formung
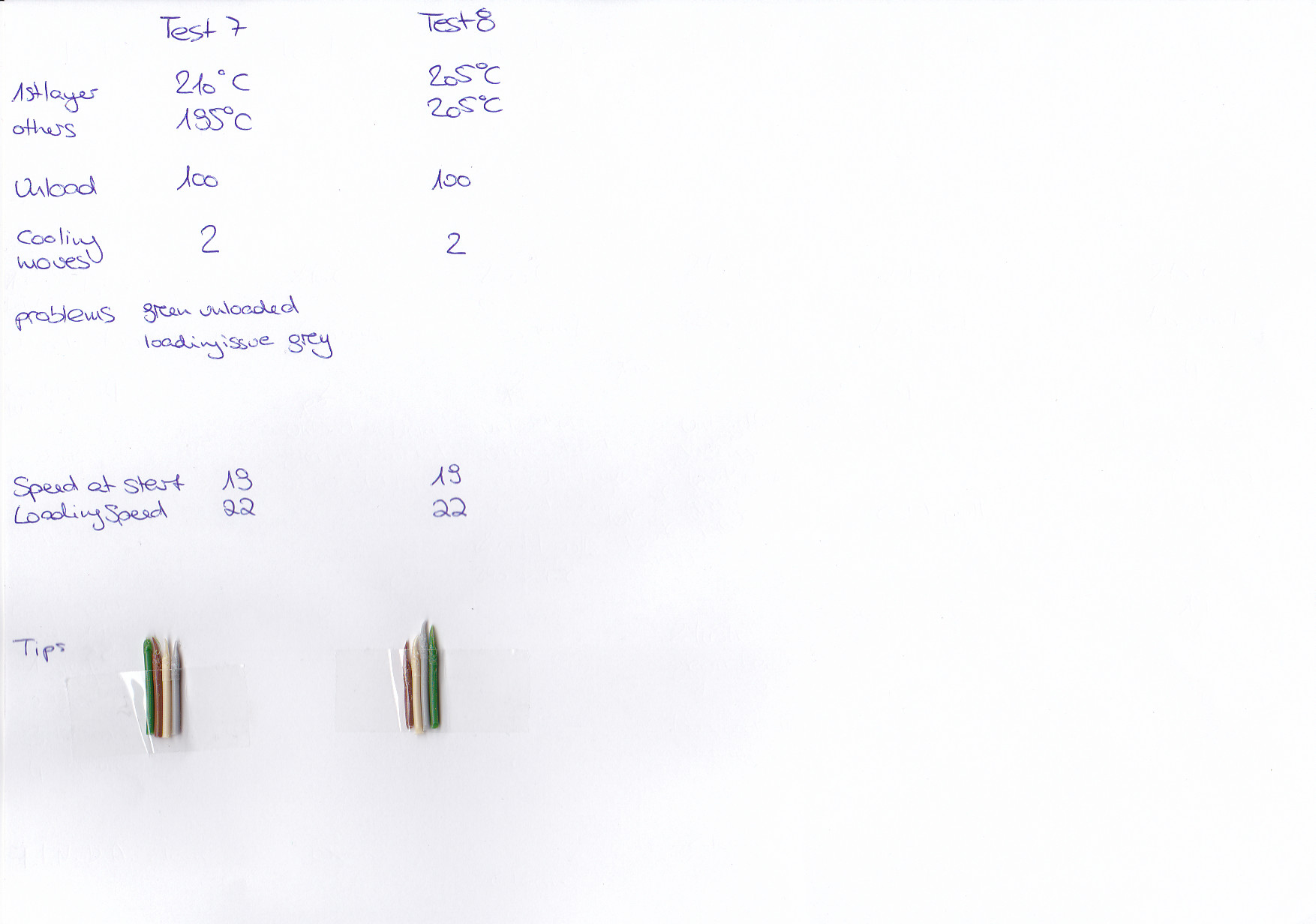
Die Tests habe ich heute gemacht und dabei rausgekommen ist... 😥 Schlimmer als je zuvor, keine Änderung der Einstellungen hat eine Besserung gebracht. Ich konnte den Test kein einziges Mal zuende drucken, geschweige denn einen zweiten Layer.
Zumindest habe ich festgestellt, dass es kontraproduktiv ist, wenn der erste und die nachfolgenden Schichten unterschiedliche Temperaturen haben.
Ich hatte anfangs 1. mit 210°C und folgende mit 190°C. Leider schaltet er dann schon zu beginn des wipe towers den Bauteillüfter ein und die Temperatur geht rapide von 210 auf 180°C runter um dann wieder auf 190°C hoch geheizt zu werden. Daher kamen auch die Entladeprobleme mit dem grünen Filament.
Ihr seht es auf den Bildern.
Morgen geh ich nochmal an die Rammingeinstellungen, dann versuche ich es mit Änderung der ramming-Zeit. Ich hab das Gefühl, dass das für die Dicke der Spitze verantwortlich ist. Die Geschwindigkeit scheint Einfluß auf das Stringing zu haben. Schätzungsweise bricht der Faden schneller und kann sich durch die hohe Spannung nicht so langziehen.
Wäre echt toll, wenn das mal was würde.
Was mich ebenfalls interessieren würde: Haben die Betatester irgendeine Dokumentation gemacht und hat irgendein deutschsprachiger Tester was gemacht?
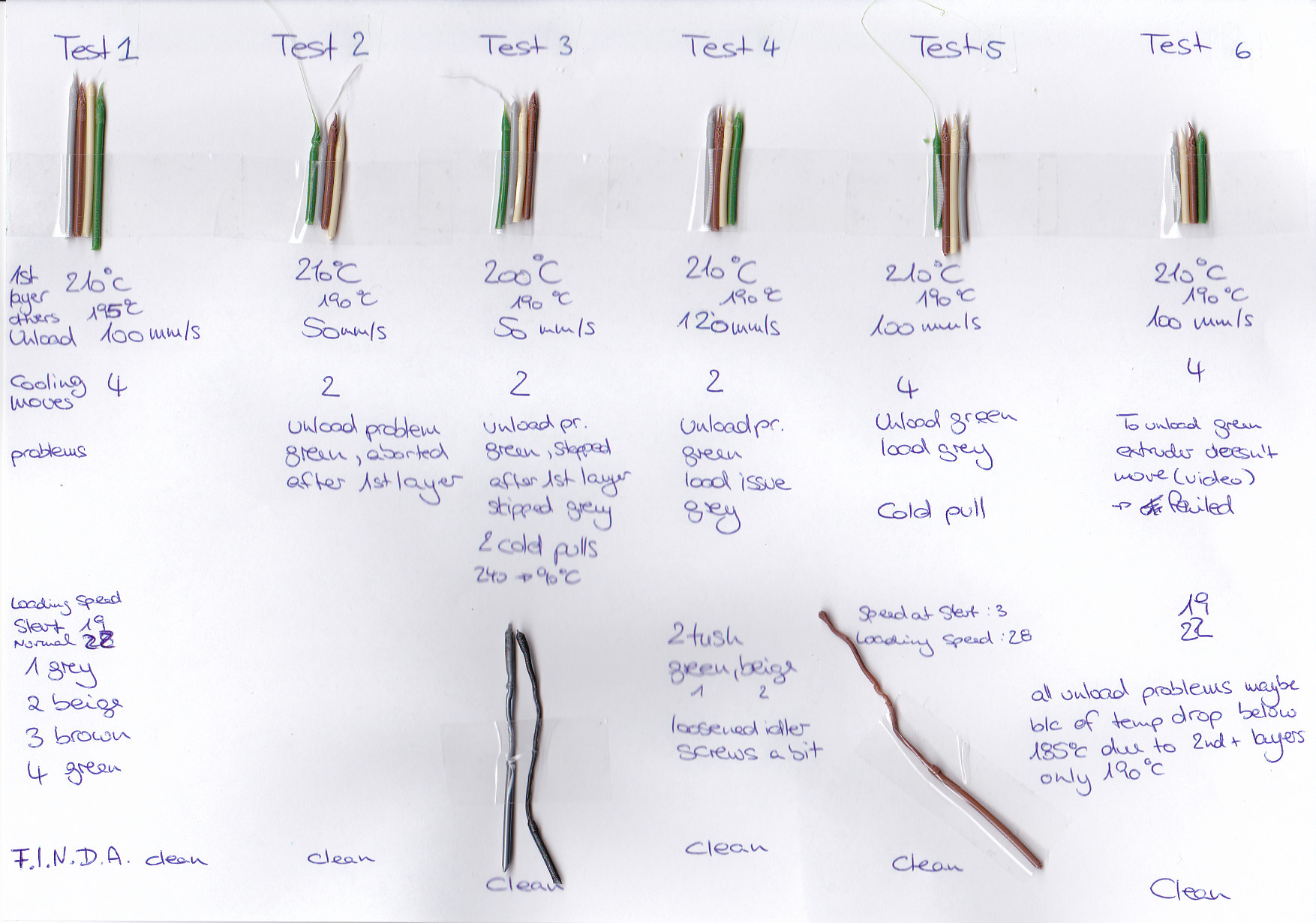
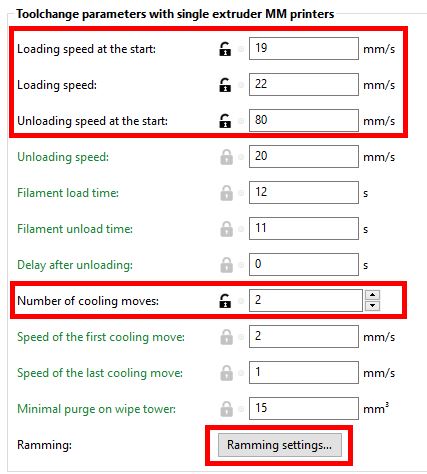
Screenshots der Einstellungen habe ich auch, falls meine Schrift unleserlich ist.
Test 1

Test 2

Test 3

Test 4

Test 5

Test 6

Test 7


Test 8

Re: HowTo zur Anpassung der Filamentende-Formung
Hi!
Folgende Ramming und Speed Einstellungen haben zu einem erfolgreichen MMU2 Druck geführt. Bei 210Grad Celsius wurde PLA Filament verwendet.
Ausserdem habe ich eine Filament-Schlaufen-Box verwendet, was zu einem verlustfreien Einzug + Ausstoß geführt hat. https://www.thingiverse.com/thing:3205097
LG Michael
Re: HowTo zur Anpassung der Filamentende-Formung
Hi Michael,
Dank Deiner Einstellungen habe ich endlich endlich die ersten erfolgreichen Drucke gehabt!!!
Einmal drei und einmal 4 Farben.

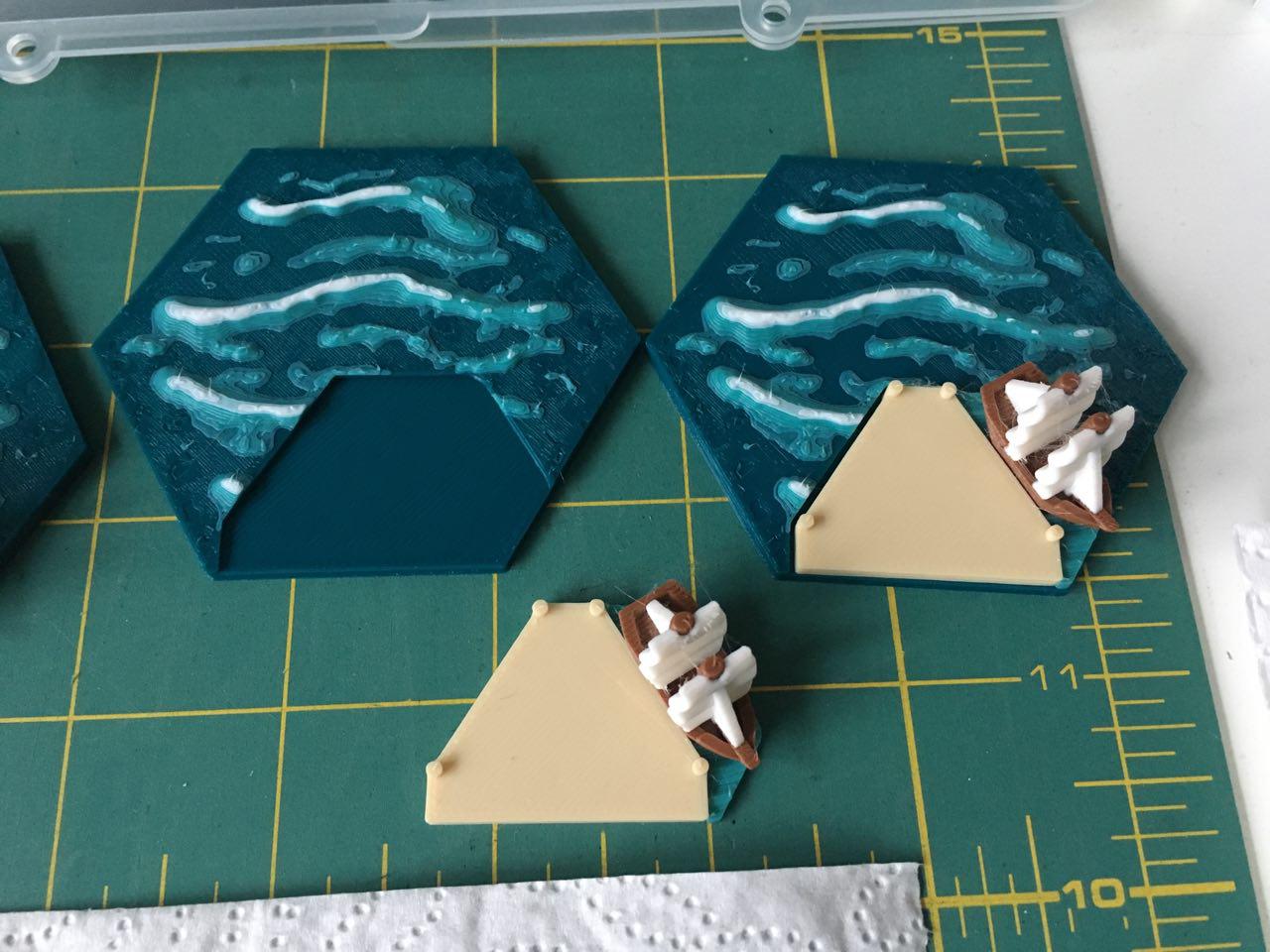
Und hier der Friedhof der Siedlerteile 🙄
Besonders die unteren drei die kurz vor Ende gescheitert sind 👿

LG eine glückliche Thalia, die nun fleißig weiter druckt
Re: HowTo zur Anpassung der Filamentende-Formung
Ja Super!
Das freut mich, das es bei Dir auch funktioniert hat.
Bin nur mal gespannt, ob es bei Höheren Drucken auch noch funktioniert, oder ob sich die Filamentspitzen
auf Dauer, doch noch zum negativen hin entwickeln.
Viel Spaß beim Drucken 😀
Re: HowTo zur Anpassung der Filamentende-Formung
Thalia & Michael....
Gratulation.... mir dagegen kommen erneut die Tränen.
Ich versuche die Fehlgriffe meines MMU zu verstehen.
Ich hatte in den letzten Tagen mein MMU mit mehreren Filamenten im Singlemodus einwandfrei betrieben und ohne Probleme Filamente entladen,, geladen, und nochmals in Vorbereitung eines erneuten MM-Prints dank Eurer Posts die Bowdenlänge nochmal gecheckt = i.O. und habe mal Stumpf die Einstellungen von Michael 1 zu 1 übernommen.
Gleich der erste Versuch war schon wieder ein Schlag aufs schlimme, denn schon der erste Filamentwechsel wird nicht durchgeführt.
... und... mal wieder ein neuer Effekt.. das Filament ist im Bowden kurz vor dem Selector stecken geblieben.. dieses Filament habe ich im Singlemodus auch mehrfach genutzt..."seltsam das ist"... würde Yoda sagen.
Ich habe die Spannung der Schrauben des MMU nochmal etwas erhöht, mal sehen... Druck ist gerade gestartet.
Dann mal noch ´ne Frage weil ich ja auch nicht voll doof sterben möchte....
Wer erklärt mir bitte was das Ramming sein soll ??
Ich vermute mal das ist die Vorbereitung zum Pullout des Filaments, indem erstmal extrudiert wird um die Chance auf eine "saubere" Filamentspitze zu erzeugen weil ja dann nur frisches Filament im Düsenkopf steckt... richtig ??
Ach ja... meine Filamentspitzen sehen Deinen Michael... sehr ähnlich... (wollte schon fragen wie Du an meine Filamente kommst...grins)
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: HowTo zur Anpassung der Filamentende-Formung
Ich habe die Spannung der Schrauben des MMU nochmal etwas erhöht, mal sehen... Druck ist gerade gestartet.
Schau dir mal nach deinem nächsten Fehldruck das Filament an. Falls das so aussieht ...

Dann ist dein Problem, dass die Spannung deiner Schrauben zu HOCH ist.
Re: HowTo zur Anpassung der Filamentende-Formung
Hi Peter,
das war einer der ersten Prüfpunkte.... aber nein....da ist nichts ausgefräst. Bis auf die "normalen" Riffel im Filament war da nichts feststellbar.
Na ja... ich hatte doch berichtet das ich einen neuen Druck mit etwas angezogenen MMU-Deckel-Schrauben gestartet hatte... nun wieder mal ein Effekt den ich schon ab und an mal hatte.... der Selector blieb bei diesem Testdruck stehen (auch wieder gleich beim ersten Filamentwechsel).
... und nicht das da einer Nachfragt....der Motor kann den Selector bei der initialisierung locker verfahren... da ist nichts blockierendes im Spiel..
Ich habe neben dem Drucker gestanden, gesehen wie das Filamnet erfolgreich (FINDA gecheckt) zurückgezogen wurde... und dann ging die LED in dem MMU auf Orange und das wars... die Wartezeit zur Meldung "MMU needs Attention" habe ich mir dann doch geschenkt und hab den Drucker abgeschaltet.
Also komme ich momentan nicht mal zum ersten erfolgreichen Filamentwechsel. (da war ich schon mal deutlich weiter)
Hab´so im Moment den Status das ich gar nicht so viel (fr)essen kann wie ich kotzen möchte.
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: HowTo zur Anpassung der Filamentende-Formung
Hi Thomas,
hast Du die Filamente per MMU Knöpfe geladen, oder per Menü am Drucker? Bei mir funktioniert es nur, wenn es über den Drucker geladen wurde, nicht über das MMU. Weiß der Geier warum 🙄
Hatte das Filament vor Druckstart schon ne Schlaufe oder mußte der das von der Rolle bis in den Extruder bringen? Sonst kann die Reibung verursachen, dass es nicht ganz reicht. Ist mir auch schon mehrmals passiert.
Ich mach das so:
Viel Glück!
PS: Nu funzt es auch mit längeren Drucken:
