vystupky
Ono ty výstupky nemusí být tak moc vidět. Pokud vezmeme, že tyto nechtěné věci způsobuje větší množství filamentu, které se v tom místě nastřádá. Obvykle u švu to bude malé množství filamentu, které z trysky "vyteče" během přesunu. Toto by měla korigovat ta retrakce. Ale, některé filamenty hold vytékají samovolně trochu více než jiné. Například pokud tisknete PLA Mladeč na profilu Prusament PLA, je teplota trysky 215°C. Takže bych zkusil snížit teplotu na 210°C, případně použít profil Prusa PLA. To větší vytékání filamentu by bylo krásně vidět při nahřívání tiskárny. Jestli povyleze cancourek pár milimetrů dlouhý, nebo 5 cm dlouhý. Další důvod by mohl být větší extruze, na zkoušku by třeba šlo snížit multiplikátor extruze, nebo jen při tisku trošku snížit tok filamentu v menu. Třeba o 5%. Může to mít jiné dopady, ale alespoň bychom viděli, zda s zmenšila viditelnost těch švů.
PM
Ja bych zkusil nesetrit na filamentu a zkusil treba i PLA od jineho vyrobce. Nekdy se mohounruzne barvy stejneho typu tj. treba PLA chovat diky primesim jinak.
Anebo jak bylo jiz vyse doporuceno snizil teploty a pro tisk z PLA nepouzival box, ten jeste vice prihreje vse kolem vytisku.
Zlobi stejne i PETG? A posunul bych sev na vnitrni hranu.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
Re: Výstupky z tisku
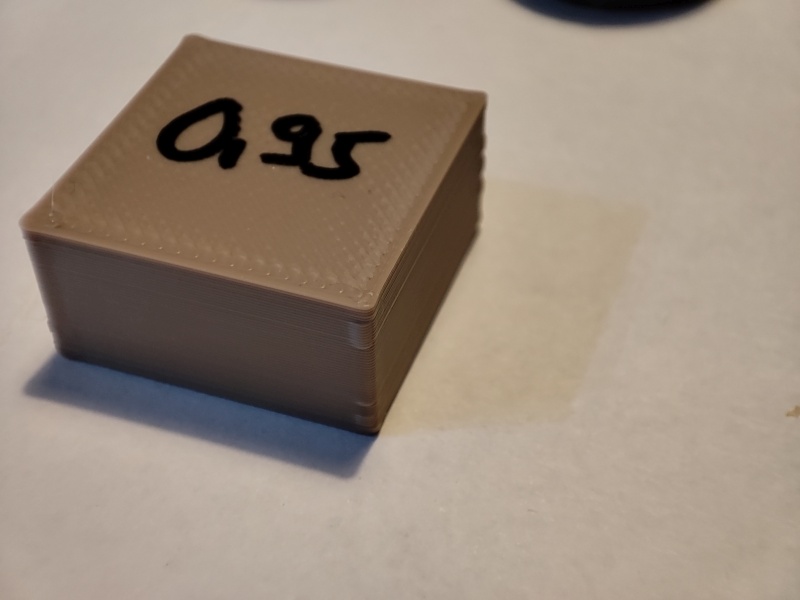
Děkuji, pánové, za reakce! Zkusil jsem zarovnaný šev a tisk na jiný profil (Prusa PLA), dále tisk s násobičem extruze 0.95 a do třetice jsem ubral ještě na tiskárně dalších 5% na průtoku = čili 0.9. Výsledky na fotkách - když na to koukám in natura, přijde mi to všechno stejné...
Zklamaný jsem pořád z kvádru - ty hrany jsou nehezké. Jedná se opravdu o ghosting? Přijde mi, že řemeny jsou dost napnuté. Když jsem je napnul ještě víc, žádný "basový tón" už nevydávaly.


Re: Výstupky z tisku
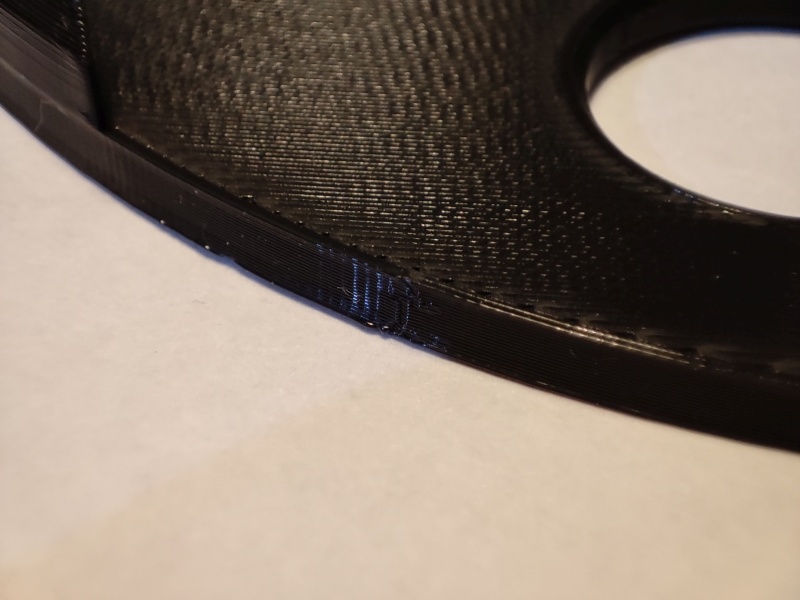
...tady pro srovnání šev z cca půl roku starého tisku - kruhová součást, šev nejde skoro vidět a ani cítit, když po něm přejedu prstem. Jinak všechny testovací tisky v předchozím příspěvku byly dělány v boxu s otevřenými dveřmi, takže přehřívání nehrozilo...
Porovnání
Pro porovnání je potřeba mít totožný model (G-code), vytištěný totožným filamentem. Na různých tvarech se šev projeví různě, někdy je docela zamaskován. A tekutost různých filamentů je různá, záleží i na barvě. Takže bych zkusil vytisknout znova to kolečko z poslední fotky.
Nejsem zaměstnancem Prusa Research.
Re: Porovnání
No, primárně jsem řešil ty výstupky - švu jsem si nikdy nevšiml a neřešil ho. Ty výstupky zmizely po nastavení švu na "zarovnaný", ale zase je poměrně viditelný ten šev. Zkusím najít nějakou menší součástku (ve světlejší barvě) a pro porovnání ji vytisknout znova. Tahle kruhová součást je zrovna dost velká...
Zajímavé ale je, že jsem nikdy nic neměnil v nastavení Sliceru a vždy používal doporučená nastavení. Slicer a nastavení jsem pravidelně aktualizoval. Ty výstupky se začaly objevovat samy od sebe, bez mého zásahu. Takže osobně to vidím na změnu nastavení Sliceru po aktualizaci nebo HW problém na tiskárně.
Co s tím "ghostingem" na kvádru? Nemůže to nějak souviset s viditelnějšími švy, případně s těmi výstupky?
Trosku si se zamotal
Chlape, tohle si dobre precti. VÝSTUPKY = ŠVY. Teď jen resime, jestli budou v jedne linii ale za to velke, nebo "nahodne" rozhazene po modelu ale male. Sniz vytok filametu snizenim teploty tisku, bude to lepsi. Na poslednim obrazku kvadru zadny ghosting nevidim vidim tam obri svy na hranach.
Re: Trosku si se zamotal
Myslím, že celou dobu rozumím, že výstupky jsou švy (i Kalimero to za začátku napsal) - nikdy jsem ovšem švy neřešil a najednou se začaly objevovat. Proč?
Ad ghosting - sám jsi mi napsal, že na kvádru je poměrně silný ghosting - nic jsem neměnil kromě pozice švů a najednou je ghosting pryč?
Nechci útočit, jen už jsem z toho trochu zoufalý. A ani nejsem amatér - svou první RepRap jsem si stavěl sám...
ghosting vs. švy
Já tak úplně netvrdím, že tam ghosting není, jen říkám, že tam není vidět (ta fotka je hodně tmavá).
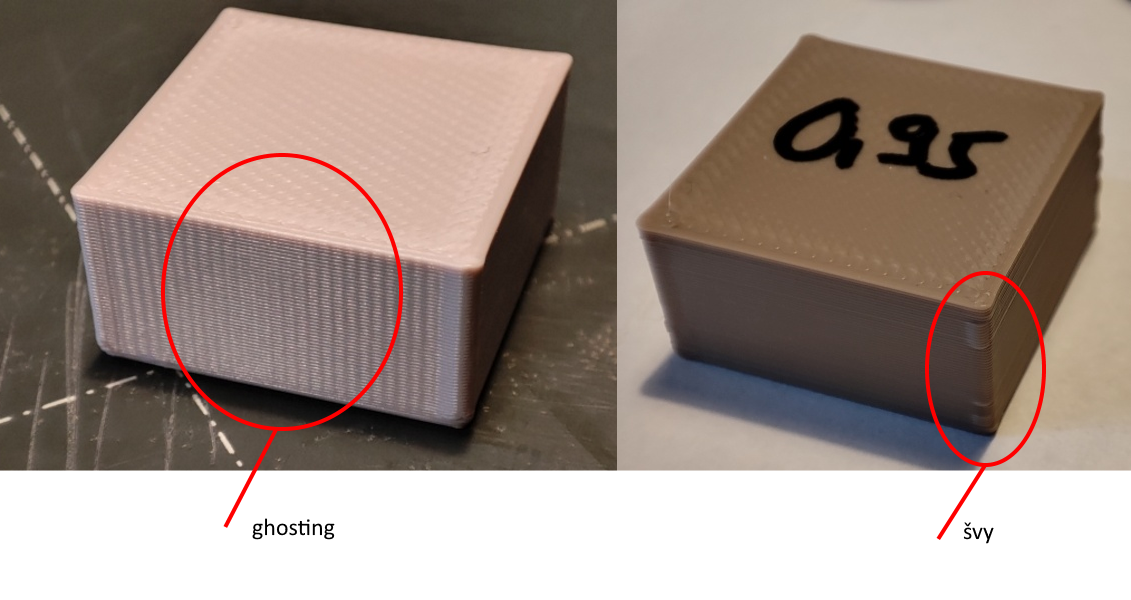
Pro porovnání přikládám tvoje vlastní obrázky a na nich ti vyznačuju, co je způsobeno ghostingem a co švama.
Na obojí problémy jsme ti s Kalimerem přiložili linky na knowledge base, kde se oba problémy detailně popisují. Ghostingu jsi se mohl zbavit tím, žes dotáhnul uvolněné řeměnice.
Švy se nezačali jen tak objevovat, jsou tam vždycky. Jen jsou někdy víc vidět. To záleží na modelu a jak jsme ti již psali, i na filamentu, teplotě a dalších vstupech.
Měnil si filmenty?
Nastaveni jsi sice nemenil, ale filamentz určitě ano. Kazdy filament se chova trochu odlisne i kdyz je tzv. stejneho typu, takze potrebujes poradne. vyladit teploty, retrakce a pohrat si se svy.
mne se treba dva filamenty PETG chovaji ruzne a rozdil mezi nimi je jen barva - neboli primesi.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
Re: Měnil si filmenty?
Ukázka tisku z ABS a RePETG:

Je to pořád stejné. Fakt už mi to potvrzuje mé podezření na HW poruchu...
Řeším tento problém zároveň s oficiální PRUSA podporou. Bylo mi doporučeno zkontrolovat extruder - zatím vše v pořádku. I na retractu se žádné závady neshledaly.
Zkusím ještě tisk PLA s teplotou o 10°C menší (5°C už jsem zkoušel a nemělo to vliv) a pak nějaký ten objekt pro porovnání (starý tisk vs. aktuální).
M.
RE: rady
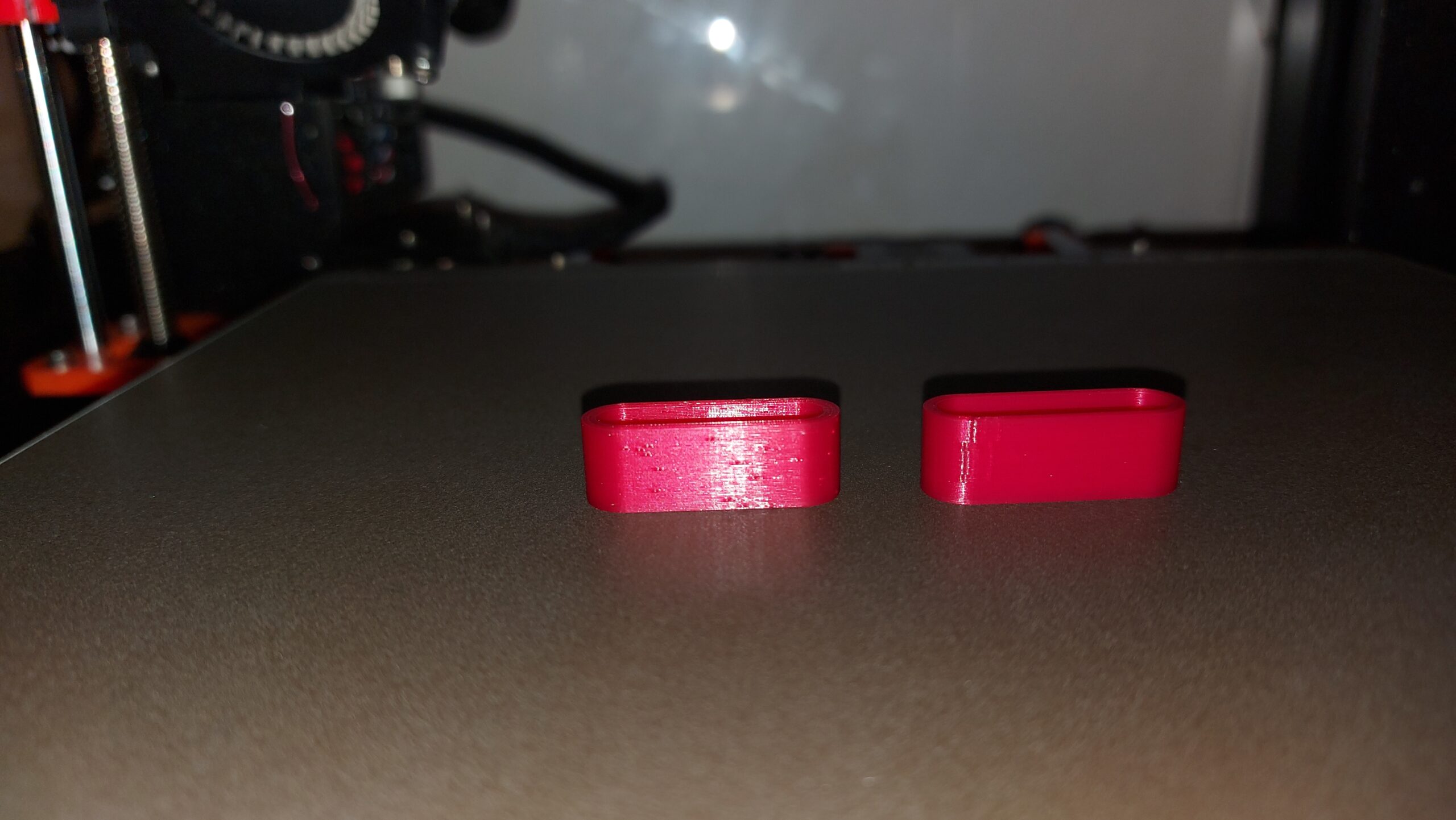
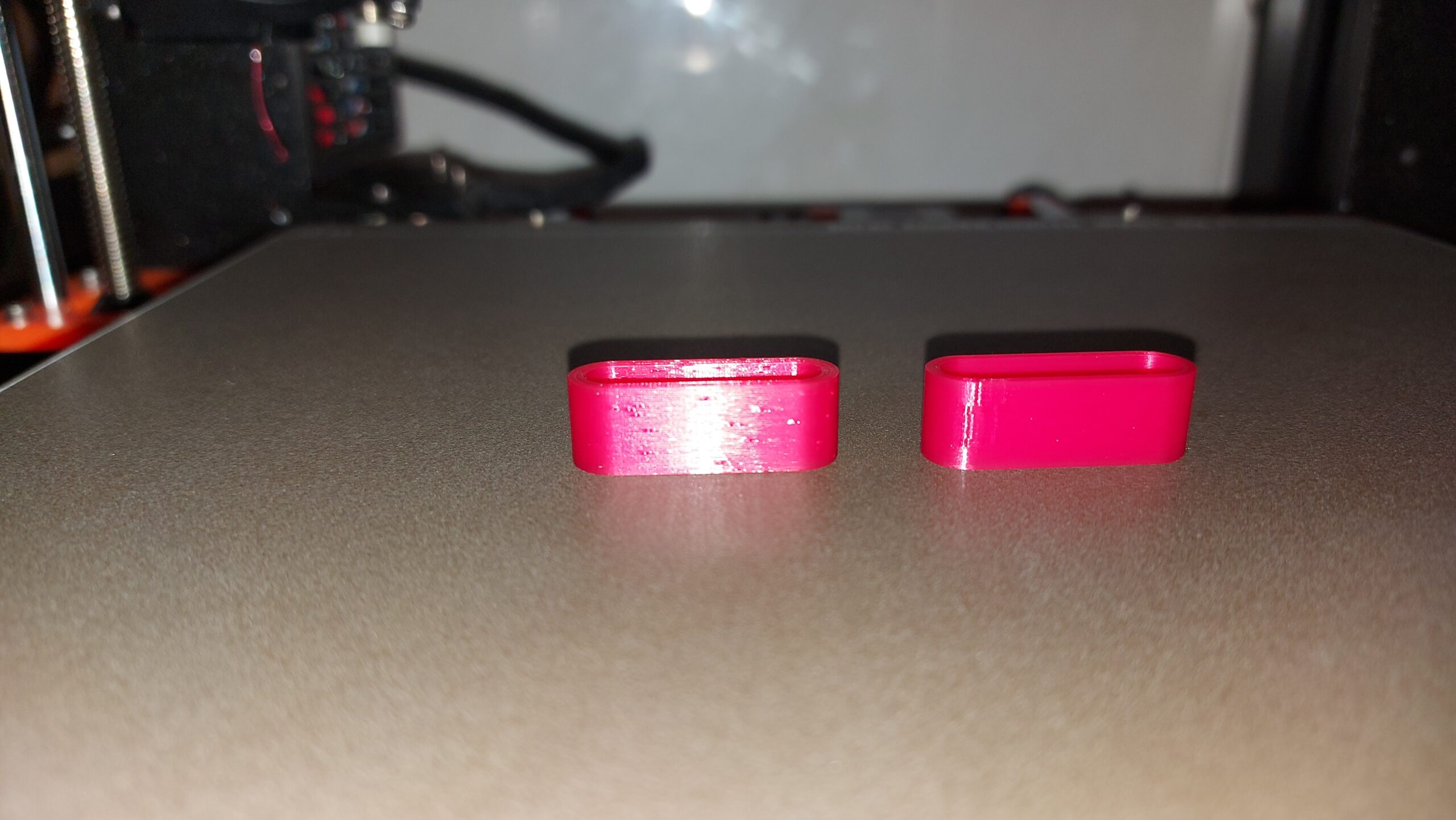
Myslím, že by ses neměl tolik vázat na HW problém, a uvažovat spíš o tom, co ti tady všichni psali. Je to většinou věc modelu, filamentu a nastavení tisku. Protože nevypadáš, že bys nám příliš věřil, přikládám pár příkladů. Bohužel tam mám zrovna lesklý filament, na něm je to blbě vidět a ještě se to leskne, ale určitě tam něco poznáš. Oba dva výtisky jsou PLA, výška vrstvy 0.2mm, profil Prusament PLA. Filament je ale PM.Výtisk vpravo je standartní. Šev je nastaven na Nearest, aby se eliminovaly dlouhé přejezdy.U levého rohu je patrný téměř zarovnaný šev. Pokud to nezkoumáš takto z blízka (model má 3cm na délku), není to vlastně ani vidět. Stěna modelu je 1.6 mm, tzn. je to tvořeno 4 průjezdy. Dva vnější a dva vnitřní perimetry.Naopak model vlevo, ten jsem trochu pozměnil. Udělal jsem šířku stěny 2mm, takže 5 průjezdů. Jenže ideální tloušťka linky je 0.45mm, tady se těch pět musí trošku namačkat. Má to vliv na kvalitu tisku. Rovněž jsem šev nastavil na Random. A abych to ještě trošku zvýraznil, připlácl jsem výtisk trošku více k podložce (Z o 0.010 dolu). To nutí trysku trošku víc tlačit na předchozí vrstvu a více to rozpatlává filament.Tento model, co sis vybral na zkoušení je na švy úplně nejhorší varianta. Kulatý, stěny tenké, pouze perimetry. A vnější perimetry jak z venku, tak zevnitř modelu. Nic horšího asi na švy existovat nebude. Jak jsme říkali, zbavit se jich úplně nepůjde. Maximálně to vyladíš, aby byly méně vidět.
RE: rady
Díky Milos V. za demonstraci tisku a vysvětlení! Není to o tom, že bych vám tu nevěřil, ale když pozoruji, jak nic z toho co měním nepomáhá, tak hledám příčinu jinde. Navíc, oficiální podpora kontrolovala můj projekt 3mf a neshledala chybu v nastavení.
Co ten tisk z jiných materiálů? To jsou všechny profily (nastavení) špatně, když to tiskne pořád stejně špatně?
On ten objekt, na kterém ukazuji chybu, je ještě trochu složitější - je komolý. Ale tiskl jsem i horší objekty a neshledávám důvod, proč by měl být tak "škaredý". To, co jsi vytiskl vlevo na fotkách se mi vytiskne s defaultní pozicí švu "nejbliší" a to vpravo se změněnou pozicí švu na "zarovnaný" - takže přesně naopak než tobě.
Přikládám projekt, pokud bys byl ochoten jej vytisknout se standardním profilem Prusament PLA nebo Plasty Mladec PLA. Díky.
krytka
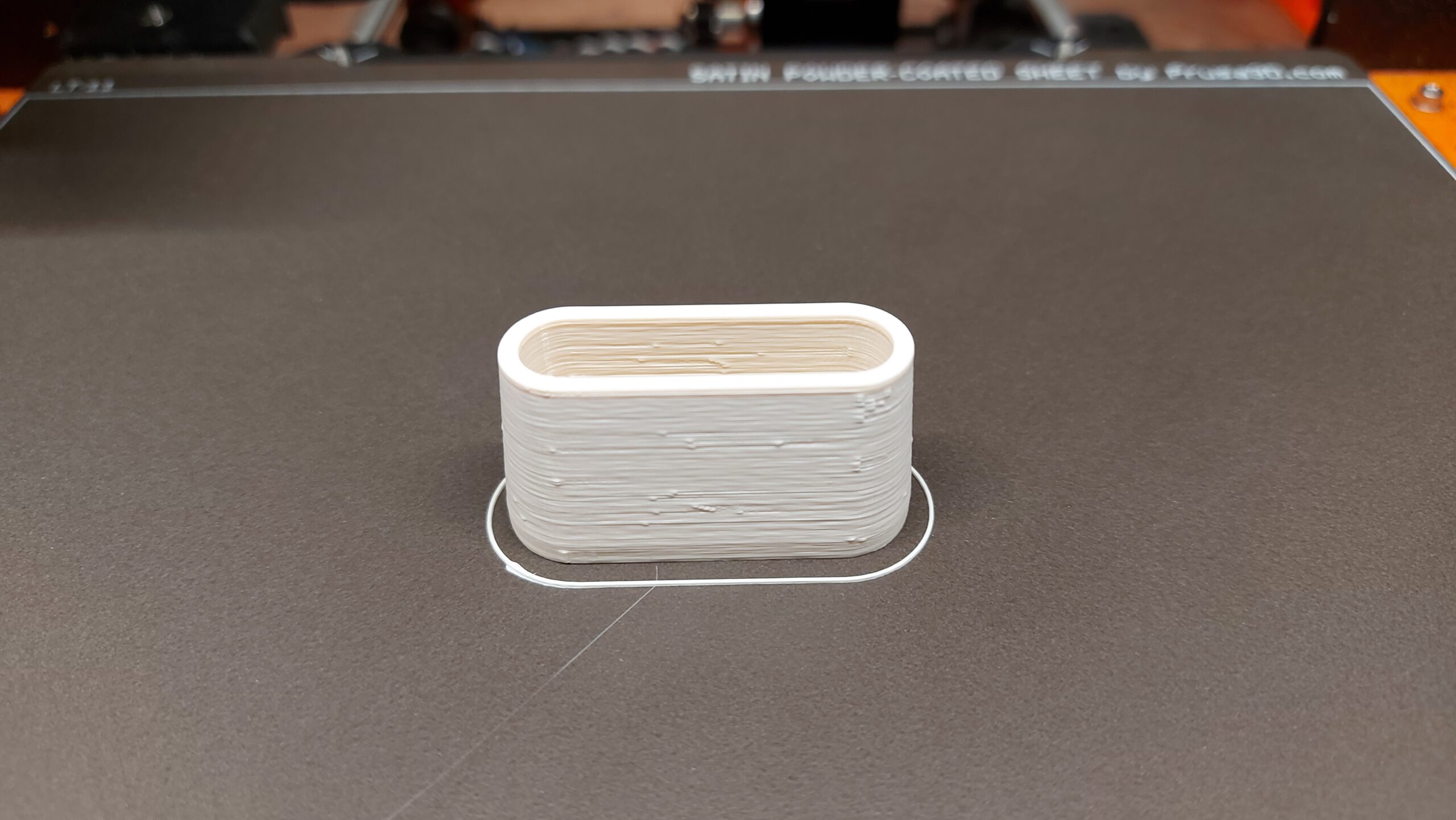
Jak vidíš, tak s tvým modelem nedosáhnu taky valných výsledků.
Ten kónický tvar způsobuje, že někde jsou výplně a někde jsou jen pevné perimetry. Zkusím to trošku poladit.
Slicer 2.4.0
Nevim jestli oficialni slicer 2.3.3 ale 2.4.0 beta ma myslim malovatko, kterym muzes urcit kam chces umistit sev . https://github.com/prusa3d/PrusaSlicer/releases
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: Výstupky z tisku
Po zhodnocení oficiální podpory bude tiskárna odeslána do servisu na kontrolu. Ozvu se pak, jak to dopadlo.
Díky všem, kdo se aktivně zúčastnili tohoto vlákna!
M.
RE: Výstupky z tisku
Drzime palce a dej vedet.
even an old man can learn new things 🙂
Standard I3 mk3s, MMU2S, Prusa Enclosure, Fusion 360, PrusaSlicer, Windows 10
PRUSA MINI+ Prusalink + Prusa Connect
RE: Výstupky z tisku
Zdravím,
před Vánoci mi dorazila tiskárna z reklamace / opravy. Bylo zjištěno několik závad a potvrzena tvorba blobů ve švech:
- Tiskový ventilátor byl vyměněn z důvodu hlučností (poškozené ložisko)
- Termistor hotendu byl vyměněn z důvodu poškozeného pouzdra
- Tryska byla poškozena a heaterblok byl nadměrně znečištěný
- Byla zjištěna vůle hlazených tyčí osy Y v plastových dílech MINI Y PLATE REAR a MINI Y PLATE FRONT
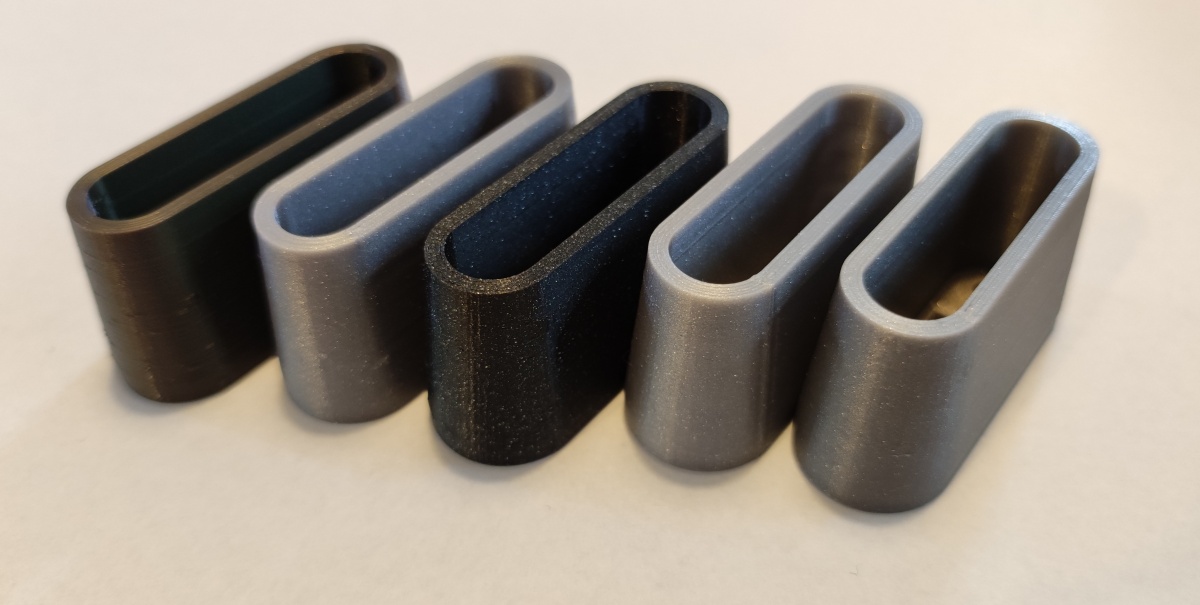
V servisu provedli 5 testovacích výtisků problematického tvaru s následujícími nastaveními:
- Tiskový profil: 0,15mm QUALITY, pozice švu: Nejbližší, Filament: Prusament PLA. (1-Mystic Green)
- Tiskový profil: 0,10mm DETAIL, pozice švu: Nejbližší, Filament: Prusament PLA. (2-Galaxy Silver)
- Tiskový profil: 0,10mm DETAIL, pozice švu: Nejbližší, Filament: Prusament PLA. (3-Galaxy Black)
- Tiskový profil: 0,10mm DETAIL, pozice švu: Zarovnaný, Filament: Prusament PLA. (4-Galaxy Silver)
- Tiskový profil: 0,10mm DETAIL- upravena jen výška vrstvy na 0,07mm (není doporučeno u 0,4mmtrysky), pozice švu: Nejbližší, Filament: Prusament PLA. (5-Galaxy Silver).
Seřazeno zleva doprava. Nejlepší se mi zdají výtisky 2, 3 a teoreticky 5.
Opětovný tisk problematického tvaru se stejnými nastaveními jako před reklamací dosáhl sice stále viditelných švů, ale už nejsou tak "vyhřezlé":
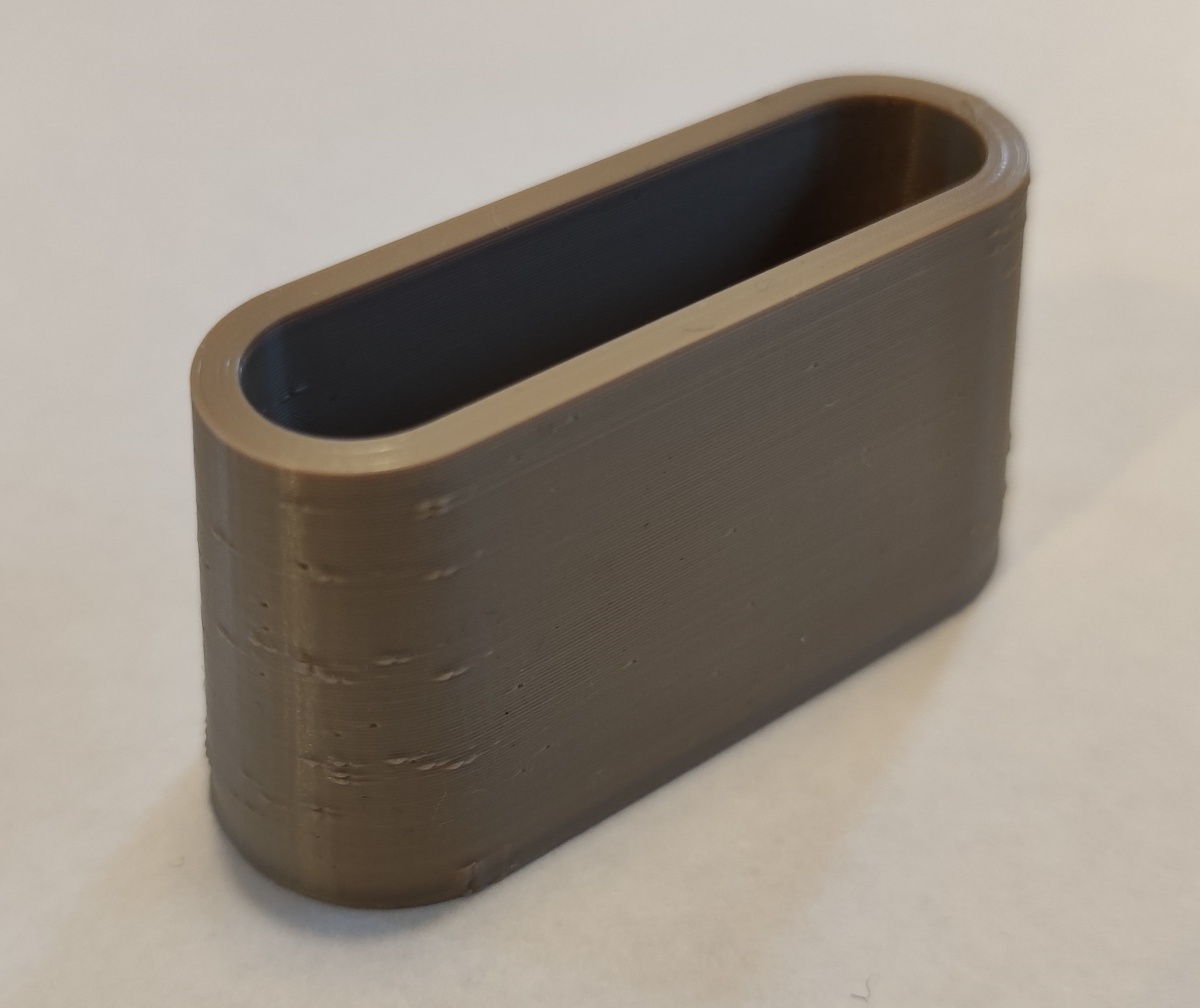
Celkově hodnotím předchozí problémy jako kombinaci HW + nastavení + filament. Tiskárna byla cca měsíc v servisu, ale nelituji toho - je po revizi a s prodlouženou životností.
Děkuji všem diskutujícím a přeji hezký zbytek roku!
M.