RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
I haven't tried PETG yet. I have 2 rolls and will try to print some soon. I have printed ASA with no issues.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Well I found I have to take back my complaints as my issue simply appears to be the XL does not like to be in my garage in the summer. I initially had an issue on my first print inside but I was mistaken. When I took the XL into my garage, that was where it was failing. I brought it back into my house, which has AC, and my first print finished fine. It printed perfect in fact. My MK3S originally had issues printing in the summer in my garage but I found that if I put a fan on the CPU box, my issues went away. I tried with the XL but it is too large and to do any good I would need a much bigger fan. In the end, I have a place inside that I can place the printer during the summer months. In the fall/winter/spring it should be fine in my garage as it is always nice and cool, even cold in the winter. Not sure about others who have posted on this issue but if you keep your XL in a warm or un conditioned environment, it could be adding to your issues.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Nice! Glad you figured it out.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Well I'm back. I was 2 days into a 4 day print and this morning the extruder was making a light clicking noise. By lunchtime the clicking was louder and by 1pm the print failed with a clogged nozzle. I'm wondering if a high temp nozzle vs the standard brass would do any better. Also I was not using Prusament filament. While my filament should not make a difference it might. I'll try a few more things but if someone has a fix that works I'd be interested.
RE:
It happened again last night. Tried this time to increase the print head fan speed minimum to 75%. Made no difference, still failed after about 15 hours.
 Filament ground by extruder
Filament ground by extruder
You can see this time the extruder ground the filament in half. Print started fine. Again the entire extruder head heats up, filament gets warm and the extruder then ruins it. Hot end temp was 240 and fans at 75%.
Hmm my picture did not appear. Well must have done something wrong.
RE:
I'm going to make a preliminary post on what I now believe is at least the root cause of my problems. This is not to say it will work for others but it clearly is the issue I've been facing. I have been trying to print a large manifold for use in a custom design jet boat that my son's company makes. A 3D print of the housing is only about $150 to print in plastic. The final part 3D printed in metal is about $15,000 so the savings on prototypes is obvious. The issue is the manifold has been broken into two parts to fit in the XL and each print, depending on setups, is anywhere from 3 to 7 days per print and requires 2kg to 3kg of filament to make one. I'm now on my 6th pass trying to get a successful print. I've changed a whole bunch of things based on posts on this thread as well as others and particulars of what I'm seeing. On this print I switched from a 0.6mm nozzle to a 0.4mm nozzle. I lowered the hot end temp to 230 and the bed temp to 70. The print will be a 5 day print and around lunchtime today I'm 24hrs into the print. It has been printing fantastic but I just happened to notice some very faint clicking noises again coming from my extruder. I also noticed the top fill layer was not as clean as the previous. I said nuts and figured I'd do a quick "change filament" to take a look at the end of the filament to see if it was being scrapped by the feeder gear. I did the command and as I pulled literally just the first two or three inches of filament out of the long PTFE tube a chunk of what I believe is powdered filament fell out of the tube. I saw that and my first thought was OMG. My filament is dirty with probably filament dust and because the. XL has a 3' PTFE tube not a 2" PTFE tube like the MK3, if the filament is not completely clean, dirt is going to accumulate in that tube and mess things up. Now on this print I was not using Prusa filament as I needed 2.7Kg just to make one and even though now Prusa sells 2Kg reels I could get 5kg reels of white PETG from California Filaments at a reasonable price. Well no good deed goes unpunished right? I'm now guessing the facility where they make the filament must not be a clean room and there is most likely filament dust either in the facility or the machines making and reeling their filament. Bottom line with that long PTFE tube you MUST have clean filament. For the short term to make this run finish, I'm doing 4 filament changes per day just to remove any clogs that might be in the feeder tube. I also put a 1" cube of the packing foam you see on Pelican Cases over the feed of the filament. I opened a slit so I could slide the foam on the filament right where it goes into the XL. It won't restrict the filament but it will dry clean the dust off or at least most of it I'm guessing. I'm going to blow out my PTFE tube with some compressed air next time I do a filament change too.
I do think that on very long printing runs, like multi-day ones, that temp on both the hot end, the bed and the environment, can certainly play a part and probably did also in contributing to my issues but I now believe the main root cause of my failures was dirty filament. On an MK3 you probably might never see this if all you printed were small things that printed quick and did not need a lot of filament. On a 3kg print over 5-7 days with filament going through about a 2-3 foot tube that is going to cause some real problems. I'll make a followup post if my print finishes but I do think this might be contributing to the issue. If anyone here is using reels that potentially could have dust or dirt on them, on an XL with that long feed tube that could be a real issue.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
That is interesting for sure. Let us know how your filiment sweeper does. As I build my enclosure I thought about shortening the feed tube a little or trying to put the spools above the enclosure. You would have to calculate how much tube you would need do to such a large build platform. On smaller printers it's not so much of a issue.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
I am glad that I have found this.
I have been bashing my head in from frustration after MANY failed prints. Like most of you my printer will jam where the material feeds into the nozzle. It has happened to me with TPU, PETG and PLA.
Super frustrating as most of my prints are 20-ish hours long and they fail 4-8-12 hours into the print.
I do think that the issues can be related to ambient temperatures as I have more success when its cooler outside (I keep my printer in the garage.)
I have been turning on the printer fan to 100% and I find that this helps tings along; but as a whole still a bit disappointed that a printer designed for large prints is having this issue.
The tech chat has been very nice, but in the end all suggestions are not very helpful.
After reading this I am going to take over my dining room table and give it a try again.

Attached are pictures of some of my jams.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
I wanted to get back to everyone on this thread and show that I have had success. I will discuss what I did to accomplish this print. First off, this was probably the 5th or 6th attempt at finishing this print. Obviously a number of false starts. I succeeded on Friday and I thought I would pass on what I have found out.
Root cause of my failures.
I believe the root cause of most, if not all of my failures were a combination of dirty and/or possibly defective filament. My project was to print a custom water intake manifold for a custom jet boat my son's business is building. This manifold is for a prototype boat. It is not expected to perform across the wide range of performance of the boat but it is desired to function at low to moderate performance to determine the proper basic form and function of the manifold. Because of this the design restrictions as initially set were:
1) Minimum of 3 perimeter layers on all outside walls.
2) Infill of 50% using gyroid pattern
3) 0.6mm nozzle using 0.32mm QUALITY Filament settings
Final Print parameters that worked:
These are the final value overrides that we found would work. Yours, obviously, may be different, but this is what worked for us.
Print Settings Tab -> Vertical Shells Periometers = 3
Print Settings Tab -> Infill -> Fill density = 50% @ Gyroid Pattern
Print Settings Tab -> Skirt and brim-> Brim type = Outer and Inner Brim, Brim width = 12mm, Brim separation gap= 0mm
Print Settings Tab-> Support material0> Generate support material=yes, Enforce support for the first 2 layers, First layer expansion = 20mm
Print Settings Tab -> Options for support material and raft -> Style = Organic, With sheath around the support=yes
Print Settings Tab -> Organic supports-> Maximum Branch Angle=25, Preferred Branch Angle=15, Tip Diameter=0.9mm
Print Settings Tab-> Advance-> Extrusion width-> Support material=0.9mm
Filament Settings Tab-> Nozzle->First layer=230, Other layers=240
Filament Settings Tab->Temperature->Bed->First layer=90, Other layers=85
Filament Settings Tab->Cooling->Fan Settings->Fan speed Min=50, Max=65
Basic Print Setup
After slicing the basics of the print were the print would require about 3.5days and about 2.5kg of filament. Because of the large filament requirement we opted to use 5kg reels supplied to us from California Filament. I've never used them before but they offered 5kg PETG reels at a sale price of about $75 so that looked like a good deal. We chose to use organic supports as opposed to the more traditional rectilinear supports as it required about 1/3 of the additional filament and took about 2 days less in printing. After a couple of false starts with the organic supports we opted to use the very wide brim of 2omm around all structures. We also found it was important to thicken the walls of the organic supports to close to 1mm because less than this value they failed too often. The thicker walls and the very wide brims offered mechanical strength to the "trees" and they were not as sensitive to being knocked off by the hot end if some plastic goop on the nozzle forced it to hit the trees.
My Failures
Most of the print failures on this project were due to the fact that after 24 to 36 hours of printing the filament would ultimately jam in the PTFE tube causing it to not feed into the extruder. This was initially, a very confusing failure as others on this thread appear to be having stuck filament possibly because the extruder head itself was possibly running to hot and the filament in the extruder was getting abraded due to the fact it was soft. I initially thought this might be my issue. I later determined the filament we were using either has dirt or filament dust on it, or, in the process of going through the long PTFE tube on the XL, the surface of the filament was depositing itself on to the walls of the tube and eventually it would jam in the tube. I had one failure where an organic tree got knocked over and this then makes the whole project fail as there is no support for the final layers that needed to be supported by the tree. I discovered the jam in the PTFE tube when by chance I decided to do a "Change Filament" command even though the filament did not need changing. I figured it was worth a chance to see if this fixed anything. When I pulled the filament out of the tube it came out with some resistance and some semi large chunks of white stuff (our filament color is white) came out of the tube when I pulled the filament. This is when I knew the filament must be getting jammed in the PTFE tube. I have a portable compressed air tank so I decided to "blow out" the PTFE tube with compressed air to see if I saw anything. A white cloud of powder blew out of the tube as I forced air backwards from the extruder head back to the feed tube in the back. This clinched it in my case for the real cause.
Success
Ultimately the print succeeded because I did the following:
1) Every 12 hours I would do a "Change Filament" command. I would pull the filament out of the tube completely. I would blow out the tube, look for dust and dirt. I would take a wire brush and clean the nozzle. I would then feed the filament back into the printer and resume the print. This kept the filament from jamming in the PTFE tube and it also kept the nozzle clean so it would not smack the tops of the organic support trees, which if they do not have very wide bottom brim supports, will cause them to fall off the bed and stopping the print.
2) The design of the organic trees were restricted especially on the Max Branch Angle (25) and Preferred Branch Angle (15). What this setting does, is it forces the slicer to make more trees that are narrow as opposed to fewer trees that have very wide branches. Wide branches have too much of moment arm from the top of the wide end branches and just a small tap from the nozzle to the far ends knock the trees off the bed. Narrow trees with very wide bottom supports work far better.
3) We kept the bed temp to a max of 85 but started first layer at 90. Not really sure how much this helped but it worked.
4) When the print finished, the model as well as the trees were still stuck well to the bed. Not so hard you cannot remove them but they did not just fall off either.
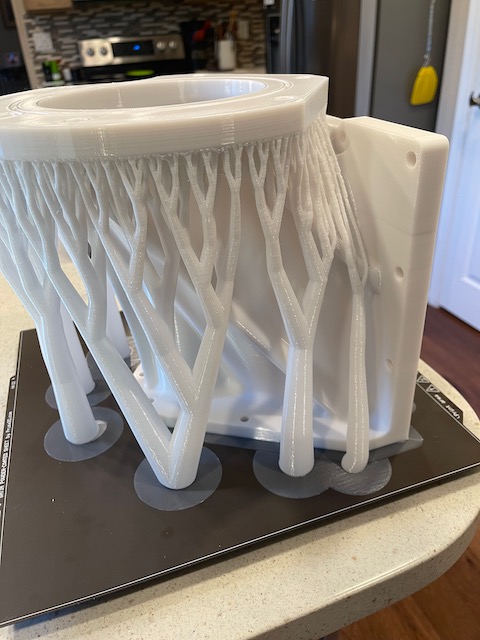
Here are some images of the project:
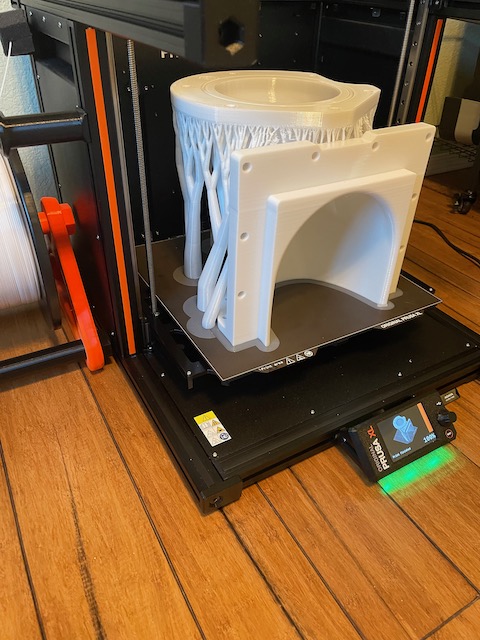 Finished Manifold in XL Printer
Finished Manifold in XL Printer 


We will be printing this again. Next time I plan to use 2kg reels from Prusa and hopefully I don't have to babysit the print so much. Time will tell. In my case, bad filament I believe was the root cause of all of my real failures. There were a few fails unique to being a N00B using organic supports but thats just 3D printing. Hope this helps.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Just wanted to share with you that I'm basically experience similar issues for quite a while with my semi assembled XL (see my posts here under Hardware / Filament sensor triggering for no reason: https://forum.prusa3d.com/forum/original-prusa-hardware-firmware-and-software-help/filament-sensor-triggering-for-no-reason/paged/2/#post-671033 ). I never heard the clicking (as I usually do not hang out near the printer while printing) but I'm getting a few minutes after the extrusion stops a change filament event while the filament is actually still in place (at both sensors) but just scratched tin by the gear. I actually do understand how the printer could detect a filament runout. Maybe because of reduced friction on the gear or because of the lack of pressure on the nozzle sensor. But this might be the secret of the firmware.
My printer stands in the house. I'm using Prusament PETG and always printed with the standard profile. Although there was no extruding for quite a while before the filament change event triggers the reload always works fine indicating that the nozzle is actually not clogged. Nevertheless, the last few centimetre of extrusion before the event triggers actually look like the temperature was too low. Look a bit like "dry/not properly melted" on the print. By the way is sometimes happened in the beginning of the print but sometimes also later multiple times. I cannot see a pattern.
I also got the issue with shifting edges (see. pic), but this I could resolve with reinserting (yes it fell off during printing, I found it on the print bed, but I did not find it's place right away) the grub screw of the heatsink. It's located above to heat block and is only visible from the bottom if the nozzle is taken out. I can only advice everyone to check that it's in and tide.
I also get a lot of artefacts and layer based color (light/dark) changes with light form stability issues. See pic with the stick housing. I can even feel the light color area as it sticks out a little bit. The effect is repeatable on each print. Reducing the print speed by 10% to 20% mitigates the effect.
So, my conclusion??? Meanwhile I'm almost 100% convinced this is all somehow related to temperature and its stability or control in the extruder. I'm not so sure about the issue caused by dust or dirty filament (maybe an accelerator). My filament were all from Prusa and brand new spools. After contact with the support I got offered new filament sensors (still waiting for them), but I'm not convinced this will fix the root cause of my issues.
I seems not to be a single isolated problem, but effects more than a just a few printers. Design mistake? Maybe, but could be also firmware. However, I would wish at Prusa this taken this more serious and open while acting on this accordingly.
Currently I'm very unhappy with the purchase of my third and most expensive printer from Prusa after I3 MK3 and Sl1S, especially after waiting for it 18 months and now reading the additionally tools-heads are many months from being available. So for sure currently no happy printing on my XL.

Print shown below ist first week, top print after 2 months operation. Same setting, same filament. See artefacts and color changes. Only change was firmware.

RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
For whatever reason my pictures were not posted. But I have still been messing with my printer trying to fix the issue.
I decided to change the nozzle, which gave be a few successful prints however after probably 30h worth a printing the binding issue has returned. I have attached a picture of what would be probably 30 hour’s worth of wasted prints and material. Super frustrating….
And bonus! I now have an issue where the printer decides to change the filament at random points in time. Another frustration as I typically start prints before I go to bed.
Has anyone had success in / with getting parts / assemblies replaced from Prusa? Starting to get a bit angry that I spent $2000 on a machine that is doing an excellent job of wasting my time and filament.

RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Hello, we have found a fix that is working really well. We have consistently great looking prints and no blockages. It’s fairly simple
for PETG
- turn cooling fan off for entire print
- print at 230°c for all layers
- bed temp 68°c
- we also got much better results with 0.4 Nozzle and adding a few more perimeters to our parts
hopefully that helps!
Are you still using this settings for PETG? I also suspect that my printer is generating too much heat for PETG:
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Hello Everybody,
I just wanted to chime in. I read this thread and thought the Idea of Filament particles getting stuck in the PTFE sounded far fetched. I was sure it was my extruder and maybe also the filament Sensor on the side of the machine. However I think Phil FX is onto something here. After cleaning my PTFE tubes the strength needed to pull the filament through reduced by a factor of 4 (hand feeling not measured). I now use a some insulation tape in a circle so that the foam catches any particles on the filament.(hopefully..)
Lets see how this goes. Huge shout out to Phil FX for detailing his findings and sharing with us!
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Well that didn't work out like I hoped. It stopped extruding on the 9th Layer 😫
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
I'm a long time owner of a i3 Mk3s+ which I upgraded to a Mk4, and I recently got my 2-tool XL. So I'm not new to Prusa printing.
I have been seeing similar issues on my XL: early layers print fine, then the filament gets stuck in the extruder and the print fails. I can reproduce this with both extruders and with different types of filament (PLA, PETG, ASA) from different manufacturers. I mostly use high-quality filament from Atomic Filament, which I dry in a Sunlu dryer and I store in vacuum bags with desiccant. So I'm pretty sure this is an issue with the XL.
First, the ASA settings in the slicer are completely wrong. If you're trying to print ASA, stop what you're doing and read what I wrote in another thread.
After several weeks of investigation, my main theory is that this failure occurs when filament gets warm and soft, so the Nextruder gears cannot pull the filament. I have had some success with the following workarounds:
- Slightly increase the idler screw tension
- Reduce the temperature of the print bed to reduce ambient temperature
- If you use an enclosure, increase the fan speed to reduce ambient temperature
- Increase the nozzle temperature by 5-10C to reduce the effort for the Nextruder (note that this will increase stringing)
I'm also considering replacing the PTFE tubes with Capricorn to reduce friction of the filament.
When the filament gets stuck, the best thing is to unload the filament, then spray compressed air around the extruder gear to clean it. A cold pull can be helpful, especially for ASA.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Had this problem not too long ago as well, it turns out the idler components on the nextruder were warping under load (and heat from the enclosure I'm using). You can reprint these parts in a more heat-resistant filament. The difference in idler tension is night and day.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
I don't have an XL, but I experience this same issue with certain a PETG filaments on an MK4. I've seen many examples of twisted, bent, broken, or otherwise mis-formed filament tips, but mostly only during color changes. In my case I haven't seen any under extrusion or filament jams/plugs while printing. It always occurs during the filament unload process. I could have taken the photos @intrepid_camera posted.
Also I don't believe its necessarily an ambient temperature issue because ambient temperatures at my location are still nominally around 62F(~17C) where my printer is located, and I don't use an enclosure. That's not to say its not a heatcreep issue, I'm just saying it's not because the surrounding air is warm.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Like gglockner, I have been using three MK3's at my company for nearly four years that have been bulletproof. In fact, I convinced my company to try 3D printing in the first place. The MK3 was my first and only consideration at the time.
I decided to "upgrade" to the XL at the beginning of this year. I assembled the kit and was very pleased the first week of printing (both ASA and PLA). A week later, I also bought the SUMO enclosure, printed it out and installed it. The enclosure is to keep the heat in for print stability and fumes in and the dust and fingers out. Around this time, I started having problems with the filament getting stuck and printing in air. (Does the stuck filament sensor even work?) I am currently printing with the top off and the doors open. I shouldn't have to do that, but heat creep seems to be the issue with these extruders.
This printer is just not considered reliable at this time.
Did any of the other above posters have full enclosures on your printers when you noticed this issue?
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
I've recently received, assembled and installed the Prusa Enclosure for the XL for my 2-tool XL manufactured in 2023. After the closure install and extruder upgrades, when attempting to print two-color test coupons that I've printed successfully several times previously (with the same G-Code, same filaments; California Filaments PETG in Matt Black and Paper White), with the enclosure closed up, I started getting stuck filament errors.
I am printing the PETG at 230°C, Bed temp is 85°C, 0.4mm nozzle, 0.2mm first and subsequent layers. The ambient temperature is about 23°C, the filaments are stored at 5-10% Rh in a StatPro AW-3D80 and fed to the XL via PTFE tubes.
To complicate things, as part of the enclosure installation, I also installed the upgraded Nextruder parts provided with the XL Enclosure (idlers, idler swivels and fan nozzles, and belt anchors made by Prusa using PCCF). I also updated the XL's firmware to V6.03.
Here's the things I've tried:
1. Increasing tension on the idler beyond factory settings three times, one turn of the screws each time. (lasted longer but still failed)
2. Cleaning the PTFE tubes (seemed to reduced filament feed resistance but still failed)
3. Re-installing the original PETG Idler (still failed)
4. Leaving the enclosure open. (still failed)
All the attempts failed due to stuck filament but strangely at about the same point in each print. About 5 stuck filament errors failures occurred on the first layer (for both colors) Then only three stuck filament errors on subsequent layers (the test coupons only had six layers total). Bed adhesion and print quality were fine except for the noticeable artifacts of print interruptions.
I then tried to update Prusa Slicer to V2.8.0 and re-sliced the coupons (thinking there might be some tie to the new firmware) but the same stuck filament errors occur at nearly the same times during each print. Each time I hear one click from the extruder just before it stops printing and reports the error.
At this point I'm stumped. Any productive help would be appreciated.
RE: Under Extrusion and Filament Getting Stuck (Clicking Noise) on all 3 XLs
Here's a link to another thread around chronic stuck filament errors that may help tie these issues together.
https://forum.prusa3d.com/forum/original-prusa-xl-tool-changer-hardware-firmware-and-software-help/stuck-filament-detection-causing-filament-to-get-stuck/#post-712049
On my XL (post above) I ended up re-flashing the firmware back to 6.0.1 (as others have done with success) and my stuck filament errors have gone away.