Developing 'NinjaFlex' profile for Mini
Hi Guys
I have been trying to find the best settings for Ninjaflex on my Mini
Going well so far after much research.
I have got a very small test print (10 mins) that i am using, It prints perfectly twice and then starts to under extrude.
My guess is that it is slowly losing the pressure on the filament over the prints, so my next idea for tweeking is to up the 'Extrusion Multiplyer' a little and maybe up the nozzel temp a fraction (kust in case it due to slowly clogging up).
Would appreciate your expert views ??
Will publish my final settings here when i have it sorted
Cheers
Steve
RE: Developing 'NinjaFlex' profile for Mini
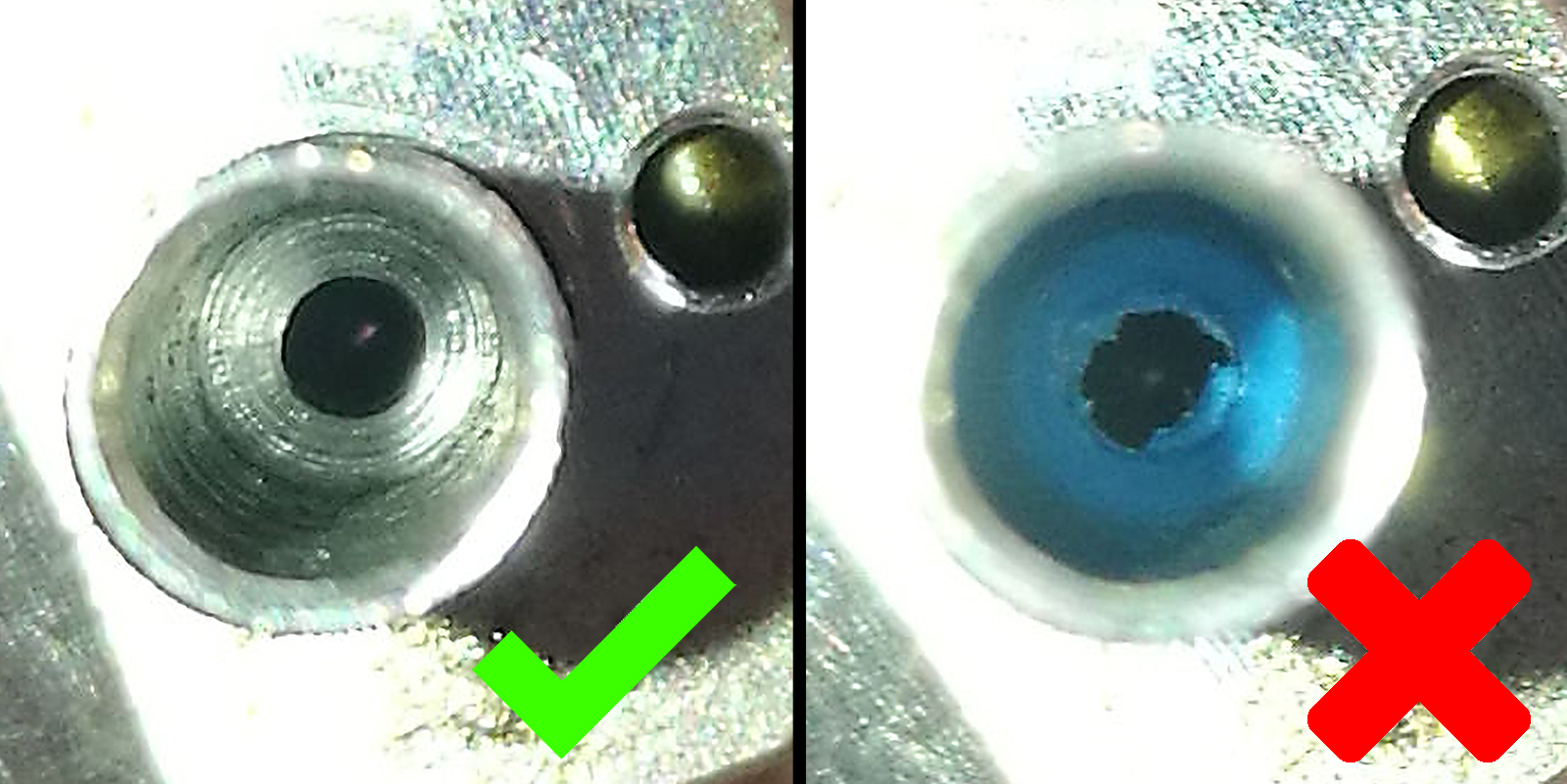
Hello. I ve tried few prints with TPU. its an ongoing process. I m no expert on Ninja Flex yet the issue sounds a lot like hotend clog. My bet is material buildup in between ptfe tube and heatbreak. It is shown in here https://help.prusa3d.com/en/article/clogged-nozzle-hotend-mini_112011
RE: Developing 'NinjaFlex' profile for Mini
I have bondtech extruder. Will it be easier to print ninjaflex or will it still come down to heatbreak jamming?
RE: Developing 'NinjaFlex' profile for Mini
@rockytoptim
Well the heatbreak jamming and extruder type is 2 different subjects. While It may effect the performance about flex printing, it wont make difference about how hotend performs.
RE: Developing 'NinjaFlex' profile for Mini
I have tried Fiberlogy FiberFlex 40D, some TPU and a really soft Print-Me Flex 20D filament. Worked good. No issues with extrusion or hotend. But I have dual gear Bondtech type extruder and Bondtech heatpipe. I printed slow, around 20-30mm/s with increased retraction (7-8mm length, slow speed around 35mm/s retract, 15mm/s detract). I had a nozzle clog one time while switching between those materials, but loaded PLA and then flex again and it was fine. I don't currently have NinjaFlex on hand to try, but will report when I do.
Green is FiberFlex 40D, blue - Print-Me Flex 20D, orange - TPU. Those two guys are from PLA.
RE: Developing 'NinjaFlex' profile for Mini
I have tried Fiberlogy FiberFlex 40D, some TPU and a really soft Print-Me Flex 20D filament. Worked good. No issues with extrusion or hotend. But I have dual gear Bondtech type extruder and Bondtech heatpipe. I printed slow, around 20-30mm/s with increased retraction (7-8mm length, slow speed around 35mm/s retract, 15mm/s detract). I had a nozzle clog one time while switching between those materials, but loaded PLA and then flex again and it was fine. I don't currently have NinjaFlex on hand to try, but will report when I do.
Green is FiberFlex 40D, blue - Print-Me Flex 20D, orange - TPU. Those two guys are from PLA.
Hi, may I ask what temperatures and fan speeds you were using and extruder multiplier?
I've just started with some Fiberolgy FiberFlex 30D. The default print settings that Fiberolgy suggest are obviously for a direct drive printer.
I'm printing with a Bondtech extruder but Mini heat break.