Need help to print this model
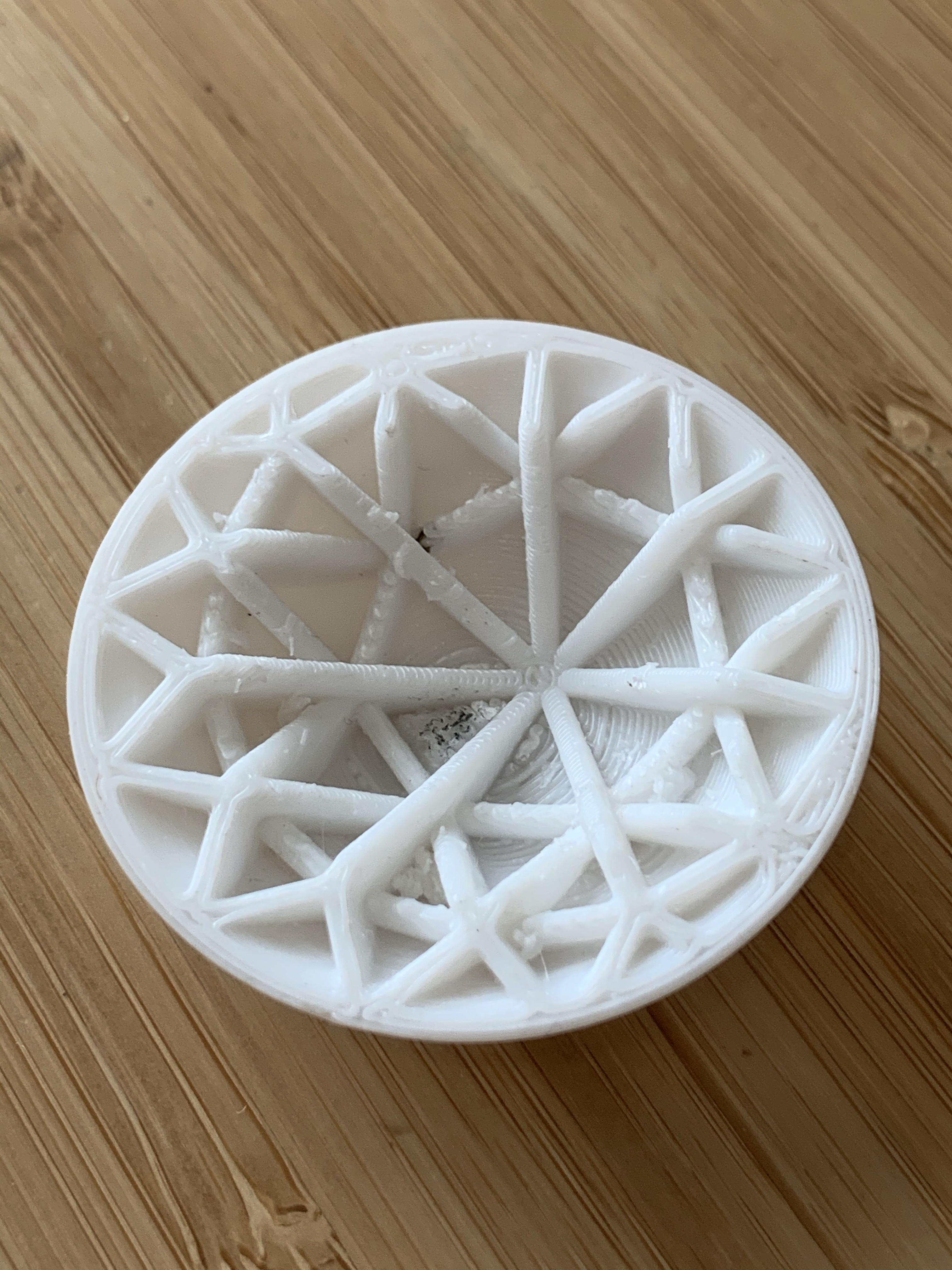
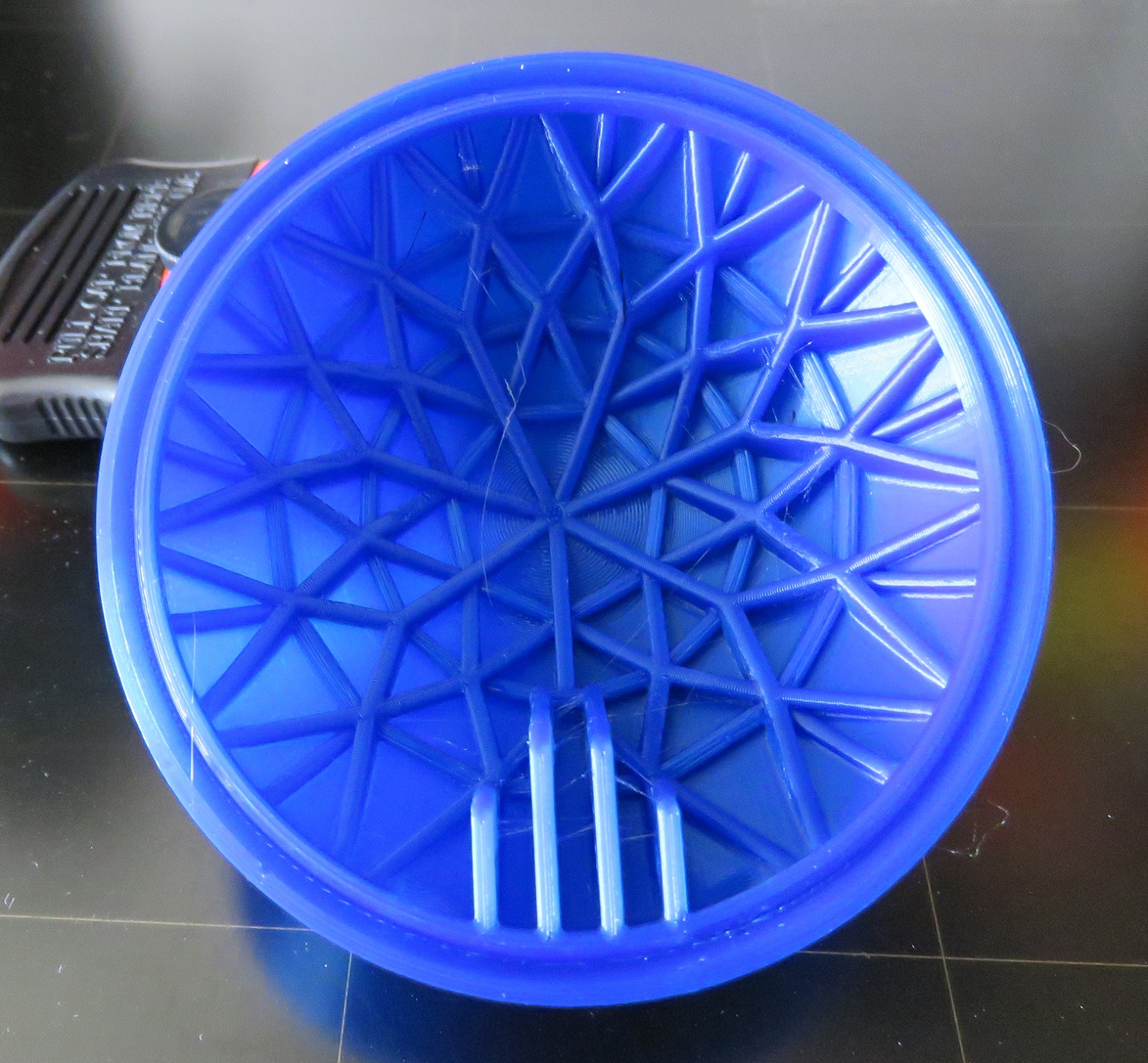
I have been trying to figure out how to print this cone shape model with both good exterior quality and minimum problem with support. If I print it with the convex end down, then the support for the first portion makes the exterior not smooth. The interior is great though, see picture.


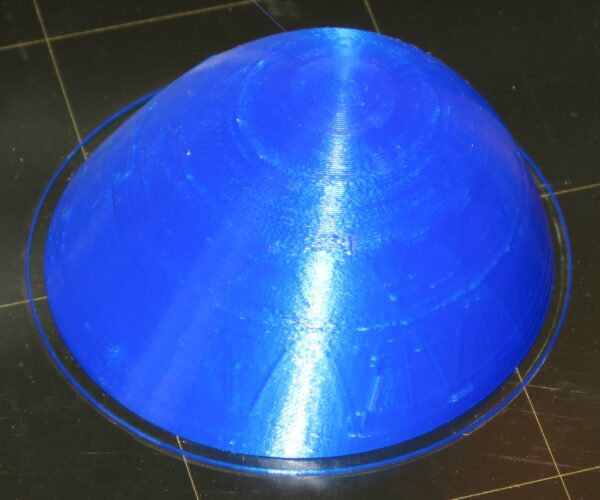
Then I cut the top part of the cone and invert the model to test print. I get reasonable quality on the exterior but the support for interior is hard to remove, especially the tiny ones near inside the top of the cone.

What approach should I try to solve this? Should I try to get the support working well for the exterior so I can print it convex end down? Or should I tune the support settings so they are easier to remove and print convex end up?
RE: Need help to print this model
It seems that curves that start on the bed are problematic. Maybe a raft (hard to see from your pic if it's raft or support) would help?
Or perhaps a different orinetation. 45 degrees? I guess flipping it would cause to much support (you can use support blocker to eliminate unnecessary support)?
Perhaps change the design a little with flat on the bed?
RE: Need help to print this model
I have been trying to figure out how to print this cone shape model with both good exterior quality and minimum problem with support. If I print it with the convex end down, then the support for the first portion makes the exterior not smooth. The interior is great though, see picture.
Fillets or curved undersides are going to be tricky. Even with supports, the underside will tend to be rough compared to the rest of the print. If post-processing is an option, this may be your best bet.
Then I cut the top part of the cone and invert the model to test print. I get reasonable quality on the exterior but the support for interior is hard to remove, especially the tiny ones near inside the top of the cone.
That's an interesting print with those internal structures. Have you tried printing it with the cone up without supports? There might be enough internal structure to get away with it. Otherwise, you can increase Print Settings->Support material->Options for support material and raft->Contact Z Distance to ease removal. I go with 0.25mm for most prints. The supported surfaces will be rough though.
RE: Need help to print this model
It seems that curves that start on the bed are problematic. Maybe a raft (hard to see from your pic if it's raft or support) would help?
Or perhaps a different orinetation. 45 degrees? I guess flipping it would cause to much support (you can use support blocker to eliminate unnecessary support)?
Perhaps change the design a little with flat on the bed?
It was a raft with support. So it doesn't look like would help.
Printing the other orientation will have a lot of support and I am fine with that. My concern is with the quality of interior with inability to remove some of the smallest support bits. At this point, that may be the compromise I have to accept.
As for printing flat on the bed, the exterior print layers pattern won't match the other part, which is a SpaceX Dragon capsule. I am not planning to post-process the piece so matching layer pattern would be aesthetically good.
RE: Need help to print this model
I've tried printing the test section with no support like you suggested. The interior looks reasonably good. The top part of the exterior was a bit mangled up, though I think that is caused by the variable layer height I applied to that section. So that may be an option for me for the entire piece.
For the Contact Z Distance setting, I am already using 0.25mm and even that creates small bits that is almost impossible to remove from the interior 😪
RE: Need help to print this model
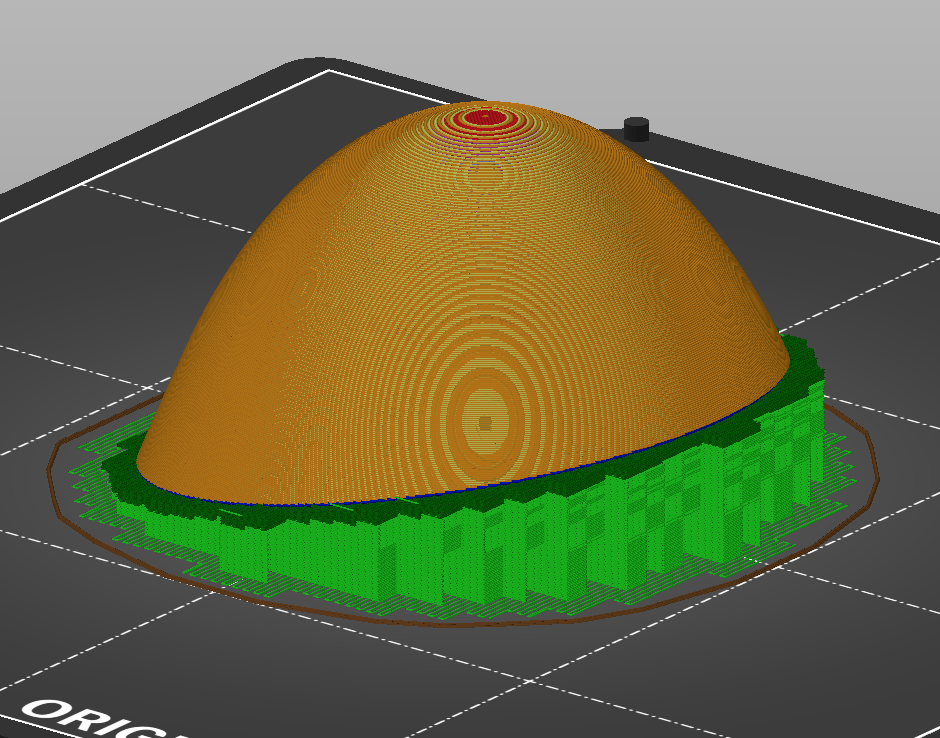
I just sliced the cone, large open end down, and it appears to slice perfectly well with no outstanding printing issues that would make me do anything extra. No supports needed. Variable layers at the very tip of the nose to smooth it out, but nothing else looks necessary. I may print it for fun.
RE: Need help to print this model
I just sliced the cone, large open end down, and it appears to slice perfectly well with no outstanding printing issues that would make me do anything extra. No supports needed. Variable layers at the very tip of the nose to smooth it out, but nothing else looks necessary. I may print it for fun.
This is my only attempt at no support with variable layer height. Not sure what happened to the exterior. Perhaps I went too far with the layer height adjustment?

RE: Need help to print this model
Print will be done in 4 hours ... I'll post photos. But, I'm using my ultra cheap filament - dark blue at $12 a kilo - so can't promise the photos or print will be superb for detail... lol (actually, I can't tell the difference in print quality between $35 Prusament and the $12 stuff).
RE: Need help to print this model
Print will be done in 4 hours ... I'll post photos. But, I'm using my ultra cheap filament - dark blue at $12 a kilo - so can't promise the photos or print will be superb for detail... lol (actually, I can't tell the difference in print quality between $35 Prusament and the $12 stuff).
I presume you have the open end flat on the bed. I have mine at an angle so the print layer is parallel to the rest of the capsule body. Like this:
RE: Need help to print this model
Printing that way is asking for problems. You are changing the designed angle of the inner supports and forcing overhangs greater than 60 degrees. Add that the part to part seam is now a rafted surface (aka lousy) it will visually detract more than a simple perimeter texture does.
In any case, photos will be posted even if something horrible happens like my cat finds the printer interesting.
RE: Need help to print this model
Printing that way is asking for problems. You are changing the designed angle of the inner supports and forcing overhangs greater than 60 degrees. Add that the part to part seam is now a rafted surface (aka lousy) it will visually detract more than a simple perimeter texture does.
In any case, photos will be posted even if something horrible happens like my cat finds the printer interesting.
That is the entire nose cone part as the designed model. The designed inner structure will be the correct orientation if printed this way (or 180 degrees flipped). The original instruction is actually to print it cone end down with support. But the designer uses Cura and Ultimaker so the result is obviously different. This is the orientation that the printed part will be used/viewed, i.e. the bottom face is supposed to be at an angle.
RE: Need help to print this model
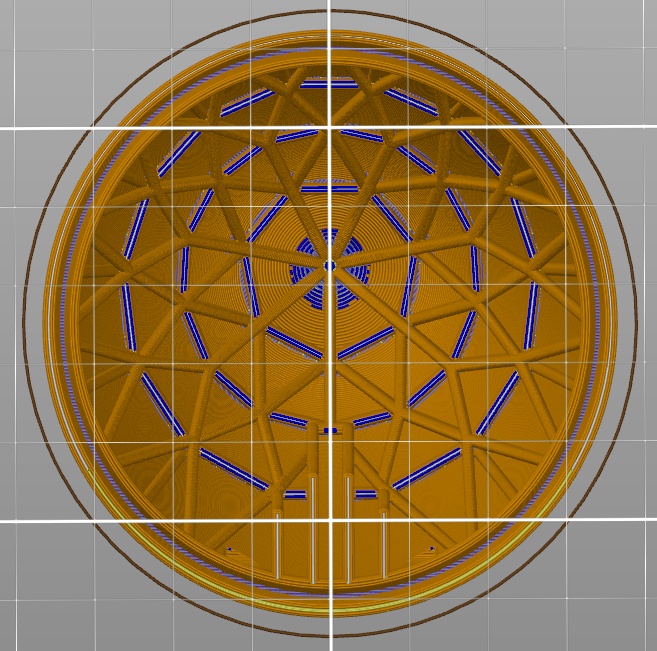
So - toyed with the 'angled' build, and here's what I get:
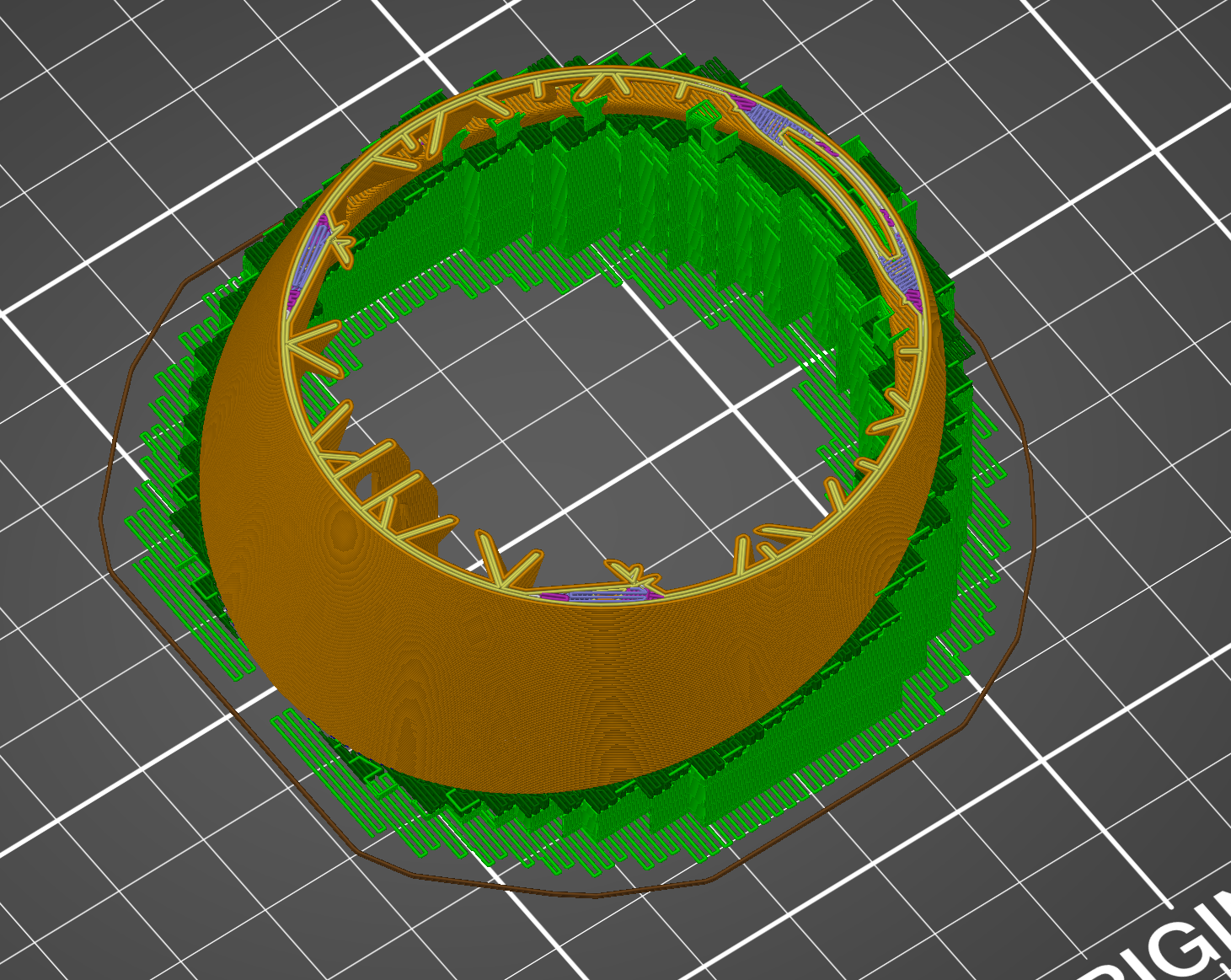
Support in the dome doesn't really need to be there - only the shell raft. There are a couple of spots at the extreme top that are questionable ... but will probably be functional even if the inner surface suffers. I used a modifier to remove the inner support area.
ps: I would not print it this way since it will result in an ugly print.
RE: Need help to print this model
So - toyed with the 'angled' build, and here's what I get:
Support in the dome doesn't really need to be there - only the shell raft. There are a couple of spots at the extreme top that are questionable ... but will probably be functional even if the inner surface suffers. I used a modifier to remove the inner support area.
Looks like this is the approach I'd try next.
Is there other printing settings I can alter to help with the top section? Lower printing speed?
RE: Need help to print this model
Printing that way is asking for problems. You are changing the designed angle of the inner supports and forcing overhangs greater than 60 degrees. Add that the part to part seam is now a rafted surface (aka lousy) it will visually detract more than a simple perimeter texture does.
In any case, photos will be posted even if something horrible happens like my cat finds the printer interesting.
For reference, you can see the angled interface between the nose cone and the capsule shell in this photo: https://www.flickr.com/photos/spacex/39684491043/
RE: Need help to print this model
The print ... seems this cheapo filament has a lot of diameter variation I hadn't noticed printing flat parts ... lol ... plus I changed modes for a minute midway up to measure sound levels ... that fat line about half way up. The variable layer height also has a lot of variation I can't explain.
I suspect slowing the external perimeters from the default would help overall print quality, and a third perimeter to reduce print through.
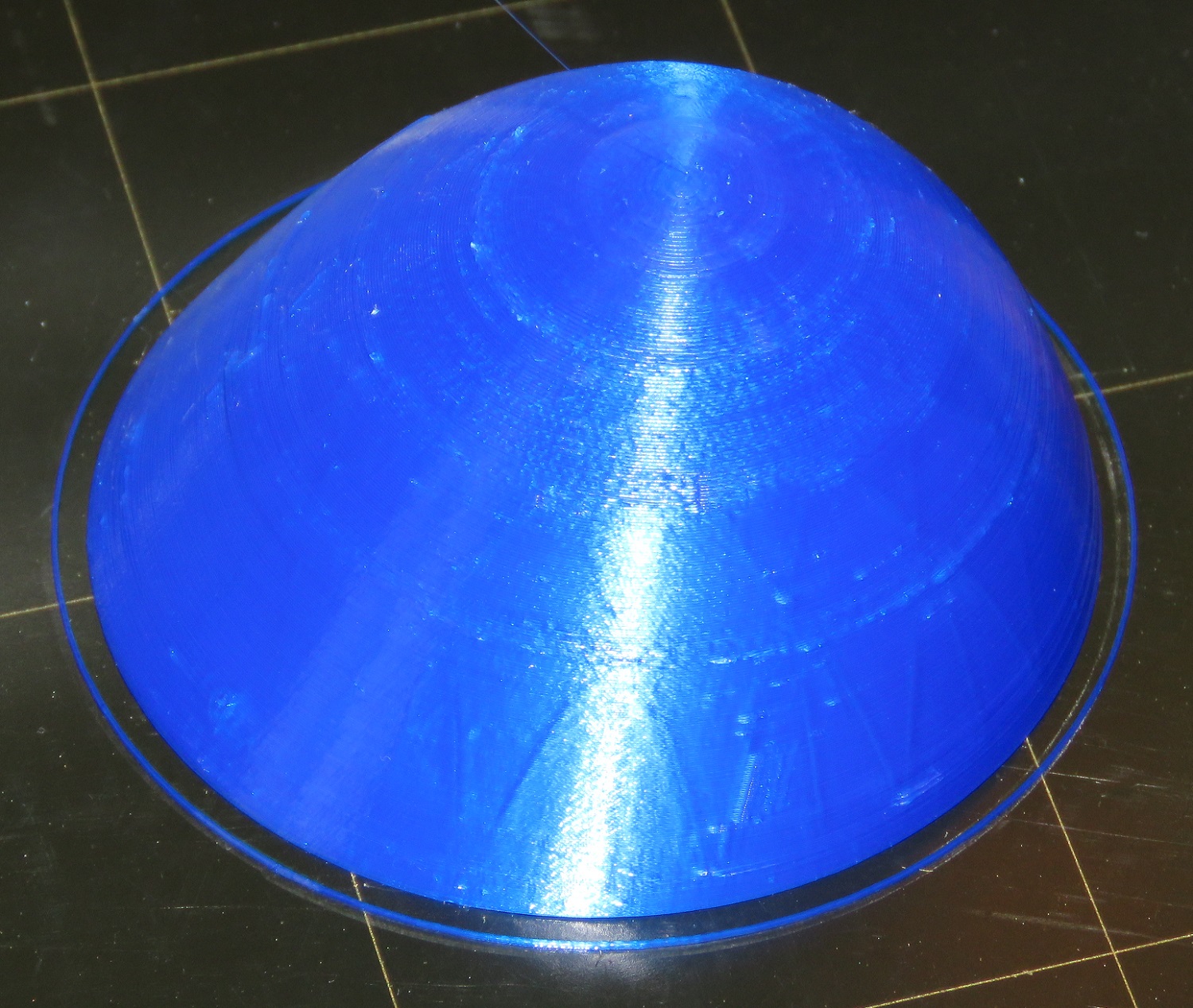
Photos were before I did a few seconds of 220 grit to take off 90% of the surface roughness, but I don't have any flat white spray...
RE: Need help to print this model
The print ... seems this cheapo filament has a lot of diameter variation I hadn't noticed printing flat parts ... lol ... plus I changed modes for a minute midway up to measure sound levels ... that fat line about half way up. The variable layer height also has a lot of variation I can't explain.
I suspect slowing the external perimeters from the default would help overall print quality, and a third perimeter to reduce print through.
Photos were before I did a few seconds of 220 grit to take off 90% of the surface roughness, but I don't have any flat white spray...
The interior looks really nice despite no support! I will try printing it this way tomorrow.
RE: Need help to print this model
@tim-m30
What bridging settings do you use? I am worry about those horizontal parts
RE: Need help to print this model
I didn't use any bridge detection. I printed with default 0.15mm Quality for MK3, with the layers above 32mm variable down to 0.07mm.
RE: Need help to print this model
Here's what the part looks like with bridge detection on.
For what it's worth, the Mk3 can bridge a centimeter quite easily, even without slowing down or reducing flow.
RE: Need help to print this model
The print ... seems this cheapo filament has a lot of diameter variation I hadn't noticed printing flat parts ... lol ... plus I changed modes for a minute midway up to measure sound levels ... that fat line about half way up. The variable layer height also has a lot of variation I can't explain.
I suspect slowing the external perimeters from the default would help overall print quality, and a third perimeter to reduce print through.
Photos were before I did a few seconds of 220 grit to take off 90% of the surface roughness, but I don't have any flat white spray...
Took me a few of attempts to get this printed today. I noticed the bulge during first attempt (see next pic) and I stopped to investigate. The band correlates with the extra material from the interior so I played with a few settings (number of perimeters, z-height, nozzle temp) to see what effect they have. I suspected over-extrusion with the infill and interior perimeter pushed the exterior out.

In the end, I printed this with reduced external perimeters and perimeters extrusion widths. The bands are still there but much reduced. As for the last 10% of the cone, I don't know why the poor exterior quality. I haven't seen this in any other prints that I have done.


After spending about 15 minutes sanding the exterior with 200 grit paper, most of the issues are gone but still need some more time to remove the bulges.