Injecting M600 (colorchange) mid layer
Hi forum,
In a lot of prints I use numbers, either inset or protruded, but one thing I can't currently do directly in prusaslicer, is to scroll through the toolhead movement in a layer, and inject a color change in the displayed gcode, so that only part of a layer is printed in a different color. The effect I aim for, is e.g. a white part where the inset number has a black background.
Currently I find the gcode lines in prusaslicer, export the gcode and manually inject M600 where needed, but it would be quite a gamechanger to be able to insert it in the slicer!
Best Answer by JoanTabb:
the easiest way to do this in my opinion, is to insert a 'TWO LAYER THICK' patch at the bottom of the letter chamber so that it gives a contrasting colour to highlight the letters!
then set the printer up as a virtual two extruder printer.
put the M600 code in the custom Gcode
assign one extruder to each colour
assign the correct extruder to each element of the print
Turn off the 'Wipe Tower' in the 'Print Settings>Multiple extruders' menu
and slice
you should end up with an embedded patch at the base of the letters like this image below (I used Blue, because the Black image doesn't show the filament print directions so well)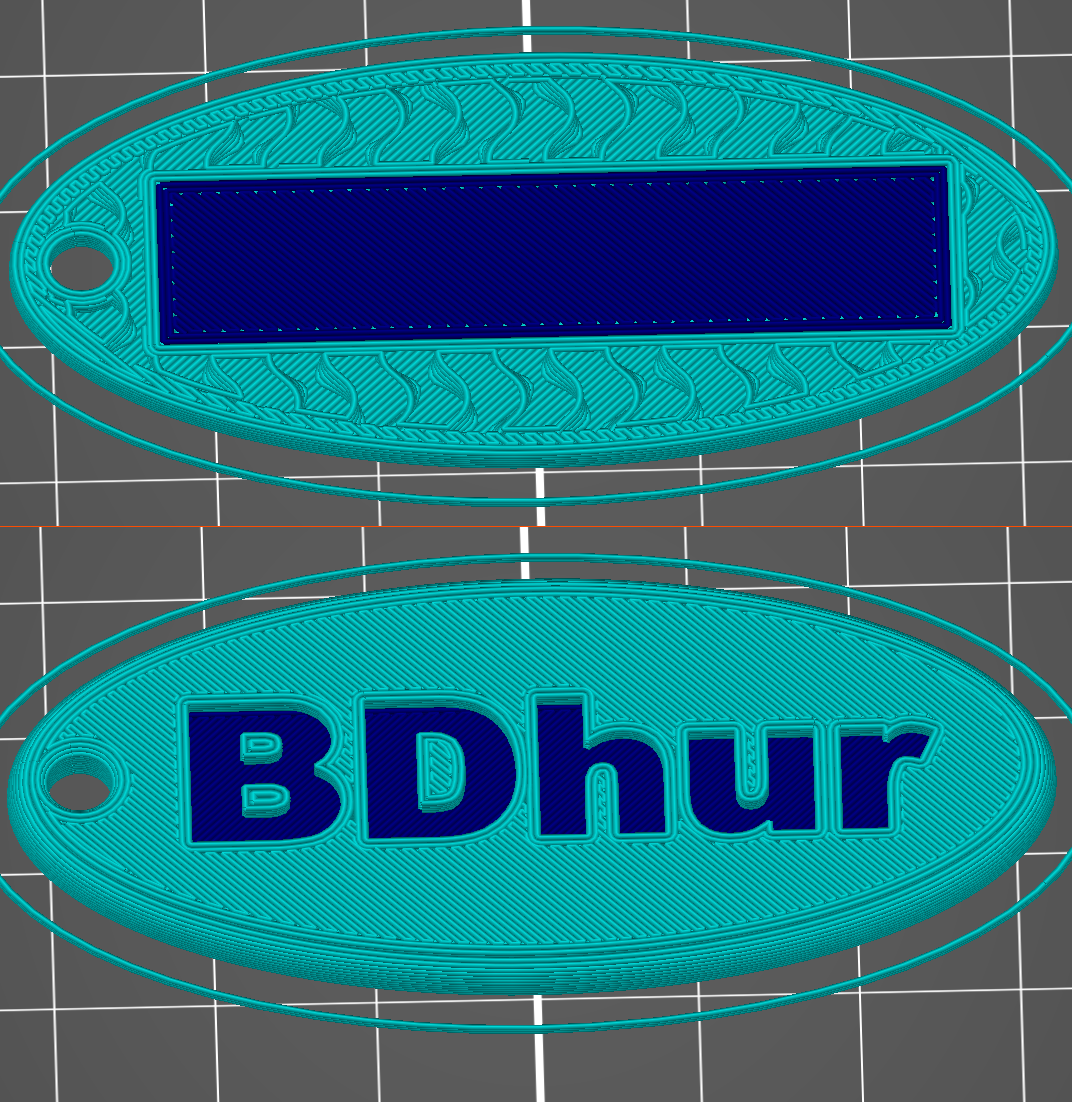
Project file below
DBhur Keytag
When you start the print, it doesn't matter what colour you have in the extruder, because the print will begin, and part way through the prime line, you will get a colour change request.
at this point, insert your main colour (Light Blue, in this case)
the printer will squirt out a wormcast of mixed colour waste RESIST THE TEMPTATION TO PULL THIS WASTE OFF THE NOZZLE!
Instead simply hold the waste pinned to the build plate, and when the printer asks, 'is the colour clear' Assuming the colour is actually loaded and purged adequately, answer 'YES'
at this stage the printer will move the eztruder away from the waste material wormcast, ripping the waste off the nozzle as it goes...
If you ignore this, you will find that the printer extrudes a little more filament to prime the nozzle and you will end up trying to chase the nozzle to remove the waste...
the reason for the panel being two layers thick, is that the printer will print the main colour up until the layer where it needs to change colours, the printer will do the remaining part of that layer in the main colour, then ask you to change colours, so you change to dark blue, (taking note of the warning in red above), the printer will complete that layer in dark blur, rise to the next layer, continue in dark blue to finish the panel, and then request a colour change where you change back to light blue, and the printer will complete the model... (IF you make the panel thicker than two layers, you will need extra colour changes which can be a pain,
it the panel is one layer thick, you may not get a good contrast!) I hope this makes sense
I am about to go out, so I will link to an old post that may help too!...
https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-how-do-i-print-this-printing-help/acting-as-my-own-mmu/#post-100939
regards Joan
Just noticed I spelled your tag name incorrectly... Sorry, Dyslexia strikes... KO!
RE: Injecting M600 (colorchange) mid layer
the easiest way to do this in my opinion, is to insert a 'TWO LAYER THICK' patch at the bottom of the letter chamber so that it gives a contrasting colour to highlight the letters!
then set the printer up as a virtual two extruder printer.
put the M600 code in the custom Gcode
assign one extruder to each colour
assign the correct extruder to each element of the print
Turn off the 'Wipe Tower' in the 'Print Settings>Multiple extruders' menu
and slice
you should end up with an embedded patch at the base of the letters like this image below (I used Blue, because the Black image doesn't show the filament print directions so well)
Project file below
DBhur Keytag
When you start the print, it doesn't matter what colour you have in the extruder, because the print will begin, and part way through the prime line, you will get a colour change request.
at this point, insert your main colour (Light Blue, in this case)
the printer will squirt out a wormcast of mixed colour waste RESIST THE TEMPTATION TO PULL THIS WASTE OFF THE NOZZLE!
Instead simply hold the waste pinned to the build plate, and when the printer asks, 'is the colour clear' Assuming the colour is actually loaded and purged adequately, answer 'YES'
at this stage the printer will move the eztruder away from the waste material wormcast, ripping the waste off the nozzle as it goes...
If you ignore this, you will find that the printer extrudes a little more filament to prime the nozzle and you will end up trying to chase the nozzle to remove the waste...
the reason for the panel being two layers thick, is that the printer will print the main colour up until the layer where it needs to change colours, the printer will do the remaining part of that layer in the main colour, then ask you to change colours, so you change to dark blue, (taking note of the warning in red above), the printer will complete that layer in dark blur, rise to the next layer, continue in dark blue to finish the panel, and then request a colour change where you change back to light blue, and the printer will complete the model... (IF you make the panel thicker than two layers, you will need extra colour changes which can be a pain,
it the panel is one layer thick, you may not get a good contrast!) I hope this makes sense
I am about to go out, so I will link to an old post that may help too!...
https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-how-do-i-print-this-printing-help/acting-as-my-own-mmu/#post-100939
regards Joan
Just noticed I spelled your tag name incorrectly... Sorry, Dyslexia strikes... KO!
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Injecting M600 (colorchange) mid layer
Or you can use the multi-extruder technique. In your design software, make sure that the letters are separate objects from the main part. In Prusaslicer, set number of extruders to 2 (doesn't matter that you have only 1), then assign one extruder to the main part, the other to the letters. Prusaslicer will eject the filament when it's time to swap it in every layer. For an example: https://www.printables.com/model/137547
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/